Advances in Ceramic Science and Engineering (ACSE) Volume 5, 2016
doi: 10.14355/acse.2016.05.002
www.acse-journal.org
Development of Ceramic Foams Using Cast
Iron Slag as a Raw Material
J. F. Lara-Snchez*1, H.F Lopez2, M. Rodrguez-Reyes 3, J. A. Daz-Guillen4, J. R. Parga-Torres5
Instituto Tecnolgico de Saltillo, Saltillo, Venustiano Carranza 2400, col Tecnolgico C.P. 25269, Coahuila,
Mxico
1,3,4,5
Materials Science and Engineering Department. University of Wisconsin-Milwaukee, Milwaukee, Wisconsin
53211, USA. hlopez@uwm.edu
2
jela413@gmail.com; 2hlopez@uwm.edu; 3 mreyes@itsaltillo.edu.mx; 4jadiaz@itsaltillo.edu.mx;
jrparga@itsaltillo.edu.mx.
*1
5
Abstract
In this work experimental foams based on cast iron slag were made in order to investigate the potential application of cast iron
slag (CIS) for the production of relatively economic high strength ceramic foams. The foams were processed using the slip cast
method and as a base material Al2O3-SiO2 with a systematic addition of CIS from 25 % all the way to foams consisting of 100 %
CIS. After sintering at 1473 K (1200oC) for two hours quantitative and qualitative determinations indicated that as the amount of
CIS was increased in the experimental foams, the dominant phases formed were anorthite, pseudowollastonite and sillimanite.
Determinations of the exhibited pore size and percent porosity indicated that the maximum values were found in the foams
containing up of 100 % CIS. In addition, the density of the high CIS foams was reduced significantly (down to 1.8 g/cm 3) as a
result of the increased porosity. This was accompanied by a high compressive strength of the order of 16 MPa for the high CIS
foams. Apparently, the combination of phases developed during foam sintering in the high CIS provide significant strength to
the porous foam material.
Keywords
Ceramic Foams; Slag Cast Iron; Slip Casting; Compressive Foam Strength
Introduction
Ceramic foams are porous materials, with unique properties for applications as liquid metal filters in foundries,
thermal insulation, catalytic supports, gas filters, and other applications. Among the desirable properties of
ceramic foams are a high melting point, low thermal conductivity, high specific surface, resistance to chemical
attack, a low dielectric constant and a low density combined with high strength [1]. Moreover, the distribution,
shape and size of the exhibited porosity is of outmost importance as it is determinant for the exhibited fluid
permeability properties. The porosity type in ceramic foams can either be open, close or interconnected, with open
porosity being highly desirable as it retains a high surface area which is characterized by an excellent permeability
[2].
There are various methods available for producing ceramic foams which include replica, sol gel, direct foaming,
gel casting, and slip casting [2-4]. In general, a set of sacrificial polymeric particles are employed, which are
subsequently eliminated during the thermal treatment leading to the porous structure. Among the processing
methods, slip casting is an economic method in making ceramic foams with pore sizes between 100 and 200 m,
and approximately 40 to 90 % of ceramic material in the foam [2, 5, 6]. Nevertheless, some of the properties of
ceramic foams can be negatively influenced by increasing porosity such as the mechanical integrity.
Typically, ceramic foams are made of alumina or alumina-silica compounds. In the case of alumina foams they are
widely used in aluminum melt filtration to remove oxide and other impurities [7]. However, alumina foams are
relatively weak with compressive strengths reaching typically less than 1 MPa particularly as the porosity content
is relatively high [8]. In addition, these ceramic foams can be relatively expensive making alternative raw materials
such as foundry slags and other slags an attractive material in processing ceramic foams. Metallurgical slags are a
11
www.acse-journal.org
Advances in Ceramic Science and Engineering (ACSE) Volume 4, 2015
byproduct of metal processing and currently they have no further use in industrial applications. As a result, there
are vast amounts of metal slags that can be considered as inexpensive raw materials for ceramic foam production.
According to the World Steel Association, the steel production in the world in April of 2015 was 135 Mt [9].
Assuming that the amount of slag produced as a byproduct is roughly one fourth of the steel production [10, 11],
35 Mt of slag are also produced which do not have any important applications. Most of this slag remains in large
industrial backyards with only a small portion being used in the cement industry. As the world continues to
increase the production levels of iron and steel, slag transportation, yard storage and soil contamination will
continue to be highly critical factors that need to be satisfactory addressed.
There have been significant efforts in investigating potential applications and use of slags in various ways; (a) as a
replacement material in the cement industry [12]; (b) as an aggregate in construction materials such as concrete [13,
14] and (c) as abrasive materials, particularly in SiO2 rich slags after thermal processing to enhance the slag
hardness [15]. Other works have considered the use of cupola slags in processing porous materials such as zeolites
for hydrogenation of aromatic hydrocarbons, including CO2 as they are SiO2 rich amorphous materials [16].
As mentioned before, in the fabrication of ceramic foams the most popular materials are Al2O3, SiO2, SiC, Na2SiO3
and Al2O3SiO2. Hence, in this work a novel application is proposed which considers foundry slags as a viable
alternative to the production of alumina based ceramic foams. In the particular case of iron foundries, cupola slags
are dominant in silica with typical chemical compositions in wt. % of: SiO2 (47%), CaO (24%), Al2O3 (12%), MgO
(9%), Fe2O3 (5%). Other compounds such as Na2O, K2O, TiO2, MnO are also present but in relatively small amounts
(less than 1 %). Hence, a potentially attractive ceramic filter for molten iron would be a ceramic material which will
have a high resistance to molten metal attack such as one made up of cast iron slag.
In this work the slip casting method was used to produce ceramic foams with increasing contents of foundry slag
starting from a 58 % Al2O3/42 % SiO2 mixture, all the way to pure cast iron slag (CIS). In particular, the role of the
cast iron slag on the pore microstructure and exhibited physical and mechanical properties of the processed
ceramic foams was investigated.
Experimental Procedure
Materials
In this work alpha alumina (-Al2O3 Sasol, 2.8 m particle size), silica (SiO2 Merck, 28 m particle size), cast iron
slag (CIS) of chemical composition (in wt. %): 5% Al2O3, 38% SiO2, 49% CaO, 2% MnO, 2% Fe2O3, and 4% other,
were employed as raw materials in processing ceramic foams of various compositions. In addition, polymethyl
metacrilate (PMMA) was employed as the agent for pore generation and a suspension was made using poly-acrylic
acid as a dispersant in a 35 % water solution containing dextrin and the binder agent (5% w.t., based on solid
content).
Processing
The suspension was prepared using de-ionized water and stirring for five minutes at 200 RPM. The various
ceramic compositions were introduced to the suspension together with the pore agent (PMMA 60% w.t.) in order
to obtain a slurry. The slurry was then slip cast to obtain green ceramic foam samples. The green foams were then
dried at 353 K (80C) for 2h before firing them in a Thermolyne 4600 furnace. In the first heating stage the
temperature was set at 873 K (600C) for one hour in order to eliminate the pore agent, PMMA. This was followed
by heating to 1473 K (1200C) for 2h to induce sintering and thus produce the ceramic foams. In all the cases, the
heating rate employed was 5 K/min. Afterwards, the ceramic foams were cooled to room temperature inside the
furnace. Five different compositions were processed and they are given in Table 1. In particular, the starting foam
R-0 had no cast iron slag (CIS) but it consisted of 42 % SiO2 and 52 % Al2O3. The other foams contained the wt. % of
the reference R-0 ceramic compounds (42 % SiO2, 58 % Al2O3) as described in Table 1, with a systematic increase in
the amount of CIS until the last one was fully made of CIS.
12
Advances in Ceramic Science and Engineering (ACSE) Volume 5, 2016
www.acse-journal.org
TABLE 1 SELECTED COMPOSITIONS FOR THE EXPERIENTAL CERAMIC FOAMS
Foam
Wt. % ceramic content in experimental foams
58 % Al2O3
42 % SiO2
CIS
R-0
100
R-25
75
25
R-50
50
50
R-75
25
75
R-100
100
Characterization Techniques
The apparent density of the experimental ceramic foams was determined using the Archimedes principle in 10 mm
X 10 mm X 10 mm samples and using deionized water at room temperature. The exhibited morphology,
distribution and pore size was then determined using a scanning electron microscope (SEM) JEOL JSM 6610LV. In
addition, samples in powder form were used for X-Ray diffraction determinations of the present phases. In this
case, an X ray diffractometer, Pert Phillips was used at 40 kV and 40 mA and a scanning rate of 2/min in the 2
scanning range of 10 to 70. The mechanical strength of the ceramic foams was measured using a universal testing
machine MST model QTEST/100 at a speed of 0.5 mm/min in cylindrical samples of 10 mm diameter by 20 mm in
length.
Results and Discussion
Pore Morphology
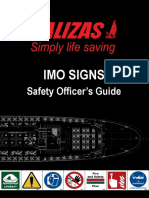
Figure 1 shows ceramic foam cubes and corresponding porosity for the various compositions considered in this
work. Notice that the exhibited porosity is strongly influenced by the ceramic foam composition as it leads to
different pore sizes, shapes and interconnectivity. In general, it was found that both, the density of pores and the
average pore size in the experimental ceramic foams tend to increase by increasing the wt. % CIS. Some porosity
tends to be of spherical shape but it is typically irregular in morphology. In addition, it is apparent that there is an
increase in pore interconnectivity in the high CIS foams (see Fig. 1e).
FIG. 1 SEM MACRO AND MICROGRAPHS OF THE VARIOUS CERAMIC FOAMS AFTER FIRING AT 1473 K (1200 C). (a) R-0 (Al2O3-SiO2),
(b) R-25 (75% Al2O3-SiO2/25% SCI), (c) R-50 (50% Al2O3-SiO2/50% SCI), (d) R-75 (25% Al2O3-SiO2/75% SCI) and (e) R-100 (100%SCI).
13
www.acse-journal.org
Advances in Ceramic Science and Engineering (ACSE) Volume 4, 2015
Mapping of the various elements and the elemental distribution in these foams is shown in Figure 2. Notice from
this figure that in the R0 and R25 ceramic foams O and Al are dominant, but there is some Si in the foams. As the
CIS content increases (R50 to R100 foams) Ca is also detected in the experimental foams. Apparently, the Ca
distribution is highly uniform and covers all of the area exposed. A similar effect is found for the Si distribution in
the foams. As Ca and Si become part of the Ceramic foam composition it is expected that new phases have formed
or introduced such as parawollastonite, sillimanite and anorthite as these compounds are typically found in
foundry slags.
R0
Al
Si
Ca
Al
Si
Ca
Al
Si
Ca
Al
Si
Ca
Al
Si
Ca
50 m
R25
50 m
R50
50 m
R75
50 m
R100
50 m
FIG. 2 SEM MAPPING OF ELEMENT DISTRIBUTION: O, Al, Si and Ca IN THE 5 EXPERIMENTAL FOAMS.
Compound Development
From X-ray diffraction determinations, various crystalline compounds were found to develop after firing at 1473 K
(1200oC) as shown in Fig. 3. In the R-0 foams the phases identified are -Al2O3 and SiO2. As CIS was added to the
ceramic foams (samples R-25 to R-100), anorthite (Al2CaSi2O8), sillimanite (Al2SiO5), parawollastonite (CaSiO3) and
lime (CaO) were found to be part of the resultant microstructure.
l2O3
SiO2-Q
Al2SiO4
CaSiO3
CaO
Intensity (u.a)
Al2CaSiO8
R-0
R-25
R-50
R-75
R-100
20
30
40
50
60
70
80
90
2
FIG. 3 X-RAY INTENSITY DIFFRACTION PEAKS CORRESPONDING TO THE EXPERIMENTAL CERAMIC FOAMS AFTER SINTERING AT
1473 K (1200C) FOR 2 HOURS.
14
Advances in Ceramic Science and Engineering (ACSE) Volume 5, 2016
www.acse-journal.org
In addition, the relative amounts of the various phases developed in the experimental foams are schematically
shown in Figure 4. Notice from this figure that as the amount of CIS is increased the amount of anorthite produced
by reaction between alumina and parawollastonite (CaSiO3) increases up to a maximum of 36.78 % (R-100 foam)
concomitant with a maximum amount of parawollastonite (40.2 %). There are reports suggesting that the
pseudowollastonite (CaSiO3) phase forms due to reaction between CaO and SiO2 at 1373 K (1100oC), and it can melt
at 1533 K (1260C) [15]. Also a maximum amount of sillimanite (Al2SiO5) of 11.98 % is present in the R-100 foams.
In contrast the amount of silica (SiO2) continually decreases and it is inexistent in the R-100 experimental foam.
Except for the R-0, the amount of alumina remains relatively low and reaches a maximum of 6 % in the R-100 foam.
R0
R25
58%
R50
30.58%
34%
4%
2.06%
15.35%
8%
2.06%
47.88%
42%
2%
2.06%
R25
R75
R100
30.61%
2%
50%
40.2%
30,58%
25.51%
36.78%
2,06%
4.08%
15,35%
1.81%
6.23%
2.04%
11.96%
2.04%
3.02%
2,06%
2,06%
35.71%47,88%
SiO2Slice
Al
O3
Almina
2
Al2Si2O5 Anortita Al2SiCaO
Sillimanita
8
Parawollastonita
CaSiO
Oxido de
3 Calcio
CaO
FIG. 4 MEASURED PHASE PERCENT IN THE EXPERIMENTAL FOAMS AFTER SINTERING AT 1473 K (1200C) FOR 2 HOURS.
It is well known that at room temperature, pseudowollastonite (CaSiO3) and anorthite (Al2CaSi2O3), both exhibit
little contraction and good resistance to thermal shock combined with a low coefficient of thermal expansion [17,
18], which make the R-100 experimental foam highly attractive for processing foams from cast iron slags. Figure 5
shows the effect of sintering and CIS composition on the amounts of exhibited phases in the experimental foams.
60
50
% of phases
40
30
20
10
0
R0
R25
R50
R75
R100
Al2CaSiO8
CaSiO3
Ceramic Foams
SiO2
Al2O3
Al2SiO5
CaO
FIG. 5 GRAPHIC PLOT OF PHASE PERCENT FOR THE VARIOUS EXPERIMENTAL FOAMS
AFTER SINTERING AT 1473 K (1200C) FOR 2 HOURS.
15
www.acse-journal.org
Advances in Ceramic Science and Engineering (ACSE) Volume 4, 2015
A determination of the size and distribution of the exhibited porosity indicated that the average pores size for the
R-0 and R-50 foams was of the order of 52 to 55 m. As the amount of CIS is increased the average pore sizes
increase up 66-76 m in the R-75 and R-100, respectively (see Figure 6).
80
70
Pore Size (m)
60
50
40
30
20
10
0
R-0
R-25
R-50
R-75
R-100
Ceramic Foams
FIG. 6 HISTOGRAM SHOWING PORE SIZE DETERMINATIONS IN THE VARIOUS EXPERIMENTAL FOAMS AFTER SINTERING AT 1473
K (1200C) FOR TWO HOURS.
The percent porosity in the experimental foams after sintering is shown in Figure 6. Notice the tendency to a
reduced porosity which reaches a minimum in the foams with the addition of CIS all the way to R-50. Beyond this
CIS content, the amount of porosity increases up to 55 %. This figure also shows that the minimal amount of
porosity corresponds to the highest relative foam density (0.95). It is well known that [10] cast iron slags are prone
to generate porosity in a spontaneous way due to the different compounds that are formed during the slag
development. This fact and also the addition of PMMA nodules as a pore agent can explain the relative high
porosity volume fractions exhibited in the high CIS experimental foams.
Physical and Mechanical Properties
The density determinations of the experimental foams sintered at 1473 K (1200C) are shown in Figure 8. It is found
that by increasing the slag content, the exhibited density increased up to a maximum for the foam R-50. Then, it is
reduced to values below the one corresponding to the R-0 foams (i e from 2.28 g/cm3 down to 1.32 g/cm3, see also
Fig. 7). The density results are a combination of pore volume fraction and present phases, with porosity becoming
the dominant component in the high CIS foam (R-100).
1.0
55
% of porosity
Relative density
0.9
0.8
% of Porosity
45
40
0.7
35
0.6
Relative density
50
30
0.5
25
0.4
R-0
R-25
R-50
R-75
R-100
Ceramic Foams
FIG. 7 PERCENT POROSITY AND RELATIVE DENSITY AS A FUNCTION OF THE CIS CONTENT
IN THE VARIOUS FOAMS (R0, R25, R50, R75, R 100).
16
Advances in Ceramic Science and Engineering (ACSE) Volume 5, 2016
www.acse-journal.org
Figure 8 shows the exhibited compressive strength for the experimental foams. Notice that the compressive
strength tends to increase beyond the values found for the R-0 and R-25 (1MPa), with the content of CIS. A
maximum is reached in the R-100 foam with values of up to 16 MPa. The exhibited strength of the R-75 and R-100
foams is comparable with the one reported by [19] on Si3N4. In their work, they employed an inert gas (N2)
atmosphere and high sintering temperatures (1973 K). The ceramic foams obtained had a compressive resistance 9
to 14 MPa. Nevertheless, this process is expensive and not as simple when compared with the one employed in this
work.
18
16
3.00
Compressive Strength
Density
12
2.50
10
2.25
8
6
2.00
Density (g/cc)
Compressive strength (MPa)
2.75
14
4
1.75
2
0
1.50
R-0
R-25
R-50
R-75
R-100
Ceramic Foams
FIG. 8 DENSITY AND COMPRESSIVE STRENGTH AS A FUNCTION OF THE CIS CONTENT IN THE VARIOUS FOAMS (R0, R25, R50, R75,
R 100).
In general, in ceramic foams there are still various limitations such as brittleness, lack of pore control including
strategies for submicron porosity including an absence of models that relate pore structure to mechanical
properties. Nevertheless, the exhibited compressive strength in the experimental foams can be satisfactorily
described from the work of Ashby et co-workers [20]. In their work, a wide range of mechanical properties for
foamed materials are related to an expression of the type:
(1)
where s* is a mechanical property of the foam such as stiffness, elastic collapse stress, plastic collapse stress,
crushing strength, or fracture toughness, s, is the corresponding mechanical property of the solid ceramic, is the de
foam density, o is the ceramic pore wall density, rel is the ) ratio, P is the fraction of foam porosity, c is a
geometric material constant and n is an exponent whose value is 2 for closed-cell foams and 3/2 for open-cell foams.
From the above expression, it is clearly evident that the foam mechanical properties are primarily dependent on
the corresponding foam material properties and on the relative foam density. In the present work, the foam
material composition is modified for each of the experimental foams. Hence, the foam properties vary from R-0 to
the R-100 foams. In particular, notice that for the case of the R-100 foam, which exhibits a compressive or crushing
strength s* = * of 16 MPa. Assuming open-cell foams which are the largest foam class, and a constant c =0.65 [20],
the estimated compressive strength of the ceramic foam cell walls is 82 MPa. Since most ceramic foams exhibit
relatively poor compressive strength ([7], the estimated compressive strength is highly attractive for the design of
high strength, porous ceramic foams. In this particular case, the inherent compressive strength is likely to be
associated with the formation of the dominant phases anorthite and parawollastonite and to some extent the
presence of sillimanite (see Fig. 4). According to the literature, these compounds posses relatively high mechanical
properties such as compressive strength and toughness [11, 12, 21].
From this work, it is evident that it is plausible to economically process ceramic foams with a high strength and a
relatively low density using cast iron slag which currently does not have any important industrial application. In
17
www.acse-journal.org
Advances in Ceramic Science and Engineering (ACSE) Volume 4, 2015
this work, it is apparent that foams with high CIS contents (R-75 and R-100) can be significantly strong (up to 16
MPa compressive strength). Considering the relatively high porosity exhibited in these porous materials
particularly the R-100, these foams are highly attractive to be considered for potential applications for molten iron
filtration. Moreover, they are relatively inexpensive to process when compared with other currently available
ceramic foams.
Conclusions
In this study using a simple process is employed for processing ceramic foams using cast iron slag (CIS) as a raw
material and PMMA as a pore forming agent. Phase determinations in the sintered foams indicate that anorthite,
sillimanite and pseudowollastonite become the dominant phases when the amount of added CIS increases all the
way to 100 %. Density results indicate it falls down to values of 1.32 g/cm3 in experimental foams containing only
SCI. In addition, porosity density reaches a maximum of 55 % including an increase in pore size in the high SCI
foams. Finally, the compressive strength of the high SCI foam attains values of up to 16 MPa which makes it highly
competitive with foams processed by relatively expensive techniques.
REFERENCES
[1]
H. Kim, S. Lee, Y. Hann and H. Park,. Control of pore size in ceramic foams: Influence of surfactant concentration. Mats
Chem & Phys. 113, (2009), 441-444.
[2]
Y. H. Koh, E. J. Lee, B. H. Yoon and H.E. Kim, Effect of polystyrene addition on freeze casting of ceramic/camphene slurry
for ultra-high porosity ceramics with aligned pore channels. J. ACerS, 89, (2006). 12, 3646-3653.
[3]
L. Andersson and L. Bergstrom, Gas-filled microspheres as an expandable sacrificial template for direct casting of
complex-shaped macroporous ceramics. J. ECerS., 28, (2008) 28152821.
[4]
K. Prabhakaran, A. Melkeri, N. Gokhale and S. Sharman, Preparation of macroporous alumina ceramics using wheat
particles as gelling and pore forming agent, Ceramic Int. 33, (2007), 77-81.
[5]
P. Sepulveda, Gelcasting foams for porous ceramics, Bull. ACerS, 76, (1997), 61-65.
[6]
S. Luyent, J. Mullens, A. M. Cooymas, I De Wilde, I. Thisj and R. Kemps, Different methods to synthesize ceramic foams, J.
ECerS. 29, (2009), 829-832.
[7]
Y. Han, J. Li, Q. Wei and K. Tang, The effect of sintering temperatures on alumina foam strength, Ceramic Int., 28, (2002),
755-759.
[8]
R. Brezny and D. J. Green, Fracture behavior of open-cell ceramics, J. ACerSoc., 72, (1989), 1145-1152.
[9]
www.worldsteel.org
[10] I. Pontsont and E. Bernardo, Self-glazed glass ceramic foams for metallurgical slag and recycled glass. J. Cleaner Prod., 59,
(2013), 245-250.
[11] M. Singh and R. Siddique, Compressive strength, drying shrinkage and chemical resistance of concrete incorporing coal
bottom ash as partial or total replace of sand. Const. & Bldg. Mats. 68, (2014), 39-48.
[12] M. R. F. Gonalves, C. K. Fillipeto, J. Viceni and C. P. Bergmann, 2011. Evaluation of mechanical performance of cement
matrix composites with dispersed phases used in substitution to asbestos. Const. & Bldg. Mats. 25, (2011), 320-327.
[13] V. P. Sukhorukov, Composition and conditions of formation of andalusite-kyanite-sillimanite pegmatoid segregations in
metamorphic rocks of the Tsel block. Russian Geology and Geophysics. 48, (2007), 478-482.
[14] S. Rahman, U. Feustel and S. Freimann, Structure description of the thermic phase transformation sillimanitemullita. J.
ECerS, 21,(2001), 2471-2478.
[15] R. Anuwattan and P. Khummongkol, Conventional hydrothermal synthesis of Na-A zeolite from cupola slag and
aluminium sludge. J. Hazardous Mats., 166, (2009) 227-232.
[16] T. Zhang, Q. Yu, J. Wei, J. Li and P. Zhang, Preparation of high performance blended cements and reclamtion of iron
concentrat for basic oxygen furnace Steel slag. Resources, Conservation and Recycling. 55, (2011) 48-55.
18
Advances in Ceramic Science and Engineering (ACSE) Volume 5, 2016
[17] S. Ji, E. Rybacki, R. Wirth, Z. Jaing and B. Xia,
www.acse-journal.org
2005. Mechanical and Microstructural characterization of calcium
aluminosilicato (CAS) and SiO2/CAS composites deformed at high temperature and high pressure. J. ECerS., 25, (2005),
301-311.
[18] A. A. Jara, S. Goldberg and M. L. Mora, Studies of the surface charge of amorphous aluminosilicates using surface
complexation models. Journal of Colloid and Interface Science. 292, (2005), 160170.
[19] L. Y. Yin, X. G. Zhou, J. S. Yu, H. L. Wang, S. Zhao, Z. Luo and B. Yang B, 2013. Preparation of Si 3N4 ceramic foams by
simultaneously using egg white protein and fish collagen. Ceram. Int., 39, (2013), 445-448.[20] K. Maiti, M. F. Ashby and L.
S. Gibson, Fracture thoughness of brittle cellular solids, Scripta Metall. 18, (1984), 213-217.
[20] V. Dey, R. Kachala, A, Bonakdar and B. Mobasher, Mechanical properties of micro and sub-micron wollastonite fibers in
cementitous composites. 82, (2015), 351-359.
19
Potrebbero piacerti anche
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocumento5 pagineMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherNessuna valutazione finora
- Mill's Critique of Bentham's UtilitarianismDocumento9 pagineMill's Critique of Bentham's UtilitarianismSEP-PublisherNessuna valutazione finora
- Quantum Meditation: The Self-Spirit ProjectionDocumento8 pagineQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherNessuna valutazione finora
- Mindfulness and Happiness: The Empirical FoundationDocumento7 pagineMindfulness and Happiness: The Empirical FoundationSEP-PublisherNessuna valutazione finora
- Cold Mind: The Released Suffering StabilityDocumento3 pagineCold Mind: The Released Suffering StabilitySEP-PublisherNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Imo Signs: Safety Officer's GuideDocumento60 pagineImo Signs: Safety Officer's Guidemarko nežićNessuna valutazione finora
- Checklist: I. Q & A II. Ôn tập QuizzesDocumento19 pagineChecklist: I. Q & A II. Ôn tập QuizzesLê Hoàng Minh ThưNessuna valutazione finora
- BFK458 33002356 en 04 2017Documento36 pagineBFK458 33002356 en 04 2017Vrushank PatelNessuna valutazione finora
- Major Challenges To Indian EconomyDocumento12 pagineMajor Challenges To Indian EconomyAtharva KadamNessuna valutazione finora
- Asm International: Fall / Winter 2019 - 2020 CATALOGDocumento32 pagineAsm International: Fall / Winter 2019 - 2020 CATALOGChoice OrganoNessuna valutazione finora
- Vce Chemistry Unit 3 Sac 2 Equilibrium Experimental Report: InstructionsDocumento5 pagineVce Chemistry Unit 3 Sac 2 Equilibrium Experimental Report: InstructionsJefferyNessuna valutazione finora
- Experimental Design Graphic OrganizerDocumento2 pagineExperimental Design Graphic OrganizerApplesauce90Nessuna valutazione finora
- Participatory Irrigation Sector Project (Pisp)Documento35 pagineParticipatory Irrigation Sector Project (Pisp)Maman Rustaman100% (1)
- REHAU CatalogDocumento25 pagineREHAU CatalogGeorge PetziNessuna valutazione finora
- But You Shouldn't Effect An Affect - That's ActingDocumento2 pagineBut You Shouldn't Effect An Affect - That's ActingAlex WhiteNessuna valutazione finora
- Mckenzie Ross Resume 3 12 15Documento1 paginaMckenzie Ross Resume 3 12 15api-281264881Nessuna valutazione finora
- LXE10E - A12 (Part Lis)Documento50 pagineLXE10E - A12 (Part Lis)Manuel Alejandro Pontio RamirezNessuna valutazione finora
- Alice in Wonderland Literary AnalysisDocumento5 pagineAlice in Wonderland Literary AnalysisRica Jane Torres100% (1)
- New Product Development ProcessDocumento12 pagineNew Product Development ProcessAyushi SinghNessuna valutazione finora
- Fitting Catalog 2013: Maret 2013 - 112Documento39 pagineFitting Catalog 2013: Maret 2013 - 112SujokoTeeNessuna valutazione finora
- BOECO Hydrometer Alcohol Meter PDFDocumento5 pagineBOECO Hydrometer Alcohol Meter PDFTianTrafNessuna valutazione finora
- Fundamentals of Management 8th Edition - Chapter 3 Test BankDocumento49 pagineFundamentals of Management 8th Edition - Chapter 3 Test Bankjhawk75787% (15)
- Additional Topics in Variance Analysis: True / False QuestionsDocumento232 pagineAdditional Topics in Variance Analysis: True / False QuestionsElaine GimarinoNessuna valutazione finora
- PHILIPS RC133V W62L62 1 xLED36S840 OC PDFDocumento3 paginePHILIPS RC133V W62L62 1 xLED36S840 OC PDFNavneet SinghNessuna valutazione finora
- Session 2004: 21, Rue D'artois, F-75008 Paris © CigréDocumento8 pagineSession 2004: 21, Rue D'artois, F-75008 Paris © CigréOscar GarciaNessuna valutazione finora
- Rf-Glass eDocumento106 pagineRf-Glass emikeshiiNessuna valutazione finora
- Numerical Aperture of The Optical FiberDocumento4 pagineNumerical Aperture of The Optical FiberSarthak KathpaliaNessuna valutazione finora
- Cochlear Implant Brand Comparison Latest Models OnlyDocumento26 pagineCochlear Implant Brand Comparison Latest Models OnlyCorina Ruiz ParedesNessuna valutazione finora
- Repair Instruction For Engine Repair Manual: PrecautionDocumento3 pagineRepair Instruction For Engine Repair Manual: PrecautionHenry SilvaNessuna valutazione finora
- Goals and Scope of AstronomyDocumento16 pagineGoals and Scope of AstronomyIvejy QuiliopeNessuna valutazione finora
- MR Collins Maths Year 11 HomeworkDocumento6 pagineMR Collins Maths Year 11 Homeworkafeueffmk100% (1)
- Focus ForecastingDocumento4 pagineFocus ForecastingVedant MishraNessuna valutazione finora
- Oxford Learner's Bookshelf E-Books For Learning 3Documento1 paginaOxford Learner's Bookshelf E-Books For Learning 3Yesenia Mendoza HernandezNessuna valutazione finora
- Datasheet For Safety Device ConveyorDocumento6 pagineDatasheet For Safety Device ConveyorJoe GrosirNessuna valutazione finora
- How To Install Kali Linux 2Documento36 pagineHow To Install Kali Linux 2ᎦᏂᎯᎦᎲ ᏦᎯᏁᎿᏂNessuna valutazione finora