www.seipub.
org/fwr
Friction and Wear Research Vol. 1 Iss. 2, July 2013
Enhancing Wear Resistance of En45 Spring
Steel Using Cryogenic Treatment
Singh Jagtar1, Singh Lakhwinder Pal2, Kaushik Ankur3
Associate Professor, 2,3Research Scholar
Department of Mechanical Engineering, SantLongowal Institute of Engineering and Technology, Longowal -148106,
Sangrur, Punjab (India)
1
jagtarsliet@gmail.com;2lpsaini@yahoo.co.in; 3ankurkaushik1238@gmail.com
Abstract
Cryogenic Treatment is a supplementary process for
conventional heat treatment process in steel. It is an
inexpensive one time permanent treatment affecting the
entire section of the component unlike coatings. This
experimental study investigates the effect of Cryogenic
Treatment on the abrasive wear behavior of En45 steel. As
the temperature is decreased more retained austenite is
transformed to martensite and leads to smaller and more
uniform martensite laths distributed in the micro structure.
Micro structural analysis was carried out by using optical
emission microscope. Pin- On -Disc wear test was also
applied and results showed that the wear resistance of the
En45 spring steel was improved remarkably after cryogenic
treatment.
Keywords
Carbide Precipitation; Cryogenic Treatment; Micro Structural
Studies; Subzero Treatment; Wear Resistance
Introduction
En 45 springs steel is used for manufacturing the main
components of cultivator. Cultivator is the most
common agricultural equipment used for primary
tillage in an Indian state Punjab. In Punjab total
cultivator used for tillage operation are 2, 85,000
[Bensely et al, 2007]. Reversible shovel are usually
fitted on cultivator as soil working tool for many
purposes such as loosen the soil, destroy weeds and to
mix soil particles. En 45 spring steel material is used in
the manufacturing of reversible shovel. The poor
quality of the shovel material affects the efficiency of
work and leads to the loss of time especially in
urgency. Abrasive wear of the soil-engaging
components such as shovel of cultivator is a cause of
concern as causes damage to material and increases
the cost and time lost in replacing worn parts of
agriculture machinery. The abrasive wear depends on
not only the intrinsic characteristics of the material,
but also the service conditions [Bressan et al, 2008].
22
There are several techniques developed over the year
to increase the abrasive wear resistance of soil tools in
order to improve the efficiency and agricultural
equipments for the help of electro deposition, vapor
deposition diffusion coating surface hardening
thermal spraying, hard facing, cladding and ion
implantation [Chahar et al, 2009; Das et al, 2010].For the
past few decades, interest has been shown on the
effect of the application of low temperature heat
treatments to various types of steel. Cryogenic
treatment also known as cold or subzero treatment is
widely used for the better performance of the
components [Das et al, 2010; Das et al, 2009]. In general
unlike surface treatments, the cryogenic treatments
influence the core properties of the materials. In order
to avoid confusion, a distinction will be drawn
between shallow cryogenic treatment (SCT ), at
temperatures down to around -72 , and deep
cryogenic treatment(DCT) near liquid nitrogen (196 ) temperatures. Deep cryogenic treatment
improves certain properties beyond the improvement
obtained by normal cold treatment [Yu & Bhole, 1990;
Huang et al, 2003; Joseph et al, 2008; Wang et al, 2009;
Mahdi et al, 2011; Mohan et al, 2001]. The main reason
for using cryogenic CT, is firstly the elimination of
retained austenite as well as the initiation of
nucleation sites for subsequent precipitation of large
number of very fine carbide particles [Molinary et al,
2001]. Cryogenics is neither a substitute for heat
treatment nor a coating but an affecting factor of the
entire volume of the material. Besides it increases the
resistivity of the material especially in wear conditions
[PRIMERO LIMITED, 2005; Speich]. The aim of the
present work is to investigate the effects of cryogenic
treatment on En 45 spring steel, especially on wear
resistance as well as hardness.
Experimental Procedure
The experimental procedure adopted in the present
Friction and Wear Research Vol. 1 Iss. 2, July 2013
work is shown in Fig. 1. As per the flow chart, the tests
were carried out separately for three different
treatments. The conventional heat treated (CHT) steel
samples used in this investigation were held at 950
for one hour and then tempered.
Selection of material
Chemical analysis con
Specimen preparation
CHT
SCT
DCT
Microstructure
Hardness
Pin On Disk
www.seipub.org/fwr
Cryogenic treatment of samples has been performed
by placing specimens in a cryogenic treatment
chamber for a cycle 3-8-3 at Auto parts tools Ltd,
Ludhiana. The temperature of cryogenic chamber is
ramp down from atmospheric temperature to -90 in
3 hours and then back to the atmospheric temperature
in the same period, followed by tempering at 250 for
1 hour. The soaking period is 8 hrs. Deep cryogenic
treatment was performed by using 8-16-12 cycle. The
temperature of cryogenic chamber is ramp down from
atmospheric temperature to -184 in 8 hours and then
then back to the atmospheric temperature in 12 hours.
The soaking period is 16 hrs. This painstaking method
eliminates the probability of thermal shock and micro
cracking. Specimens were held at both shallow
cryogenic temperature at -90 and deep cryogenic
temperature at -196.
Hardness Test
Analyzing the benefits
Comparing and evolving
FIG. 1 FLOW CHART FOR THE EXPERIMENTAL PROCEDURE.
Chemical Analysis
The chemical analysis of En 45 spring steel for the
confirmation of the material composition, used in this
study is presented in Table 1.
TABLE 1 CHEMICAL COMPOSITION OF THE EN 45 SPRING STEEL USED IN
THE EXPERIMENTS COMPARED WITH ASTM A-671 STANDARD
Element
En 45 steel (wt %)
ASTM -9255 (wt %)
Carbon
0.60
0.51-0.59
Silicon
1.87
1.80-2.20
Manganese
0.87
0.70-0.95
Sulphur
0.005
0.04 (Max)
Phosphorus
0.021
0.035 (Max)
The composition is in the range of E45 Spring steel
based on the ASTM A -671 standard. After the
material has been confirmed, it is machined according
to the requirement and subject to appropriate
treatments as required for the tests.
Conventional and Cryogenic Treatment
All the samples used for experimentation as well as
wear and hardness tests, were machined to 6mm
diameter and 20 mm length. The machine specimens
for conventional heat treatment (CHT) were hardened
at 975 for one hour and followed by oil quenched
and then tempered at 250 for one hour.
The Vickers hardness measurement was done on the
samples prepared as per standard procedures [Yilmaz,
2006] using FIE M50Vickers hardness tester. Hardness
measurement was made with a 50N load with a dwell
time of 20s. The hardness number is determined,
based on the formation of indentation by applying
force at the same time sliding velocity remain constant.
The instrument has a square-based diamond pyramid
indenter with an included angle of 136 between
opposite faces. The hardness values were taken
corresponding to the diagonal length of indentation.
The sample is taken for each type of treatment and
four readings are taken for each sample.
Wear Test
Abrasion tests were carried out to study the effect of
cold treatment cycles wear properties of En45 spring
steel. Cylindrical samples (6 mm diameter, 25mm
length) were prepared for abrasion tests. The
experimental wear resistance results for the En 45
spring steel were obtained by means of the wear
testing in the pin -on-disc equipment for a selected
constant total sliding distance, constant normal load
on the pin as well as the constant sliding velocity.
[www.steelgrades.com/steel-grades/carbon-steel/astm9255.html] Table 3 shows the used parameters during
the testing operation. The pins were machined by the
conventional methods i.e.turning and grinding to
obtain the desired pin shape with a rounded tip. Each
specimen was weighed on a weighing machine with a
least count 0.0001gm before and after the wear test
that was conducted for all the samples of various
types treatment such as CHT, SCT and DCT.
23
www.seipub.org/fwr
Friction and Wear Research Vol. 1 Iss. 2, July 2013
The experimental results of wear carried out in
laboratory are commonly analyzed by the Archadss
(Hutchings, 1995) or Rabinowiczs mathematical
formulation (Rabinowicz 1965) that assessed the wear
rate and wear coefficient. [www.steelgrades.com/steelgrades/carbon-steel/astm-9255.html]
The same was
considered herewith in present study.
(CULTIVATOR SHOVEL) AFTER SCT
Wear Rate = Wear Volume/ Sliding Distance
Sliding distance = 2RNT/60
R=Radius of abrasive wheel
T=Time
Wear resistance=1/wear rate
TABLE 3 PARAMETERS UTILIZED FOR PERFORMING THE WEAR TESTS
Sliding Velocity (m/s)
250
Load (N)
Total sliding distance (m)
03
1500
Results & Discussion
Micro Structural Evaluation
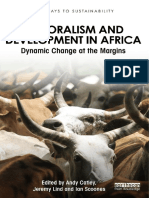
FIG. 4 MICROSTRUCTURE OF EN45 SPRING STEEL
(CULTIVATOR SHOVEL) AFTER DCT
The microstructures of all the samples were studied
with Leica DM version optical microscope. Bakelite
moulds are prepared and the moulds are polished by
using emery paper of grit 80, 120, 200, 600, 800, 1000,
followed by polishing using diamond paste on
rotating linen disc and finished with polishing on
velvet cloth using white kerosene as the suspension
medium. These samples were etched with 2% nital
(nitric acid and ethanol) and dried in air. The etched
samples were studied using optical microscope at a
magnification of 500. Microstructure of the CHT, SCT
and DCT samples are presented as per Fig.2-Fig 4.
FIG. 2 MICROSTRUCTURE OF EN45 SPRING STEEL
(CULTIVATOR SHOVEL) AFTER CHT
Fig.2 shows the CHT microstructure, the structure
consists of untemper marten site and large amount of
retained austenite. The grains are larger in size and
shape. The white regions represent the presence of
retained austenite. The carbide particles are less,
which indicates poor precipitation.
Fig.3 shows the SCT microstructure, tempered marten
site and some spheroidal carbide particles with some
amount of retained austenite whose level is lower as
compared to the CHT sample. The grains are smaller
in size and shape as compared to the CHT sample.
FIG. 3 MICROSTRUCTURE OF EN45 SPRING STEEL
24
During deep cryogenic sample as shown in Fig.4, the
level of retained austenite is much lower as compared
to CHT and SCT sample. The structure consists of
tempered marten site with finely dispersed and
medium sized spheroidized carbide particles which is
precipitated from the martensite matrix.
Friction and Wear Research Vol. 1 Iss. 2, July 2013
Hardness
The hardness of the samples after each treatment is
presented in Table 4. After the samples were soaked at
cryogenic temperatures, the treatment resulted in the
increment of the hardness of the samples, which is due
to transformation of austenite to martensite and also
finer shapes of the laths in the microstructure.
Lowering the temperature results in lower change in
hardness after most of the austenite is transformed.
The average Vickers hardness number and its
equivalent Rockwell hardness number are tabulated in
Table 4.
TABLE 4 HARDNESS OF SAMPLES OF EN 45 SPRING STEEL
S.No.
1
2
3
Heat Treatment
Conventional Heat
Treatment
Shallow Cryogenic
Treatment
Deep Cryogenic
Treatment
www.seipub.org/fwr
process completes the transformation of the steel
microstructure from austenite to the stronger and
harder martensitic structure. The hardness of steel
increases with the growing percentage of martensite in
the structure. Thereby wear resistance increases as it
correlates positively with hardness. The wear
resistance of DCT and SCT samples is higher as
compared to the CHT. The wear resistance in addition
also depends on the presence of carbides. DCT causes
crystallographic and micro structural changes in the
material and then tempering results in the
precipitation of a finer distribution of carbides in the
microstructure with consequent increase in wear
resistance.
Hardness
54
56
57
It is clear from the table that the CHT has the lowest
hardness and the DCT sample has the highest
hardness when compared to SCT and CHT samples.
This increase in the SCT sample is slight owing to the
retained austenite reduction. In the DCT sample, the
increase in hardness continues, which is attributed to
the retained austenite elimination, more homogenized
carbide distribution and higher carbide percentage.
The untempered structure has the highest hardness in
all the cases but the material is more brittle due to the
presence of untempered martensite seen in the
microstructure. Hence tempering should be done to
reduce the brittleness by scarifying some hardness and
tensile strength to relieve internal stresses and increase
toughness and ductility.
FIG. 5 AVERAGE WEAR RATE V/S TYPE OF TREATMENT
(CHT,SCT,DCT)
Wear Test
The most important effect of tempering the deep
cryogenically treated samples to improve the wear
properties of the samples. The better distribution of
marten site laths along with the more uniform and
finer distribution of carbides increases the wear
properties especially in DCT samples. Wear rate and
average wear resistance of all the samples have been
calculated and displayed in Fig 5 and Fig 6,
respectively, in which the variation of average of wear
rate, wear resistance in the samples of the different
group with time have been observed. The wear rate of
DCT and SCT samples is low as compared to CHT
sample due to the reason that the cold treatment
FIG. 6 AVERAGE WEAR RESISTANCERATE V/S TYPE OF
TREATMENT (CHT,SCT,DCT)
25
www.seipub.org/fwr
Conclusions
The hardness of En 45 spring steel increases by 5.6%
after the material is subjected to cryogenic treatment.
Deep cryogenic treatment ensures the possible
maximum enhancement in hardness as compared to
conventional hardened steel. The primary reason that
can be attributed to enhanced hardness of En 45 spring
steel is conversion of retained austenite into relatively
hard martensite. The application of lower
temperatures such as DCT hasled to smaller and more
uniform martensite laths in the microstructure, which
also contributesto increasing hardness.
Both types of cryogenic treatments (SCT, DCT)
substantially decrease the wear rate of En 45 spring
steel compared to the conventional heat treatment.
However, the improvement in wear rate by deep
cryogenic treatment is significantly higher than that
achieved by shallow cryogenic treatment. There is
significant increase in average wear resistance of deep
cryogenic treatment such as 70% over shallow
cryogenic treatment and 154% over conventional heat
treatment. Supplement of the deep cryogenic
treatment to conventional heat treatment process is
helpful to obtain better wear properties.
REFERENCES
Bensely, A, Senthilkumar, D, Mohan, Lal D, Nagarajan, G,
Friction and Wear Research Vol. 1 Iss. 2, July 2013
Das, Debdulal, Dutta, Apurba Kishore, Ray, Kalyan Kumar,
Sub-zero treatments of AISI D2 steel: part II. Wear
behavior. Master SciEng A 2010:527 pp 2194-206.
Forouzdor, V., Nejati, E., Khomamizadeh, F. Effect of deep
cryogenic treatment on wear resistance and tool life of M2
HSS drill Journal of materials processing technology,
2008, Vol. 206, 467472.
Huang, JY, Zhu, YT, Liao, XZ, Beyerlein, IJ, Bourke, MA,
Mithell, TE, Microstructure of cryogenic treated M2 tool
steel, Material Science Engineering A92003), Vol 339, pp
241-244.
Joseph, Vimal A, Bensely, A, Mohan, Lal D, Srinivasan, K
Deep Cryogenic Treatment Improves Wear Resistance of
En 31 Steel Materials and Manufacturing Processes, 2008,
Vol. 23, 369376.
Mahdi, Koreshlou, Kaveh, Meshinchi Asl, Farzad,
Khomamizadeh, Effects of cryogenic treatment on
microstructure, mechanical and wear behavior of AISI
H13 hot work tool steel, Cryogenics, 2011, Vol.51, pp 5561.
Mohan, Lal D, Renganarayanan, S, Kalanidhi, A. Cryogenic
treatment to augment wear resistance of tool and die
steels. Cryogenics 2001; 41: 149-55.
Molinary, A, Pellizzari, M, Gialanella, S, Straffelini, G,
Rajadurai A, Effect of cryogenic treatment on tensile
Stiasny, KH. Effect of deep Cryogenic treatment on the
behavior of case carburized steel-815M17. Mater Charact
mechanical properties of tool steels.Journal of materials
2007; 58: 485-91.
processing technology, 2001, Vol. 118, pp 350-355.
Bressan, JD, Daros, DP, Sokolowski, A, Mesquita, RA,
PRIMERO LIMITED, User Manual-Cyro Processing System:
Barbosa, CA, Influence of hardness on the wear
(Model No. CP 220LH), PrimeroEnserve(I) Pvt. Ltd.,
resistance of 17-4 PH stainless steel evaluated by the pin-
Chennai, India, 2005.
on-disc testing Journal of Materials Processing
Technology 205 (2008): pp 353-359
Chahar, VK, Tiwari, GS Wear characteristics of reversible
cultivator shovels treated with different surface
hardening processes IE(1) Journal-AG, 2009, Volume 90,
90AG209.
Das, D, Dutta, AK, Ray, KK, On the refinement of carbide
of agricultural machinery and its future scope Status of
Farm Mechanization in India, pp 127-132.
Speich, G.R. Ferrous martensitic structures, ASM Handbook,
Vol 9, pp 668-672.
Wang, Jun, Xiong, Ji, Fan, Hongyuan, Yang, Hong-Shan, Liu,
Hao-Huai, Shen, Bao-Luo Effects of high temperature
precipitates by cryotreatment in AISI d2 steel. Phil mag
and cryogenic treatment on the microstructure and
2009; 89 (1):pp55-76.
abrasion resistance of a high chromium cast iron, Journal
Das, Debdulal, Dutta, Apurba Kishore, Ray, Kalyan Kumar,
Sub-zero treatments of AISI D2 steel: part I.
Microstructure and hardness. Master SciEng A 2010:527
pp 2183-93.
26
Sharma, VK, Singh, Kulvinder, Panesar, BS Custom hiring
of materials processing technology, 2009, Vol. 209, 32363240.
www.steelgrades.com/steel-grades/carbon-steel/astm9255.html.
Friction and Wear Research Vol. 1 Iss. 2, July 2013
www.seipub.org/fwr
Yilmaz ,Bayhan Reduction of wear via hard facing of chisel
ploughshare Tribology International, 2006, Vol. 39, 570574.
Yu, HJ, Bhole, SD Development of a prototype abrasive
wear
tester
for
tillage
tool
materials
Ttribology
International, 1990, Volume 23, Issue 5, 309-316.
Dr. Jagtar Singh is in faculty in the
department of Mechanical Engineering, at
Sant Longowal Institute of Engineering &
Technology, Longowal. Sanrur, Punjab
(India). He has around 17 year of
professional experience in teaching,
industry and research. He did his master
degree in Industrial Engineering from Thapar University,
Patiala, Punjab, in 1997 and obtained his Doctoral degree
from NITKurukshetra (Haryana) in the year 2007.He has
published more than 35 papers in International journals and
proceedings of international and national conferences. In
addition he has organized many conferences and short term
courses in the area of Precision Manufacturing. He visited
Thailand for presenting a paper in the international
conference. He is a life member of ISTE and IWS. His
research interests are Industrial Engineering and Production.
E-mail: jagtarsliet@gmail.com
Lakhwinder Pal Singh is presently a
research scholar in the Department of
Mechanical
Engineering
at
SantLongowal Institute of Engineering
and Technology, established by Govt. of
India (Deemed University), Longowal,
Sangrur, Punjab. He has 19 years of
teaching, research and industrial experience and at present is
working as Principal cum Professor in the Department of
Mechanical Engineering at L. R. Institute of Engineering and
Technology, Solan, H.P. (India). He did his B.E Mechanical
in 1993 from Amravati University (Maharastra State) and
M.E. in Industrial Engineering from Guru Nanak Dev
Engineering College, Ludhiana, Punjab under Punjab
Technical University, Jalandhar, Punjab, India. He has
published more than 10 papers in International journals and
proceedings of international and national conferences. His
research interests are Industrial Engineering, Manufacturing
and Production Engineering. Ph.D Thesis topic Some
Studies on Machining Parameters Using Cryogenically
Treated Cutting Tool.
E-mail: lpsaini@yahoo.co.in
AnkurKaushik is Assistant Professor at
Hindu College of Engineering, Sonepat,
Haryana, India.He did his M.Tech.
fromSantLongowal
Institute
of
Engineering and Technology in the year
2011.His M. Tech thesis topic is Effect
of Cryogenic Treatment on the Abrasive
Wear Behavior of the Cultivator Shovel
Email: ankurkaushik1238@gmail.com
27
Potrebbero piacerti anche
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocumento5 pagineMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherNessuna valutazione finora
- Quantum Meditation: The Self-Spirit ProjectionDocumento8 pagineQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherNessuna valutazione finora
- Mill's Critique of Bentham's UtilitarianismDocumento9 pagineMill's Critique of Bentham's UtilitarianismSEP-PublisherNessuna valutazione finora
- Mindfulness and Happiness: The Empirical FoundationDocumento7 pagineMindfulness and Happiness: The Empirical FoundationSEP-PublisherNessuna valutazione finora
- Cold Mind: The Released Suffering StabilityDocumento3 pagineCold Mind: The Released Suffering StabilitySEP-PublisherNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Oxalis Del PERUDocumento290 pagineOxalis Del PERUpanchofrancoNessuna valutazione finora
- The Jacobsen Animal Fats and Oils 11-04-2018Documento7 pagineThe Jacobsen Animal Fats and Oils 11-04-2018Luis BejaranoNessuna valutazione finora
- Agri Crop Production Module 4Documento14 pagineAgri Crop Production Module 4Losarim Yoj100% (1)
- Best Practices Guidelines No.15: Malnutrition-Free CommunitiesDocumento8 pagineBest Practices Guidelines No.15: Malnutrition-Free CommunitiesUnicef RdCongoNessuna valutazione finora
- Local Media4182601830029320557Documento16 pagineLocal Media4182601830029320557Anifah TagaranaoNessuna valutazione finora
- NMND - Sustainable Food Centre Thesis Crit 4Documento67 pagineNMND - Sustainable Food Centre Thesis Crit 4Nik Ahmad Munawwar Nik DinNessuna valutazione finora
- Food Traceability HongKongDocumento4 pagineFood Traceability HongKongGOWRI SHANKARNessuna valutazione finora
- Laboratory 1 Understanding Irrigation Practices Through Farmer InterviewsDocumento5 pagineLaboratory 1 Understanding Irrigation Practices Through Farmer InterviewsGrayven jade NavegoNessuna valutazione finora
- Road Sector Development Program PDFDocumento91 pagineRoad Sector Development Program PDFanon_266872643Nessuna valutazione finora
- Food Biotechnology Food Industry, Nutrition and Public HealthDocumento10 pagineFood Biotechnology Food Industry, Nutrition and Public HealthKarttikeya Mangalam NemaniNessuna valutazione finora
- Colonoscopy Prep DietDocumento1 paginaColonoscopy Prep Dietgwendolyn100% (3)
- Scoones - Et Al - PASTORALISMDocumento314 pagineScoones - Et Al - PASTORALISMPallabi GuhaNessuna valutazione finora
- GPP Project ProposalDocumento4 pagineGPP Project Proposaljoris sulima100% (2)
- Natural Resource EconomicsDocumento6 pagineNatural Resource EconomicsDavid BoninNessuna valutazione finora
- Trade Atlas - 13-08-2023 - File ID 4f69625d33Documento12 pagineTrade Atlas - 13-08-2023 - File ID 4f69625d33babacar baNessuna valutazione finora
- Railway Recruitment Board Examination Question Paper 2006Documento12 pagineRailway Recruitment Board Examination Question Paper 2006Er Rajesh BuraNessuna valutazione finora
- Times Leader 09-04-2012Documento36 pagineTimes Leader 09-04-2012The Times LeaderNessuna valutazione finora
- Tribute MenuDocumento8 pagineTribute MenueaterchiNessuna valutazione finora
- Apeda Annual Report English 2018-19 PDFDocumento52 pagineApeda Annual Report English 2018-19 PDFSwapnil PaithaneNessuna valutazione finora
- Monteiro, Da Cal Seixas & Aparecida. The Politics of Amazonian Deforestation. Environmental Policy and Climate Change KnowledgeDocumento13 pagineMonteiro, Da Cal Seixas & Aparecida. The Politics of Amazonian Deforestation. Environmental Policy and Climate Change KnowledgeCarlos Eduardo Olaya DiazNessuna valutazione finora
- KiwiDocumento3 pagineKiwiMatt OconeNessuna valutazione finora
- Science Group Project WorkDocumento21 pagineScience Group Project WorkBhavishya goyalNessuna valutazione finora
- Agricultural Soil Carbon Credits Protocol SynthesisDocumento42 pagineAgricultural Soil Carbon Credits Protocol SynthesisFooyNessuna valutazione finora
- Em7700 8 Chapter18Documento11 pagineEm7700 8 Chapter18SaydahmadNessuna valutazione finora
- Activity 2 Report SheetDocumento10 pagineActivity 2 Report SheetPatrick Anthony Calica JeminezNessuna valutazione finora
- Land Record MaterialDocumento37 pagineLand Record MaterialRabia Mumtaz100% (3)
- Properties and Nutrient Status of Degraded Soils in Luzon, PhilippinesDocumento10 pagineProperties and Nutrient Status of Degraded Soils in Luzon, PhilippinesRemer JalbunaNessuna valutazione finora
- Philippines Haven of RefugeeDocumento4 paginePhilippines Haven of RefugeeHavie GraceNessuna valutazione finora
- Forest Inventory and AnalysisDocumento84 pagineForest Inventory and AnalysisLUVIK AMORESNessuna valutazione finora
- NSTP PPTDocumento11 pagineNSTP PPTRodcel LipanaNessuna valutazione finora