Potrebbero piacerti anche
- Plantilla Manual de ProcedimientosDocumento9 paginePlantilla Manual de ProcedimientosJean Carlos Ortega60% (10)
- Libro DiarioDocumento23 pagineLibro Diariocesardario90Nessuna valutazione finora
- Formato FlujogramaDocumento12 pagineFormato Flujogramacesardario90Nessuna valutazione finora
- Formulario TTDocumento83 pagineFormulario TTcesardario90Nessuna valutazione finora
- Beneficios de Tener Una Tienda OnlineDocumento3 pagineBeneficios de Tener Una Tienda Onlinecesardario90Nessuna valutazione finora
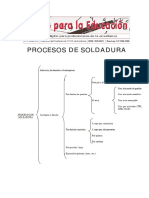
- Procesos de SoldaduraDocumento14 pagineProcesos de SoldaduraAlexNessuna valutazione finora
- CostoUnitarioServicioDocumento3 pagineCostoUnitarioServiciocesardario90Nessuna valutazione finora
- Estado Flujo EfectivoDocumento2 pagineEstado Flujo Efectivocesardario90Nessuna valutazione finora
- Notas A Los Estados FinancierosDocumento2 pagineNotas A Los Estados Financieroscesardario90Nessuna valutazione finora
- SoldaduraDocumento6 pagineSoldaduraYhonny ValenzuelaNessuna valutazione finora
- MAYORIZACIONDocumento13 pagineMAYORIZACIONcesardario90Nessuna valutazione finora
- Asistencia Total Raul Coka Barriga CIA.LTDA Estado Patrimonio 2015Documento1 paginaAsistencia Total Raul Coka Barriga CIA.LTDA Estado Patrimonio 2015cesardario90Nessuna valutazione finora
- Afiche Falla Tornillos E Espejo Sept 2011 500x700Documento20 pagineAfiche Falla Tornillos E Espejo Sept 2011 500x700cesardario90Nessuna valutazione finora
- Manual de Soldadura Oerlikon Exsa S ADocumento146 pagineManual de Soldadura Oerlikon Exsa S Amadenicola10100% (3)
- Principios y Aplicacaciones Liquidos Penetrantes PDFDocumento138 paginePrincipios y Aplicacaciones Liquidos Penetrantes PDFluis100% (2)
- 22 - 1 - CAP. 3 CORROSIÓN BACTERIANA EN METALES Autores Humberto R.Documento6 pagine22 - 1 - CAP. 3 CORROSIÓN BACTERIANA EN METALES Autores Humberto R.Martin Alvarado BonifacioNessuna valutazione finora
- Soldadura procesosDocumento22 pagineSoldadura procesosOscar Paredes IncaNessuna valutazione finora
- Norma GM EspañolDocumento9 pagineNorma GM Españolcesardario90100% (1)
- Liquidos PenetrantesDocumento77 pagineLiquidos Penetrantesjaimejulio69Nessuna valutazione finora
- Manual inspección visual Niveles I y IIDocumento192 pagineManual inspección visual Niveles I y IIArmin Alberto Licandeo MoraNessuna valutazione finora
- Análisis de Falla de PolímerosDocumento608 pagineAnálisis de Falla de Polímeroscesardario90Nessuna valutazione finora
- Cbm3om KaDocumento56 pagineCbm3om Kacesardario90Nessuna valutazione finora
- OM 805783r2 PDFDocumento94 pagineOM 805783r2 PDFcesardario90Nessuna valutazione finora
- Curso Iso 17020 PDFDocumento80 pagineCurso Iso 17020 PDFcesardario90Nessuna valutazione finora
- GMW14057 Aug 2011Documento12 pagineGMW14057 Aug 2011cesardario90Nessuna valutazione finora
- Ley Del Sistema Ecuatoriano de CalidadDocumento23 pagineLey Del Sistema Ecuatoriano de Calidadcesardario90Nessuna valutazione finora
- Liquidos PenetrantesDocumento70 pagineLiquidos PenetrantesHelga Viviana AlmeidaNessuna valutazione finora
- Normas CarroceriasDocumento27 pagineNormas CarroceriasAndress BarrenoNessuna valutazione finora
- Discontinuidades QA QCDocumento71 pagineDiscontinuidades QA QCcesardario90Nessuna valutazione finora
- Métodos ENDDocumento159 pagineMétodos ENDcesardario90Nessuna valutazione finora
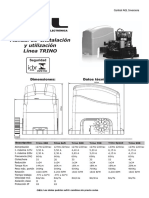
- Manual Linha Trino 400Documento12 pagineManual Linha Trino 400TECNI SERVINessuna valutazione finora
- Check list de verificación torres y monopostesDocumento11 pagineCheck list de verificación torres y monopostesUrim TumimNessuna valutazione finora
- CNC PEMEX-EST-OA-338-2018 Rev 0Documento12 pagineCNC PEMEX-EST-OA-338-2018 Rev 0Janet JimenezNessuna valutazione finora
- El Caldero y Su Plan de MantenimientoDocumento3 pagineEl Caldero y Su Plan de MantenimientoVENDETTA010719910% (1)
- Clima CC LinésDocumento12 pagineClima CC LinésLuis JosuéNessuna valutazione finora
- Laboratorio Uni 2 TerminadoDocumento53 pagineLaboratorio Uni 2 TerminadoNahircitaFloresCuellarNessuna valutazione finora
- Camisas Del Cilindro-Rivera Lima Jose AlfonsoDocumento4 pagineCamisas Del Cilindro-Rivera Lima Jose AlfonsoJose RiveraNessuna valutazione finora
- N°10 Colorantes y Pigmentos de AlimentosDocumento12 pagineN°10 Colorantes y Pigmentos de Alimentospaw80q100% (1)
- Electrones de ValenciaDocumento2 pagineElectrones de Valenciacopias minminNessuna valutazione finora
- Energía Electrica PDFDocumento112 pagineEnergía Electrica PDFMARLIN VANESSA BOTERO BLANCONessuna valutazione finora
- OOLpr111 - 6 Procedimiento Operación de Cables Mineros 30.0617 Revisado FinalDocumento61 pagineOOLpr111 - 6 Procedimiento Operación de Cables Mineros 30.0617 Revisado FinalKelly Vicencio Godoy100% (2)
- APELACIONDocumento51 pagineAPELACIONGiovanni MedinaNessuna valutazione finora
- Diseño soporte mecánico placa fotovoltaicaDocumento10 pagineDiseño soporte mecánico placa fotovoltaicaHECTOR ARGUELLO FUENTESNessuna valutazione finora
- 01 - Menu de Arranque SimpleDocumento9 pagine01 - Menu de Arranque Simplejuan carlos sanchez davidNessuna valutazione finora
- MP-GT-06 Procedimiento Toma Muestra de Aceite Dielectrico - DP - V3.0Documento13 pagineMP-GT-06 Procedimiento Toma Muestra de Aceite Dielectrico - DP - V3.0Andres Plata BarajasNessuna valutazione finora
- Diseño Control IgbtDocumento141 pagineDiseño Control IgbtELECTROX1100% (1)
- CV Comercial Orlando BelliDocumento4 pagineCV Comercial Orlando BelliAdderly Chinchero TorresNessuna valutazione finora
- CompostajeDocumento26 pagineCompostajeNiña RojaNessuna valutazione finora
- C4 - El Cemento Portland y Su HidrataciónDocumento101 pagineC4 - El Cemento Portland y Su HidrataciónDANIELA ARROYO ALIAGANessuna valutazione finora
- Arrancadores electrónicos de potenciaDocumento8 pagineArrancadores electrónicos de potenciaGustavo Ricaño HernándezNessuna valutazione finora
- Manejo de Materiales Peligrosos Insegem v2Documento31 pagineManejo de Materiales Peligrosos Insegem v2marcos israelNessuna valutazione finora
- Variadores de Velocidad PDFDocumento42 pagineVariadores de Velocidad PDFWilmer León MNNessuna valutazione finora
- Proyecto de TitulacionDocumento44 pagineProyecto de TitulacionALVARO TOCO TOACANessuna valutazione finora
- Puentes VectorDocumento3 paginePuentes VectorFelipe GonzalezNessuna valutazione finora
- Formato de Inpeccion 001Documento5 pagineFormato de Inpeccion 001duncan chiriNessuna valutazione finora
- Instalación eléctrica: ubicación y recomendaciones de accesoriosDocumento11 pagineInstalación eléctrica: ubicación y recomendaciones de accesoriosBrayan TaboadaNessuna valutazione finora
- Spanish Manual For ECG - 6010 V1.1-20140108Documento108 pagineSpanish Manual For ECG - 6010 V1.1-20140108GONZALO ROLDANNessuna valutazione finora
- Version 001 Formato AroDocumento5 pagineVersion 001 Formato AroAndreiitaCortesNessuna valutazione finora
- Bombas de Transferencia de Crudo en SuperficieDocumento14 pagineBombas de Transferencia de Crudo en SuperficieJosue Rios TalledoNessuna valutazione finora
- 1.1-Esquema - Caso Plan Negocio AguajeDocumento91 pagine1.1-Esquema - Caso Plan Negocio AguajeSamantha MilagrosNessuna valutazione finora