Potrebbero piacerti anche
- Lamtiation Ut ProcdureDocumento12 pagineLamtiation Ut ProcduremnmsingamNessuna valutazione finora
- Procedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesDocumento10 pagineProcedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesJonathan Espinoza MejiaNessuna valutazione finora
- UT of TKY Connections PDFDocumento14 pagineUT of TKY Connections PDFreiazh0% (1)
- PAUT Procedure ED - AMSYCO 500-8-2 Rev 00 PDFDocumento34 paginePAUT Procedure ED - AMSYCO 500-8-2 Rev 00 PDFkbldam100% (3)
- PAUT Procedure - MRU Adsorber PCI Rev. 0 (Thickness 83-88 MM)Documento0 paginePAUT Procedure - MRU Adsorber PCI Rev. 0 (Thickness 83-88 MM)bonnie_fajrie100% (1)
- MX2 Training Program 04B Phased Array ProbesDocumento49 pagineMX2 Training Program 04B Phased Array ProbesVictor Antonio Diaz FaundezNessuna valutazione finora
- PA Caracterization BlockDocumento2 paginePA Caracterization BlockMuallim MursyidNessuna valutazione finora
- 01-Introduction To OMNIDocumento19 pagine01-Introduction To OMNIvibinkumars100% (1)
- PA Probe Catalog en 201304Documento24 paginePA Probe Catalog en 201304Durgamadhaba Mishra100% (2)
- TOFD CV PDFDocumento19 pagineTOFD CV PDFKarna2504Nessuna valutazione finora
- Level IiiDocumento3 pagineLevel IiiMangalraj MadasamyNessuna valutazione finora
- UT ProcedureDocumento6 pagineUT ProcedureMurali YNessuna valutazione finora
- OI For UT of Laminations-BasicDocumento8 pagineOI For UT of Laminations-Basicperogami100% (1)
- TOFD - by Nicholas Bublitz - USA PDFDocumento135 pagineTOFD - by Nicholas Bublitz - USA PDFhocimtm100% (1)
- TOFD PA Procedure For 301 PDFDocumento49 pagineTOFD PA Procedure For 301 PDFwiNessuna valutazione finora
- MX2 Training Program 02 Intro To MX2Documento25 pagineMX2 Training Program 02 Intro To MX2Victor Antonio Diaz FaundezNessuna valutazione finora
- Ultrasonics Examination Part 3Documento3 pagineUltrasonics Examination Part 3JlkKumarNessuna valutazione finora
- MX2 Training Program 10B Sensitivity Cal Wizard 2 or 3 LawsDocumento13 pagineMX2 Training Program 10B Sensitivity Cal Wizard 2 or 3 LawsVictor Antonio Diaz FaundezNessuna valutazione finora
- Phased Array Ulatrasonic IntroductionDocumento31 paginePhased Array Ulatrasonic Introductionerharsingh100% (1)
- MX2 Training Program 12 Encoded InspectionsDocumento22 pagineMX2 Training Program 12 Encoded InspectionsVictor Antonio Diaz Faundez100% (1)
- TOFD by TempleDocumento444 pagineTOFD by TempleAlejandro Mejia RodriguezNessuna valutazione finora
- OmniSX - MX2 - Training - 14D - Phased Array Analysis - Length Sizing PDFDocumento19 pagineOmniSX - MX2 - Training - 14D - Phased Array Analysis - Length Sizing PDFmartinmcneill5100% (1)
- Manual Ultrasonic Phased ArrayDocumento53 pagineManual Ultrasonic Phased ArrayMilan TonicNessuna valutazione finora
- QUSE PA Crack Sizing Test Procedure API UT 11 May 2017Documento12 pagineQUSE PA Crack Sizing Test Procedure API UT 11 May 2017solrac4371100% (2)
- IRTS SRUT Work ProcedureDocumento10 pagineIRTS SRUT Work ProcedurePeter100% (1)
- ASME TOFD Interpretation ManualDocumento18 pagineASME TOFD Interpretation Manualdaniel20181100% (2)
- Paut Checklist AuditDocumento1 paginaPaut Checklist Auditaakash0% (1)
- PAUT 22.8mm Scan PlanDocumento3 paginePAUT 22.8mm Scan PlanSai Krishna YellapuNessuna valutazione finora
- C1 2Documento38 pagineC1 2Lương Hồ VũNessuna valutazione finora
- MX2 Training Program 08 Gate ConfigurationDocumento15 pagineMX2 Training Program 08 Gate ConfigurationVictor Antonio Diaz FaundezNessuna valutazione finora
- Scan PlanDocumento24 pagineScan PlanrupamNessuna valutazione finora
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocumento23 pagineDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNessuna valutazione finora
- X3 Training Program - The Basics of TFMDocumento41 pagineX3 Training Program - The Basics of TFMThiru RajaNessuna valutazione finora
- TCG Sectorial 2 - 0Documento11 pagineTCG Sectorial 2 - 0Gelson André BarbosaNessuna valutazione finora
- Lrut Special AplicationDocumento20 pagineLrut Special AplicationAbdur Rahim100% (1)
- UTDocumento17 pagineUTArputharaj Maria Louis100% (2)
- 016-PE and TOFDDocumento41 pagine016-PE and TOFDvenkat100% (1)
- 7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRADocumento2 pagine7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRAwilfran villegasNessuna valutazione finora
- ET Level III MalaysiaDocumento2 pagineET Level III MalaysiaKuppan Srinivasan100% (1)
- AWSD1.1 Procedure UtDocumento19 pagineAWSD1.1 Procedure Utkevin desai50% (2)
- Phased Array - GeneralDocumento192 paginePhased Array - GeneralAndy MariscalNessuna valutazione finora
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Mock Up Test ProcedureRev 0Documento7 pagineMock Up Test ProcedureRev 0Trung Tinh HoNessuna valutazione finora
- Phased Array Ultrasonic Testing: Inspection ServicesDocumento19 paginePhased Array Ultrasonic Testing: Inspection ServicesAnkur desaiNessuna valutazione finora
- In Depth Look at UltrasonicTransducersDocumento52 pagineIn Depth Look at UltrasonicTransducersGrafton MontgomeryNessuna valutazione finora
- High Temperature Ultrasonic ThicknessDocumento77 pagineHigh Temperature Ultrasonic ThicknessAshfaq AnwerNessuna valutazione finora
- Evaluation For Paut ASME 8 DIV 2Documento3 pagineEvaluation For Paut ASME 8 DIV 2Woodrow FoxNessuna valutazione finora
- Paut Paper PDFDocumento7 paginePaut Paper PDFAyesha GeNessuna valutazione finora
- Cobra Scan InspectionDocumento58 pagineCobra Scan InspectionMohsin Iam100% (2)
- OmniSX - MX2 - Training - 16J TOFD Flaw Sizing and CharacterizationDocumento35 pagineOmniSX - MX2 - Training - 16J TOFD Flaw Sizing and Characterizationaldeanucu100% (3)
- MX2 Training Program 01 OverviewDocumento8 pagineMX2 Training Program 01 OverviewVictor Antonio Diaz FaundezNessuna valutazione finora
- Phased Array Inspection in Austenitic Stainless Steel WeldsDocumento10 paginePhased Array Inspection in Austenitic Stainless Steel WeldsrupamNessuna valutazione finora
- MX2 Training Program 10A Sensitivity Cal Wizard All LawsDocumento18 pagineMX2 Training Program 10A Sensitivity Cal Wizard All LawsVictor Antonio Diaz FaundezNessuna valutazione finora
- MT Work InstructionDocumento3 pagineMT Work Instructionpandab bkNessuna valutazione finora
- Iqi'sDocumento6 pagineIqi's24inspector100% (1)
- CA-40-19-TOFD-UT Procedure-AWS D1.1Documento27 pagineCA-40-19-TOFD-UT Procedure-AWS D1.1Luong Ho VuNessuna valutazione finora
- Advances in Tube Testing 2008Documento39 pagineAdvances in Tube Testing 2008AhmedA.Hassan100% (1)
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989Da EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNessuna valutazione finora
- Hydrostatic Test ReportDocumento1 paginaHydrostatic Test ReportAmit HasanNessuna valutazione finora
- 2023 Doppler CatalogDocumento52 pagine2023 Doppler CatalogAmit HasanNessuna valutazione finora
- Coating Thickness GaugeDocumento2 pagineCoating Thickness GaugeAmit HasanNessuna valutazione finora
- List of EquipmentDocumento11 pagineList of EquipmentAmit HasanNessuna valutazione finora
- Cothodic Protection BOQ - N. Hasnat InfrastructureDocumento2 pagineCothodic Protection BOQ - N. Hasnat InfrastructureAmit HasanNessuna valutazione finora
- 33.proven MSDSDocumento7 pagine33.proven MSDSAmit HasanNessuna valutazione finora
- Trade International: Sales QuotationDocumento3 pagineTrade International: Sales QuotationAmit HasanNessuna valutazione finora
- Seakyung 107 (PT) Works OfferDocumento2 pagineSeakyung 107 (PT) Works OfferAmit HasanNessuna valutazione finora
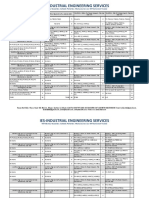
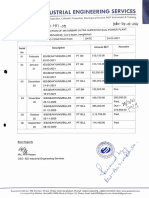
- Ies-Industrial Engineering Services: Quotation Non-Destructive Test (NDT) WorksDocumento3 pagineIes-Industrial Engineering Services: Quotation Non-Destructive Test (NDT) WorksAmit HasanNessuna valutazione finora
- IES Profile Book 21 01 2021 Last Ed - CompressedDocumento32 pagineIES Profile Book 21 01 2021 Last Ed - CompressedAmit HasanNessuna valutazione finora
- Seakyung 108 (MT-700) Works OfferDocumento2 pagineSeakyung 108 (MT-700) Works OfferAmit HasanNessuna valutazione finora
- Seakyung 108 (MT-700) Works OfferDocumento2 pagineSeakyung 108 (MT-700) Works OfferAmit HasanNessuna valutazione finora
- FKCL101 (NDT) Works Offer 01Documento3 pagineFKCL101 (NDT) Works Offer 01Amit HasanNessuna valutazione finora
- Saekyung Offer - Joints (Revised Offer)Documento2 pagineSaekyung Offer - Joints (Revised Offer)Amit HasanNessuna valutazione finora
- Distributor Price List 2022 For IESDocumento6 pagineDistributor Price List 2022 For IESAmit HasanNessuna valutazione finora
- Ies-Industrial Engineering ServicesDocumento6 pagineIes-Industrial Engineering ServicesAmit HasanNessuna valutazione finora
- Due Bill SeakyungDocumento3 pagineDue Bill SeakyungAmit HasanNessuna valutazione finora
- ChallanDocumento1 paginaChallanAmit HasanNessuna valutazione finora
- Duty ScheduleDocumento1 paginaDuty ScheduleAmit HasanNessuna valutazione finora
- Ies-Industrial Engineering Services: Challan For InstrumentDocumento4 pagineIes-Industrial Engineering Services: Challan For InstrumentAmit HasanNessuna valutazione finora
- Ies-Industrial Engineering ServicesDocumento2 pagineIes-Industrial Engineering ServicesAmit HasanNessuna valutazione finora
- BOQ For C.P. Work - Quotation - 10-Mar-21Documento1 paginaBOQ For C.P. Work - Quotation - 10-Mar-21Amit Hasan100% (1)
- Polimaster Security and Safety-Radiation Equipment-Homeland Security Bangladesh - ROSS PDFDocumento30 paginePolimaster Security and Safety-Radiation Equipment-Homeland Security Bangladesh - ROSS PDFAmit HasanNessuna valutazione finora
- Temporary Cathodic Protecton Work Description SL. No Description Unit Quantity 1.0Documento3 pagineTemporary Cathodic Protecton Work Description SL. No Description Unit Quantity 1.0Amit HasanNessuna valutazione finora
- Orion Power Shonargaon Limited 153-154, Tejgaon Industrial Area Dhaka-1208, BangladeshDocumento4 pagineOrion Power Shonargaon Limited 153-154, Tejgaon Industrial Area Dhaka-1208, BangladeshAmit HasanNessuna valutazione finora
- Gas Turbine Working PrincipalsDocumento27 pagineGas Turbine Working PrincipalsSamantha AshmanNessuna valutazione finora
- Aboni UTG Report 03Documento1 paginaAboni UTG Report 03Amit HasanNessuna valutazione finora
- Polimaster Security and Safety-Radiation Equipment-Homeland Security Bangladesh - ROSS PDFDocumento30 paginePolimaster Security and Safety-Radiation Equipment-Homeland Security Bangladesh - ROSS PDFAmit HasanNessuna valutazione finora
- ASME Sec VIII Div 1Documento120 pagineASME Sec VIII Div 1kanchanabalaji96% (23)
- Item - 2 SpecficationDocumento1 paginaItem - 2 SpecficationAmit HasanNessuna valutazione finora
- RotoUTscan v8Documento2 pagineRotoUTscan v8carlosNessuna valutazione finora
- Ultrasonic Examinations in Lieu RadiographyDocumento2 pagineUltrasonic Examinations in Lieu RadiographyRupam BaruahNessuna valutazione finora
- HT - Paut-Asme-01: Hi-Tech NDT Inspections Services (S) Pte. LTDDocumento25 pagineHT - Paut-Asme-01: Hi-Tech NDT Inspections Services (S) Pte. LTDphanthanhhungNessuna valutazione finora
- Sound PDFDocumento17 pagineSound PDFnamanNessuna valutazione finora
- Smart Jacket For Social DistancingDocumento9 pagineSmart Jacket For Social DistancingIJRASETPublicationsNessuna valutazione finora
- 4688 Tube To Tube Sheet Weld Scanning ServiceDocumento2 pagine4688 Tube To Tube Sheet Weld Scanning ServiceBaher ElsheikhNessuna valutazione finora
- U-GAGE® T30UX Series With Analog Output: ModelsDocumento11 pagineU-GAGE® T30UX Series With Analog Output: ModelsADAN CESSANessuna valutazione finora
- CMT MC-15 CopDocumento24 pagineCMT MC-15 CopAnonymous ExpectusNessuna valutazione finora
- Use of The Ultrasonic Time of Flight Diffraction (TOFD) TechniqueDocumento13 pagineUse of The Ultrasonic Time of Flight Diffraction (TOFD) TechniquevickyNessuna valutazione finora
- Ultrasonic Phased Array Technique For Austenitic Weld Inspection PDFDocumento4 pagineUltrasonic Phased Array Technique For Austenitic Weld Inspection PDFRAFAEL ANDRADENessuna valutazione finora
- Audio Spotlight TechnologyDocumento6 pagineAudio Spotlight TechnologyMose McneilNessuna valutazione finora
- Brochure Adv NDT - PT. Prominent Energy ServicesDocumento2 pagineBrochure Adv NDT - PT. Prominent Energy ServicesRizki YudaNessuna valutazione finora
- Astm A503.aDocumento3 pagineAstm A503.aGlauber MartinsNessuna valutazione finora
- What Is A Sensor?Documento13 pagineWhat Is A Sensor?Venkatramreddy Reddy100% (1)
- Mohammed Kahla: ExperienceDocumento2 pagineMohammed Kahla: ExperiencebaileybancroftNessuna valutazione finora
- Ultrassonic TI H 25 ManualDocumento16 pagineUltrassonic TI H 25 Manualrositasu19Nessuna valutazione finora
- Prosonix - Sonocrystallization Proven Across Scale - 2009Documento10 pagineProsonix - Sonocrystallization Proven Across Scale - 2009Joshua JohnsonNessuna valutazione finora
- Group Assignment s1, 2019Documento4 pagineGroup Assignment s1, 2019Navinesh Nand100% (1)
- An IT All PPT For Fifth YearDocumento105 pagineAn IT All PPT For Fifth YearAbel TayeNessuna valutazione finora
- Ultrasonic Testing Slides 1Documento47 pagineUltrasonic Testing Slides 1ngtchungNessuna valutazione finora
- Instruments LD 300: LD 300 Ultrasonic Leak DetectorDocumento2 pagineInstruments LD 300: LD 300 Ultrasonic Leak DetectortitiNessuna valutazione finora
- Manual Sensor Proximity BannerDocumento8 pagineManual Sensor Proximity BannersuryaNessuna valutazione finora
- Circumferential Scanning in Ultrasonic Inspection: FocusDocumento4 pagineCircumferential Scanning in Ultrasonic Inspection: FocusPrasetya SiregarNessuna valutazione finora
- ASTM E 214 - 01 - Examen UT InmersionDocumento3 pagineASTM E 214 - 01 - Examen UT InmersionMono-CCt100% (2)
- Underwater Welding and CuttingDocumento60 pagineUnderwater Welding and CuttingDewin PurnamaNessuna valutazione finora
- Tri Active PlusDocumento8 pagineTri Active PlusRex_333Nessuna valutazione finora
- Ultrasound Accessories From Biocommerciale SRL, Probe Covers, Needle Guides, Bracket, Surgical Covers, AccessoriesDocumento28 pagineUltrasound Accessories From Biocommerciale SRL, Probe Covers, Needle Guides, Bracket, Surgical Covers, AccessoriesAlessandro ArmaroliNessuna valutazione finora
- Tank Inspection Guidelines PDFDocumento4 pagineTank Inspection Guidelines PDFT. Dirksen100% (2)
- A Phased-Array Technique To Determine Acoustic Velocity of A Sample With GINZELDocumento7 pagineA Phased-Array Technique To Determine Acoustic Velocity of A Sample With GINZELHermann LeonardoNessuna valutazione finora
- Measuring The Magnitude of Roof Strata Convergence Using Ultrasonic Sensor ReportDocumento19 pagineMeasuring The Magnitude of Roof Strata Convergence Using Ultrasonic Sensor ReportVikky VikranthNessuna valutazione finora