Potrebbero piacerti anche
- GD&T TrainingDocumento4 pagineGD&T TrainingSunny SonawaneNessuna valutazione finora
- CQT Sample ExamDocumento12 pagineCQT Sample ExamjayjaypiviNessuna valutazione finora
- GDT Day1Documento119 pagineGDT Day1Narendrareddy RamireddyNessuna valutazione finora
- CMM Verification Version 2Documento111 pagineCMM Verification Version 2Sandrock_01sr2Nessuna valutazione finora
- Geometric Dimensioning and Tolerancing Visual GlossaryDocumento23 pagineGeometric Dimensioning and Tolerancing Visual GlossarypdmnbraoNessuna valutazione finora
- Instrument Calibration ProcedureDocumento16 pagineInstrument Calibration ProcedureMohammad Nurayzat JohariNessuna valutazione finora
- Dimensioning and tolerancing product specificationDocumento64 pagineDimensioning and tolerancing product specificationilroscioNessuna valutazione finora
- He Shainin SystemDocumento20 pagineHe Shainin SystemSilvia Tria ApsariNessuna valutazione finora
- GD&T Versus Geometrical Product Spec PDFDocumento14 pagineGD&T Versus Geometrical Product Spec PDFHusen Taufiq100% (2)
- Iso 8015 - 1985-12-15Documento7 pagineIso 8015 - 1985-12-15Ionut FarcasNessuna valutazione finora
- ISO 14253-1 Decision Rules - Good or Bad? Impact on Metrology, Tolerances and DisputesDocumento9 pagineISO 14253-1 Decision Rules - Good or Bad? Impact on Metrology, Tolerances and DisputesMarco HernandezNessuna valutazione finora
- SPC For MS Excel V2.0 Demo InstructionsDocumento12 pagineSPC For MS Excel V2.0 Demo InstructionsDanu MamlukatNessuna valutazione finora
- Dimensioning and TolerancingDocumento100 pagineDimensioning and TolerancingiyomasaNessuna valutazione finora
- Tolerance Stackup Analysis 2.0Documento6 pagineTolerance Stackup Analysis 2.0Leon WangNessuna valutazione finora
- B 17Documento47 pagineB 17nadeemkarimiNessuna valutazione finora
- ASME Y1441powerpointDocumento45 pagineASME Y1441powerpointAgus GerezNessuna valutazione finora
- Software PolyWorks V12 Inspector Airfoil Gauge Module enDocumento2 pagineSoftware PolyWorks V12 Inspector Airfoil Gauge Module entheflamebearerNessuna valutazione finora
- Measurement System AnalysisDocumento42 pagineMeasurement System Analysisazadsingh1Nessuna valutazione finora
- Calibration Frequency TableDocumento7 pagineCalibration Frequency Tablefajar_92Nessuna valutazione finora
- Mil STD 1235-CDocumento303 pagineMil STD 1235-Cnenjijesus123100% (1)
- White Paper: Introduction To Japanese Style Mizenboushi Methods For Preventing Problems Before They OccurDocumento4 pagineWhite Paper: Introduction To Japanese Style Mizenboushi Methods For Preventing Problems Before They OccurEduardoNessuna valutazione finora
- Geometric Dimensioning and Tolerancing White Paper 2016Documento17 pagineGeometric Dimensioning and Tolerancing White Paper 2016Ahdfgb Dbach100% (1)
- Gage R&RDocumento23 pagineGage R&RGlOw MTzNessuna valutazione finora
- MCOSMOS Rack Alignment v3.2 - SCR200 Jul11Documento22 pagineMCOSMOS Rack Alignment v3.2 - SCR200 Jul11sensacje100% (1)
- Poly Works Inspector Reference GuideDocumento3.133 paginePoly Works Inspector Reference GuidetiborNessuna valutazione finora
- Iso 13374 3 2012 en PDFDocumento11 pagineIso 13374 3 2012 en PDFamarNessuna valutazione finora
- Calibration vs. VerificationDocumento3 pagineCalibration vs. VerificationFrander Cordero - LINKNessuna valutazione finora
- T208 Measurement Uncertainty Associated in Verification Testing of Indicating Measuring InstrumentsDocumento20 pagineT208 Measurement Uncertainty Associated in Verification Testing of Indicating Measuring InstrumentsAlex LesczinskyNessuna valutazione finora
- GD&T Form MeasurementDocumento19 pagineGD&T Form MeasurementBobby McfaddenNessuna valutazione finora
- Automated Software FMEA Tools Reduce Costs and Improve SafetyDocumento2 pagineAutomated Software FMEA Tools Reduce Costs and Improve SafetyNakkolopNessuna valutazione finora
- Iatf 16949 2016 Soft CopypdfDocumento116 pagineIatf 16949 2016 Soft CopypdfAnonimus100% (1)
- Filters & OutliersDocumento13 pagineFilters & OutliersLuis Carlos100% (1)
- An Honest Gauge R&R Study PDFDocumento19 pagineAn Honest Gauge R&R Study PDFAbi ZuñigaNessuna valutazione finora
- Supplier Web Share Downloads CQI-15 Welding System AssessmentDocumento50 pagineSupplier Web Share Downloads CQI-15 Welding System AssessmentMostafa Abd El Alem83% (6)
- Measurement Uncertainty StrategiesDocumento3 pagineMeasurement Uncertainty Strategiesjrlr65Nessuna valutazione finora
- Geometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionDa EverandGeometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionNessuna valutazione finora
- Nacla Z540 3Documento12 pagineNacla Z540 3Somsak Navayon100% (1)
- GD&T Training Session I BasicsDocumento310 pagineGD&T Training Session I BasicsKl100% (1)
- Measurement System Analysis GuideDocumento19 pagineMeasurement System Analysis Guiderollickingdeol100% (1)
- Basics of GD&T Manual - 2 DayDocumento66 pagineBasics of GD&T Manual - 2 DayAbhishek100% (3)
- Ionic Contamination Process ControlDocumento26 pagineIonic Contamination Process Controltimeforever aymenNessuna valutazione finora
- TS22163 ENGLISH Rev00 Risk MGMTDocumento33 pagineTS22163 ENGLISH Rev00 Risk MGMTisolong100% (1)
- Quality AssessmentDocumento38 pagineQuality AssessmentIgnacioNessuna valutazione finora
- Quality Council of Indiana Version As of June 26, 2022Documento24 pagineQuality Council of Indiana Version As of June 26, 2022Suresh Anand BSNessuna valutazione finora
- Shainin AmeliorDocumento40 pagineShainin AmeliorOsman Tig100% (1)
- gpg41 CMMDocumento119 paginegpg41 CMMHelton MotaNessuna valutazione finora
- Off-Line Programming of CMMDocumento42 pagineOff-Line Programming of CMMLucianNessuna valutazione finora
- Advanced Tecniques SPCDocumento71 pagineAdvanced Tecniques SPCIvan Bolivar Barraza100% (1)
- Macro Script Reference GuideDocumento153 pagineMacro Script Reference GuideHumayun Nawaz100% (1)
- Chapter - 6: Statistical Process Control Using Control ChartsDocumento43 pagineChapter - 6: Statistical Process Control Using Control ChartsKartikeya Khatri100% (1)
- Comparison ISO 10360-2 To ASME B89.4.1Documento15 pagineComparison ISO 10360-2 To ASME B89.4.1Zakaria MuhammadNessuna valutazione finora
- Xyzcube PC DmisDocumento1 paginaXyzcube PC DmisEdgar IvanNessuna valutazione finora
- Practise Exam CBADocumento11 paginePractise Exam CBASuguneswary SubramaniamNessuna valutazione finora
- CMMDocumento37 pagineCMMSachin AggarwalNessuna valutazione finora
- Destructive Testing Methods for Analyzing Structural Performance and Material BehaviorDocumento3 pagineDestructive Testing Methods for Analyzing Structural Performance and Material BehaviorJohn JoseNessuna valutazione finora
- Guide To Dimensional Measurement v3.3 PDFDocumento92 pagineGuide To Dimensional Measurement v3.3 PDFPrakash Kancharla100% (1)
- Logging in MuleDocumento5 pagineLogging in Mulesudarshanreddy9Nessuna valutazione finora
- Ansys Training Book.Documento15 pagineAnsys Training Book.Sarath Babu SNessuna valutazione finora
- Euroncap Suzuki Baleno Suzuki Baleno Datasheet PDFDocumento10 pagineEuroncap Suzuki Baleno Suzuki Baleno Datasheet PDFsudarshanreddy9Nessuna valutazione finora
- Structural Mechanics Pricipal StressesDocumento20 pagineStructural Mechanics Pricipal StressesRoscii RulezNessuna valutazione finora
- Structural Mechanics Pricipal StressesDocumento20 pagineStructural Mechanics Pricipal StressesRoscii RulezNessuna valutazione finora
- Calibrating External MicrometersDocumento5 pagineCalibrating External MicrometersSUNIL100% (1)
- Mec 314Documento14 pagineMec 314Vinu ThomasNessuna valutazione finora
- Alesometros y Otros MitutoyoDocumento32 pagineAlesometros y Otros MitutoyoJulio Vega AngelesNessuna valutazione finora
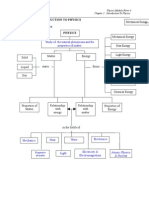
- Chapter 1 Introduction To Physics Teacher' GuideDocumento18 pagineChapter 1 Introduction To Physics Teacher' GuideAhmad Zaidi100% (1)
- Lesson Plan: Sampoerna Academy BogorDocumento4 pagineLesson Plan: Sampoerna Academy BogorAnonymous rn5Te9MwkNessuna valutazione finora
- Nabl 164Documento2 pagineNabl 164munin kr adhikaryNessuna valutazione finora
- C426Documento5 pagineC426Diyar N HasanNessuna valutazione finora
- H5 17 Bently Nevada enDocumento131 pagineH5 17 Bently Nevada enBouazza100% (2)
- Rubber Pipe Cutting MachineDocumento18 pagineRubber Pipe Cutting MachineChinmayNessuna valutazione finora
- Use and Maintain Measuring Equipment in An Automotive WorkplaceDocumento8 pagineUse and Maintain Measuring Equipment in An Automotive WorkplaceajayNessuna valutazione finora
- ASTM G 46 Evaluacion de PittingDocumento8 pagineASTM G 46 Evaluacion de Pittingiolivero79641Nessuna valutazione finora
- Physics Topic by Topic Grade 10 To 12 Q&A PDFDocumento105 paginePhysics Topic by Topic Grade 10 To 12 Q&A PDFMalama LombeNessuna valutazione finora
- Armando Cadenas (Especificaciones)Documento32 pagineArmando Cadenas (Especificaciones)Ricardo RodríguezNessuna valutazione finora
- Astm D543Documento7 pagineAstm D543PE EngNessuna valutazione finora
- MBM Tech Mechanical Measurement MetrologyDocumento4 pagineMBM Tech Mechanical Measurement MetrologyAkash PatilNessuna valutazione finora
- Paper 4 Nov 2000 PhysicsDocumento12 paginePaper 4 Nov 2000 Physicssolarixe100% (1)
- DS-1 Volume 3 Addendum 2016Documento15 pagineDS-1 Volume 3 Addendum 2016Muhammad Bilal Khattak67% (3)
- Linear MeasurementsDocumento52 pagineLinear MeasurementsO20 0023 Chandrasekaran. S. [PT]Nessuna valutazione finora
- ASTM D 3194 04 - Plasticity Retention IndexDocumento3 pagineASTM D 3194 04 - Plasticity Retention Indexleni evayantiNessuna valutazione finora
- Workshop Safety RulesDocumento42 pagineWorkshop Safety RulesJpricarioNessuna valutazione finora
- Screw ThreadDocumento13 pagineScrew ThreadRakibulIslamRimonNessuna valutazione finora
- ESG Service Information: GeneralDocumento4 pagineESG Service Information: GeneralHectorFalconLlenderrozosNessuna valutazione finora
- Section A Answer All QuestionsDocumento7 pagineSection A Answer All QuestionsNAJMILNessuna valutazione finora
- Starrett Catalogue 32ΕDocumento102 pagineStarrett Catalogue 32ΕChris ValNessuna valutazione finora
- Chapter 5 MeasurmentDocumento25 pagineChapter 5 MeasurmentTefera NigusNessuna valutazione finora
- Common Mistakes in Dimensional Calibration MethodsDocumento16 pagineCommon Mistakes in Dimensional Calibration MethodssujudNessuna valutazione finora
- Micometer ScrewDocumento4 pagineMicometer Screwanon_404586944Nessuna valutazione finora
- Certificate of Accreditation: Perry Johnson Laboratory Accreditation, IncDocumento19 pagineCertificate of Accreditation: Perry Johnson Laboratory Accreditation, IncFernando MarNessuna valutazione finora
- Mitutoyo MicrometroDocumento4 pagineMitutoyo MicrometrojohangomezruizNessuna valutazione finora
- Mitutoyo CatalogDocumento47 pagineMitutoyo CatalogJames SullivanNessuna valutazione finora