Potrebbero piacerti anche
- CAC-A: Prácticas recomendadas para corte y acanalado por arco carbón aireDocumento33 pagineCAC-A: Prácticas recomendadas para corte y acanalado por arco carbón aireRoberto Chang Palma100% (1)
- Alambre 71T-8 PDFDocumento3 pagineAlambre 71T-8 PDFCapacitaciones CaitecNessuna valutazione finora
- Cuestionario 2 Tecnologia de Union de MaterialesDocumento3 pagineCuestionario 2 Tecnologia de Union de MaterialesTomas Da RifNessuna valutazione finora
- Catalogo Aceros ComercialesDocumento97 pagineCatalogo Aceros ComercialesSpeeder Physicist100% (1)
- Saw Arco SumergidoDocumento106 pagineSaw Arco SumergidoPablo Leal Aguero100% (1)
- Folleto Recuperación de PiezasDocumento119 pagineFolleto Recuperación de PiezasManuel López Miranda100% (3)
- Alambres Tubulares Construcciones MetálicasDocumento41 pagineAlambres Tubulares Construcciones MetálicasDaniel BalderramaNessuna valutazione finora
- Guia de Soldaduras para Ingenios AzucarerosDocumento2 pagineGuia de Soldaduras para Ingenios AzucarerosCarlos Humberto Velez UsecheNessuna valutazione finora
- Alambres TubularesDocumento65 pagineAlambres TubularesPabloNessuna valutazione finora
- ELECTRODOS-CARACTERÍSTICAS-APLICACIONESDocumento12 pagineELECTRODOS-CARACTERÍSTICAS-APLICACIONESRuben Cruz SNessuna valutazione finora
- Gmaw FinalDocumento12 pagineGmaw Finaljpenare100% (1)
- Electrodo INDURA 90 para aceros al carbonoDocumento1 paginaElectrodo INDURA 90 para aceros al carbonoAnthony BeltranNessuna valutazione finora
- HT-092 Exatub 110 Ed. 07Documento1 paginaHT-092 Exatub 110 Ed. 07Josef Enrique Espinoza SotoNessuna valutazione finora
- FCAWDocumento8 pagineFCAWMaritza100% (1)
- Ficha Tecnica Exatub 81 Ni2Documento1 paginaFicha Tecnica Exatub 81 Ni2Ngro Quinapaxi GonzalezNessuna valutazione finora
- Costo y Procedimientos de Reparación Por Soldadura Revestimientos DurosDocumento55 pagineCosto y Procedimientos de Reparación Por Soldadura Revestimientos DurosLuz Ileana Pascual100% (2)
- El Corte Por OxicorteDocumento3 pagineEl Corte Por OxicorteJonathan ColmenaresNessuna valutazione finora
- Alambre TubularDocumento17 pagineAlambre TubularEdwinCahuanaNessuna valutazione finora
- Defectos 2Documento34 pagineDefectos 2francescoNessuna valutazione finora
- Modulo FCAWDocumento90 pagineModulo FCAWNelson Galindo LozanoNessuna valutazione finora
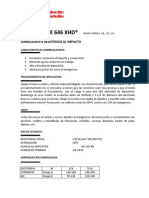
- E646 XHD EspañolDocumento1 paginaE646 XHD EspañolBrian HernandezNessuna valutazione finora
- OXICORTE Tecsup4Documento22 pagineOXICORTE Tecsup4Antony David Caceres RojasNessuna valutazione finora
- Tigfil 316lg5 PDFDocumento1 paginaTigfil 316lg5 PDFRenzo TuestasNessuna valutazione finora
- Teoria y Fundamentos GTAW+claveDocumento49 pagineTeoria y Fundamentos GTAW+claveHernan AlvarezNessuna valutazione finora
- Carbono EquivalenteDocumento3 pagineCarbono EquivalentePaulNessuna valutazione finora
- Soldadura TigDocumento7 pagineSoldadura Tigalejandra contrerasNessuna valutazione finora
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocumento10 pagine1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezNessuna valutazione finora
- Astm A 514Documento3 pagineAstm A 514Paul HuaraychiriNessuna valutazione finora
- Mig Mag EvolucionDocumento89 pagineMig Mag EvolucionAnonymous tI6cgOO7NANessuna valutazione finora
- Procedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Documento6 pagineProcedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Mario DíazNessuna valutazione finora
- Cómo Calcular El Consumo de La SoldaduraDocumento3 pagineCómo Calcular El Consumo de La SoldaduraBraulio Olivares VargasNessuna valutazione finora
- Tipos de ElectrodoDocumento21 pagineTipos de Electrodojesus landa galarza100% (1)
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocumento20 pagineCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoNessuna valutazione finora
- Juntas de SoldaduraDocumento21 pagineJuntas de SoldaduraPedroNessuna valutazione finora
- Tipos de ElectrodosDocumento37 pagineTipos de Electrodososwaldo sanchez100% (1)
- Diagrama de SchaefflerDocumento2 pagineDiagrama de Schaeffleroscarello80% (5)
- E-Corte - Con.arco AireDocumento32 pagineE-Corte - Con.arco AireJosé Juan Jiménez Alejandro100% (2)
- 4 - Introduccion, Terminologia y Simbolos de SoldaduraDocumento59 pagine4 - Introduccion, Terminologia y Simbolos de SoldaduraJeison BedoyaNessuna valutazione finora
- WPS Soldadura Tuberia INOXIDABLE 1, 2 y 3Documento2 pagineWPS Soldadura Tuberia INOXIDABLE 1, 2 y 3لوبيز إديسونNessuna valutazione finora
- Precalentamiento AWS D.1. 1. INDURADocumento31 paginePrecalentamiento AWS D.1. 1. INDURALuis felipeNessuna valutazione finora
- Soldadura Mig-Mag-Tig - Procesos de Soldadura - Deber SumativoDocumento20 pagineSoldadura Mig-Mag-Tig - Procesos de Soldadura - Deber SumativoGuillermo duranNessuna valutazione finora
- Aws A5-13Documento1 paginaAws A5-13Joel Aldeir Vasquez ReyesNessuna valutazione finora
- Reparaci C3 B3n 2crec y 20fundDocumento25 pagineReparaci C3 B3n 2crec y 20fundRicardo RivasNessuna valutazione finora
- Mecanizado Por OxicorteDocumento11 pagineMecanizado Por OxicorteJoseNessuna valutazione finora
- Diagrama de Graville - SchaefflerDocumento6 pagineDiagrama de Graville - SchaefflerCarlos JavierNessuna valutazione finora
- Diseno y Montaje de Cinta TransportadoraDocumento210 pagineDiseno y Montaje de Cinta Transportadoraermautino8658Nessuna valutazione finora
- GTAW para aceros al carbono y baja aleaciónDocumento1 paginaGTAW para aceros al carbono y baja aleaciónJKarlos Barrientos Ñuflo100% (2)
- Tipos de TransferenciaDocumento11 pagineTipos de TransferenciaFred CalderonNessuna valutazione finora
- Capitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Documento105 pagineCapitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Erasto Landaverde Lm100% (2)
- Soldadura oxiacetilénica, proceso y ventajasDocumento3 pagineSoldadura oxiacetilénica, proceso y ventajasFranklinNessuna valutazione finora
- Castolin EutecticDocumento12 pagineCastolin EutecticNegrito Rosarino100% (1)
- Fabricacion de Tanque CisternaDocumento4 pagineFabricacion de Tanque CisternaElvis Mamani OsnayoNessuna valutazione finora
- Problemas de SoldaduraDocumento17 pagineProblemas de SoldaduraVeintidós MarzoNessuna valutazione finora
- Monografia Soldadura Por Arco SumergidoDocumento19 pagineMonografia Soldadura Por Arco SumergidoCristhofer Jesus100% (1)
- Normalizacion de Los MetalesDocumento4 pagineNormalizacion de Los Metalesjuan arocutipaNessuna valutazione finora
- SoldaduraDocumento12 pagineSoldaduraJoseph ManguelisNessuna valutazione finora
- Cac - A - UnpDocumento55 pagineCac - A - UnpMunicipalidad Distrital San Jacinto67% (3)
- Trabajo Metal Corte TermicoDocumento14 pagineTrabajo Metal Corte TermicoJavierNessuna valutazione finora
- Tarea 8,9 y 10-Practica 8,9 y 10 - 1959175Documento10 pagineTarea 8,9 y 10-Practica 8,9 y 10 - 1959175Alfredo SalazarNessuna valutazione finora
- Técnicas y Aplicaciones Del OxicorteDocumento5 pagineTécnicas y Aplicaciones Del OxicorteYuri Guzmán camposNessuna valutazione finora
- Presentacion Sistemas de Gestion de Seguridad y Salud en El Trabajo Iso 450012018Documento4 paginePresentacion Sistemas de Gestion de Seguridad y Salud en El Trabajo Iso 450012018Aries GunZadielNessuna valutazione finora
- ¿Cuál Es El Mejor Ejercicio para Mantener Los Músculos Jóvenes - Grandes MediosDocumento1 pagina¿Cuál Es El Mejor Ejercicio para Mantener Los Músculos Jóvenes - Grandes MediosGedalías MartínezNessuna valutazione finora
- Esmalte-3008 3010 3012 3017 3027Documento2 pagineEsmalte-3008 3010 3012 3017 3027Gedalías MartínezNessuna valutazione finora
- Nsayos No Destructivos Como Herramienta para El Dimensionamiento de Discontinuidades en La Superficie Externa de TuberíasDocumento11 pagineNsayos No Destructivos Como Herramienta para El Dimensionamiento de Discontinuidades en La Superficie Externa de TuberíasBibiana MoyaNessuna valutazione finora
- F10 05 Osel Primario Anticorrosivo Gris (3812) FTDocumento2 pagineF10 05 Osel Primario Anticorrosivo Gris (3812) FTsaul xool mayNessuna valutazione finora
- Norma ASME SoldaduraDocumento275 pagineNorma ASME SoldaduraWilliam F. León97% (30)
- Acreditacion de Laboratorios o Certificacion IsoDocumento8 pagineAcreditacion de Laboratorios o Certificacion IsoGiovanni LerasNessuna valutazione finora
- Introduccion A Los E.N.D.1Documento35 pagineIntroduccion A Los E.N.D.1elkalifaNessuna valutazione finora
- Hoja de seguridad pinturas OselDocumento4 pagineHoja de seguridad pinturas OselGedalías MartínezNessuna valutazione finora
- Esmalte-3008 3010 3012 3017 3027Documento2 pagineEsmalte-3008 3010 3012 3017 3027Gedalías MartínezNessuna valutazione finora
- File - 1915 - Manual de Soldadura Indura 2007Documento88 pagineFile - 1915 - Manual de Soldadura Indura 2007Pedro Junior Sotelo LedezmaNessuna valutazione finora
- 4578 - Programa Sección IX PDFDocumento3 pagine4578 - Programa Sección IX PDFAntoniio EspinozaNessuna valutazione finora
- Laboratorio Acreditado Da ConfianzaDocumento8 pagineLaboratorio Acreditado Da ConfianzaGedalías MartínezNessuna valutazione finora
- Inspeccion-Acreditada PorqueDocumento8 pagineInspeccion-Acreditada PorqueGedalías MartínezNessuna valutazione finora
- Defectologa 141014191719 Conversion Gate02 PDFDocumento80 pagineDefectologa 141014191719 Conversion Gate02 PDFDavid OlayaNessuna valutazione finora
- Cad-Piping Dibujo y Diseño de Tuberias PDFDocumento335 pagineCad-Piping Dibujo y Diseño de Tuberias PDFGedalías Martínez100% (2)
- Soldadura20131 130716093818 Phpapp01Documento44 pagineSoldadura20131 130716093818 Phpapp01Jorge Manuel GuillermoNessuna valutazione finora
- Defectologa-Del-producto-Del Proceso y de ServicioDocumento6 pagineDefectologa-Del-producto-Del Proceso y de ServicioGedalías MartínezNessuna valutazione finora
- BARRENADODocumento2 pagineBARRENADOGedalías MartínezNessuna valutazione finora
- Certificado Hot-Rolled 4140Documento1 paginaCertificado Hot-Rolled 4140Gedalías MartínezNessuna valutazione finora
- Reparación soldaduras y metal baseDocumento9 pagineReparación soldaduras y metal baseGedalías MartínezNessuna valutazione finora
- LGS01-Calificacion de SoldadoresDocumento14 pagineLGS01-Calificacion de SoldadoresGedalías MartínezNessuna valutazione finora
- Procedimiento para Examen de Soldaduras Con Ultrasonido IndustrialDocumento34 pagineProcedimiento para Examen de Soldaduras Con Ultrasonido IndustrialGedalías MartínezNessuna valutazione finora
- Capacitacion y Calificacion de Personal PNDDocumento12 pagineCapacitacion y Calificacion de Personal PNDGedalías MartínezNessuna valutazione finora
- N-CTR-CAR-1-07-016-00 Seà Alamientos y Dispositivos para Proteccion de Obras PDFDocumento6 pagineN-CTR-CAR-1-07-016-00 Seà Alamientos y Dispositivos para Proteccion de Obras PDFCI ButronNessuna valutazione finora
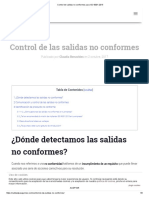
- Control de Salidas No Conformes para ISO 9001 - 2015Documento8 pagineControl de Salidas No Conformes para ISO 9001 - 2015Gedalías MartínezNessuna valutazione finora
- Calificacion y CertificacionDocumento21 pagineCalificacion y CertificacionGedalías MartínezNessuna valutazione finora
- Diseño de conexiones metálicas AISC-LRFDDocumento0 pagineDiseño de conexiones metálicas AISC-LRFDEstefani Licedz Colana NeiraNessuna valutazione finora
- NRF 053 Pemex 2006 PDFDocumento54 pagineNRF 053 Pemex 2006 PDFJesus Salazar100% (2)
- Ejecución de Estructuras Metálicas - Construpedia PDFDocumento6 pagineEjecución de Estructuras Metálicas - Construpedia PDFGedalías MartínezNessuna valutazione finora
- Informe Grupal DilataciónDocumento6 pagineInforme Grupal DilataciónevelynNessuna valutazione finora
- Muros de Contencion - TESIS PDFDocumento148 pagineMuros de Contencion - TESIS PDFJhoel DuranNessuna valutazione finora
- Preguntas Carreteras IIIDocumento28 paginePreguntas Carreteras IIIBeymar Quispe100% (1)
- Conformación Por Fundición en Moldes de ArenaDocumento13 pagineConformación Por Fundición en Moldes de ArenaBitterJairSanchezOsorioNessuna valutazione finora
- Grupo I y II de La Tabla PeriodicaDocumento5 pagineGrupo I y II de La Tabla PeriodicaAgguu CaloiaNessuna valutazione finora
- Torre de enfriamientoDocumento5 pagineTorre de enfriamientoMontsZs G-oNessuna valutazione finora
- Extracción de Aceites Esenciales y Pectina de La Cáscara de NaranjaDocumento12 pagineExtracción de Aceites Esenciales y Pectina de La Cáscara de NaranjaLina Maria LópezNessuna valutazione finora
- Espectroscopia de Absorcion AtomicaDocumento11 pagineEspectroscopia de Absorcion AtomicalizbethpadillaNessuna valutazione finora
- Formulación y Evaluación de Una Crema HumectanteDocumento12 pagineFormulación y Evaluación de Una Crema HumectanteJuan Luis Torres MartinezNessuna valutazione finora
- Practica de FisicaDocumento2 paginePractica de FisicaSamir Yovera Símpalo100% (1)
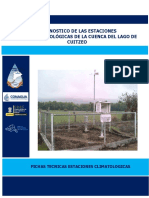
- Inventario de Las Estaciones ClimatologicasDocumento66 pagineInventario de Las Estaciones ClimatologicasMarlene ZamarripaNessuna valutazione finora
- Método de LowryDocumento6 pagineMétodo de LowryGutslutNessuna valutazione finora
- Dibujo A Mano Alzada para Arq. COMPLETO PDFDocumento194 pagineDibujo A Mano Alzada para Arq. COMPLETO PDFKenneth Rodríguez Sibaja93% (44)
- Procedimiento para Medir Indice de RefraccionDocumento96 pagineProcedimiento para Medir Indice de RefraccionOrland ChableNessuna valutazione finora
- Evaluación Final de ProbabilidadDocumento11 pagineEvaluación Final de ProbabilidadLuis CaNessuna valutazione finora
- Gui OnesDocumento83 pagineGui OnesSaturnino GudmundsdottirNessuna valutazione finora
- Avance Estudio Prefactibilidad VertederoDocumento28 pagineAvance Estudio Prefactibilidad VertederoOmar Zambrano MedinaNessuna valutazione finora
- Pozos de Gran DiámetroDocumento15 paginePozos de Gran DiámetroJeanCarlosAriasHuayllaniNessuna valutazione finora
- Enunciados Del Deber de FisicaDocumento4 pagineEnunciados Del Deber de FisicaLilibeth TayupandaNessuna valutazione finora
- Ejercicios de FísicaDocumento117 pagineEjercicios de FísicabachelyNessuna valutazione finora
- Deber 2 MecanizacionDocumento4 pagineDeber 2 MecanizacionDanny Riofrio CornelNessuna valutazione finora
- Subestacion AndahuasiDocumento14 pagineSubestacion AndahuasiEvelyn Chacon BorjaNessuna valutazione finora
- Estructuras NeumaticasDocumento20 pagineEstructuras NeumaticasDorian HurtadoNessuna valutazione finora
- PIPETAS y MICROPIPETASDocumento22 paginePIPETAS y MICROPIPETASVictor Perez100% (3)
- Clase11 Razoncambio Parte1Documento2 pagineClase11 Razoncambio Parte1Laura Lucila Arbulú BaquedanoNessuna valutazione finora
- Jack HammerDocumento11 pagineJack HammerJOSE ARMANDO0% (1)
- Formación de rocas ígneas y sus tiposDocumento4 pagineFormación de rocas ígneas y sus tiposYssac Yampier Arribasplata MansillaNessuna valutazione finora
- Curso Redes Y Plantas Sanitarias: 25 de Septiembre de 2019Documento16 pagineCurso Redes Y Plantas Sanitarias: 25 de Septiembre de 2019Jose Francisco P. OleaNessuna valutazione finora
- AF10 Quimica 1 BachDocumento15 pagineAF10 Quimica 1 BachEstefania1987265Nessuna valutazione finora
- TECNOLOGIADocumento22 pagineTECNOLOGIALeonardo Omar CamposNessuna valutazione finora