Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- A Rifle Anyone Can Build - Jerry LindseyDocumento48 pagineA Rifle Anyone Can Build - Jerry Lindseyg29646988% (112)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- eBOOK - Poor Man's RPG PDFDocumento156 pagineeBOOK - Poor Man's RPG PDFsjdarkman1930100% (10)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Documento16 pagineThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (67)
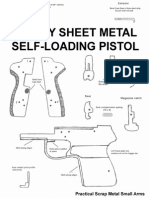
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDocumento15 pagineThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (121)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Documento21 pagineDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (21)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Long Tail BoatDocumento71 pagineLong Tail Boatceaseless_way100% (1)
- Armalite Arms 2012 CatalogDocumento40 pagineArmalite Arms 2012 Catalogsergey62Nessuna valutazione finora
- Enfield No4 Bolt DisassemblyDocumento20 pagineEnfield No4 Bolt Disassemblydeolexrex100% (3)
- Simple Homemade Pistol Pit-Bull-1Documento22 pagineSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (1)
- Magpul 2012 Catalog Shotgun Stocks and MagazinesDocumento26 pagineMagpul 2012 Catalog Shotgun Stocks and MagazinesPredatorBDU.comNessuna valutazione finora
- Double Stack Mag 22LR US8776419Documento21 pagineDouble Stack Mag 22LR US8776419sjdarkman19300% (1)
- Sas12 Shotgun ExplodedDocumento8 pagineSas12 Shotgun Explodedsjdarkman1930Nessuna valutazione finora
- All American Firearms Training HandoutsDocumento16 pagineAll American Firearms Training HandoutsJohn M Buol Jr.Nessuna valutazione finora
- Cetme: Special Purpose Assault MACHINEGUN 5.56x45Documento24 pagineCetme: Special Purpose Assault MACHINEGUN 5.56x45Jon MorenoNessuna valutazione finora
- The Overall Process of GunmakingDocumento4 pagineThe Overall Process of GunmakingAshit Raj100% (1)
- British Enfield Rifles - NRA American Rifleman Reprint - OcrDocumento28 pagineBritish Enfield Rifles - NRA American Rifleman Reprint - Ocrmaxi29999Nessuna valutazione finora
- MGS 916 Catalog FinalDocumento13 pagineMGS 916 Catalog FinalFrank MeekerNessuna valutazione finora
- M1 Carbine DisassemblyDocumento15 pagineM1 Carbine Disassemblykatydude100% (5)
- 5.56x45 mm ARSENAL Assault Rifle Operation GuideDocumento15 pagine5.56x45 mm ARSENAL Assault Rifle Operation Guidegab0% (1)
- 2011 Mossberg CatalogDocumento58 pagine2011 Mossberg CatalogMario LopezNessuna valutazione finora
- Mk18 Mod1 SBR RifleDocumento21 pagineMk18 Mod1 SBR Riflesjdarkman1930Nessuna valutazione finora
- G0355Documento52 pagineG0355sjdarkman1930100% (1)
- FM 23-10 US Army Sniper TrainingDocumento328 pagineFM 23-10 US Army Sniper TrainingMickBurkeNessuna valutazione finora
- Breechloading Flintlock PDFDocumento12 pagineBreechloading Flintlock PDFsjdarkman1930100% (1)
- Accuracy International AX50 BrochureDocumento3 pagineAccuracy International AX50 BrochureAdrian KozelNessuna valutazione finora
- Ax338 BrochureDocumento3 pagineAx338 Brochureteacherman21711100% (1)
- m14 DisassemblyDocumento52 paginem14 Disassemblydeolexrex100% (12)
- Us7739821 PDFDocumento12 pagineUs7739821 PDFsjdarkman1930100% (1)
- 2010 Mossberg CatalogDocumento51 pagine2010 Mossberg Catalogb46550214949100% (2)
- Building a Liftable Propulsion SystemDocumento50 pagineBuilding a Liftable Propulsion SystemEwerton MonteiroNessuna valutazione finora
- Uzi Family Diagrams PDFDocumento7 pagineUzi Family Diagrams PDFsjdarkman1930100% (1)
- Off Set CenterDocumento1 paginaOff Set CenterFrenchwolf420Nessuna valutazione finora
- The Construction and Operation of The Air Gun. Vol. 1Documento111 pagineThe Construction and Operation of The Air Gun. Vol. 1sjdarkman193067% (3)
- Single Lip Cutter D-BitDocumento2 pagineSingle Lip Cutter D-Bitsjdarkman1930Nessuna valutazione finora
- The Construction and Operation of The Air Gun. Vol. 2 PDFDocumento85 pagineThe Construction and Operation of The Air Gun. Vol. 2 PDFsjdarkman1930100% (7)
- Importer of RTV Silicone Rubber For MoldingDocumento1 paginaImporter of RTV Silicone Rubber For Moldingsjdarkman1930Nessuna valutazione finora
- SIG556 MiniManualDocumento104 pagineSIG556 MiniManualsjdarkman1930100% (1)
- Model 99 Exploded ViewDocumento1 paginaModel 99 Exploded ViewtophunterNessuna valutazione finora
- Mauser BoltDocumento11 pagineMauser Boltsjdarkman1930100% (1)
- Brownel's Barrel Liner Instalation Guide PDFDocumento12 pagineBrownel's Barrel Liner Instalation Guide PDFsjdarkman1930Nessuna valutazione finora
- Making and Using Reamers: Part 1Documento50 pagineMaking and Using Reamers: Part 1angelines123Nessuna valutazione finora
- 6DZE1 Rifle Making in The Great Smokey MountainsDocumento21 pagine6DZE1 Rifle Making in The Great Smokey MountainsRobert Powell100% (3)
- Webleyair Catalogue 2014 WebuseDocumento20 pagineWebleyair Catalogue 2014 WebuseAsad LaghariNessuna valutazione finora
- SAUER Hunting Catalogue 09 10 GBDocumento47 pagineSAUER Hunting Catalogue 09 10 GBb46550214949100% (1)
- Macmillan Catalog 2015Documento48 pagineMacmillan Catalog 2015Peter DavidsonNessuna valutazione finora
- Ruger n1 Setting of ForearmDocumento10 pagineRuger n1 Setting of ForearmvictorNessuna valutazione finora
- Ruger AR-556 Modern Sporting Rifle Spec SheetDocumento1 paginaRuger AR-556 Modern Sporting Rifle Spec SheetAmmoLand Shooting Sports NewsNessuna valutazione finora
- BT65 SB Exploded View October 2011Documento3 pagineBT65 SB Exploded View October 2011Laurentiu Hurtupan100% (1)
- Catalogo Air GunDocumento24 pagineCatalogo Air Gunpepo jaredNessuna valutazione finora
- Manual Beretta Cx4 Storm EN 05R09 PDFDocumento9 pagineManual Beretta Cx4 Storm EN 05R09 PDFWilliam MartinezNessuna valutazione finora
- 2012 Rossi Catalog PDFDocumento19 pagine2012 Rossi Catalog PDFneko222Nessuna valutazione finora
- Military catalogue-CZUB-eng - 2021Documento32 pagineMilitary catalogue-CZUB-eng - 2021Martin PeterkaNessuna valutazione finora
- Unit 7 - MarksmanshipDocumento82 pagineUnit 7 - Marksmanshipsca0808100% (1)
- Tapco Intrafuse 2011Documento33 pagineTapco Intrafuse 2011Mario LopezNessuna valutazione finora
- CCS 25 - Double Express Rifles - Hunting: An Exceptional CreationDocumento2 pagineCCS 25 - Double Express Rifles - Hunting: An Exceptional CreationPajero PowerNessuna valutazione finora
- Alias Cs 5 Data SheetDocumento2 pagineAlias Cs 5 Data SheetEli MalanoNessuna valutazione finora
- 1907 Bsa - Manual.eng-CngunDocumento28 pagine1907 Bsa - Manual.eng-Cngunyuehan100% (1)
- ULTRA-20 Over-And-under Rifle/Shotgun Combination With Sideplates inDocumento16 pagineULTRA-20 Over-And-under Rifle/Shotgun Combination With Sideplates inb46550214949Nessuna valutazione finora
- DT11 Gold: Models Where To Buy PhotosDocumento6 pagineDT11 Gold: Models Where To Buy PhotosPajero PowerNessuna valutazione finora