Potrebbero piacerti anche
- TF ManualDocumento100 pagineTF ManualJuCa Rey67% (6)
- API Spec ReviewDocumento128 pagineAPI Spec ReviewmohantyomNessuna valutazione finora
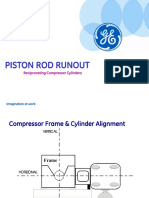
- 09-Compressor Piston Rod Runout-1Documento38 pagine09-Compressor Piston Rod Runout-1Muhammad Asad100% (2)
- LOS Sizing Calcs - API 614 Chapter2 Upload VersionDocumento1 paginaLOS Sizing Calcs - API 614 Chapter2 Upload VersionZoebair100% (2)
- RB211 Lube System (Ssloc) DescriptionDocumento6 pagineRB211 Lube System (Ssloc) DescriptionmuazmaslanNessuna valutazione finora
- Ed5lfs2 ST22V1Documento24 pagineEd5lfs2 ST22V1Matheus BorgesNessuna valutazione finora
- Lube Oil System PDFDocumento18 pagineLube Oil System PDFHuỳnh Phan Ngọc100% (1)
- Ms9001E Lube Oil System: GeneralDocumento6 pagineMs9001E Lube Oil System: Generalferas_elnggarNessuna valutazione finora
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDa EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineValutazione: 5 su 5 stelle5/5 (1)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingDa EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingValutazione: 5 su 5 stelle5/5 (1)
- Reciprocating Compressor ImprovementsDocumento13 pagineReciprocating Compressor ImprovementsSANJANA SINGHNessuna valutazione finora
- CC JEsnen Fine Filter TechnologyDocumento16 pagineCC JEsnen Fine Filter Technologyg arvNessuna valutazione finora
- Centrifugal Compressor SealsDocumento4 pagineCentrifugal Compressor SealsHadi ShahsavanNessuna valutazione finora
- Centrifugal Compressor SRL 454 - Ge Oil&gasDocumento20 pagineCentrifugal Compressor SRL 454 - Ge Oil&gasKamal Buddy50% (2)
- Compressor With Seal OilDocumento7 pagineCompressor With Seal OilKamel NaimiNessuna valutazione finora
- Superior - Cylinder Databook - ValvesDocumento8 pagineSuperior - Cylinder Databook - ValvesJake NavarreteNessuna valutazione finora
- Data Sheet TDD-GD100T PDFDocumento2 pagineData Sheet TDD-GD100T PDFjhon peñaNessuna valutazione finora
- Hoer CT Valve 2Documento5 pagineHoer CT Valve 2Tu PhamNessuna valutazione finora
- February 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsDocumento4 pagineFebruary 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsKarim MuhammedNessuna valutazione finora
- Reciprocating Compressor ValveDocumento14 pagineReciprocating Compressor ValvesaikatchoudhuriNessuna valutazione finora
- LMV 322 Iom - 0603Documento53 pagineLMV 322 Iom - 0603hacenescribdNessuna valutazione finora
- Selection of Gas Compressor-2Documento5 pagineSelection of Gas Compressor-2dhanu_aquaNessuna valutazione finora
- Centrifugal Compressor HorsepowerDocumento9 pagineCentrifugal Compressor HorsepowerCurtis DookieNessuna valutazione finora
- Unloader Valve in Reciprocating Compressor Capacity ControlDocumento8 pagineUnloader Valve in Reciprocating Compressor Capacity Controlfri_13th100% (1)
- Buffer and Barrier Fluids PDFDocumento4 pagineBuffer and Barrier Fluids PDFrgbhattacharyaNessuna valutazione finora
- Reciprocating Compressor4Documento19 pagineReciprocating Compressor4Vijay AcharyaNessuna valutazione finora
- Compressor Piston Rings & RidersDocumento22 pagineCompressor Piston Rings & RidersmauricioNessuna valutazione finora
- Dry Gas Seals SiemensDocumento11 pagineDry Gas Seals Siemensahbabar808Nessuna valutazione finora
- Experience With Torsional Vibration at Reciprocating CompressorsDocumento14 pagineExperience With Torsional Vibration at Reciprocating CompressorsÏmŗäņPŗïņċëNessuna valutazione finora
- CW Hydro Pump PDFDocumento56 pagineCW Hydro Pump PDFashim_scribdNessuna valutazione finora
- R&P Material DetailsDocumento20 pagineR&P Material DetailsinamNessuna valutazione finora
- Hydrodynamic or Full Fluid Film LubricationDocumento59 pagineHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanNessuna valutazione finora
- Murray Steam Turbine - RGC IOM Speed IndicationDocumento38 pagineMurray Steam Turbine - RGC IOM Speed Indicationhaniff azizNessuna valutazione finora
- API 682 Training Manual PDF - Google SearchDocumento3 pagineAPI 682 Training Manual PDF - Google SearchPahe DriveNessuna valutazione finora
- Steam Turbine Governing System: Prepared By: Nimesh GajjarDocumento15 pagineSteam Turbine Governing System: Prepared By: Nimesh GajjarKr SantoshNessuna valutazione finora
- BB1Documento8 pagineBB1Roozbeh PNessuna valutazione finora
- Compact Equalizing Tilting Pad Thrust Bearings-CE ...Documento14 pagineCompact Equalizing Tilting Pad Thrust Bearings-CE ...Sirish Shrestha100% (1)
- Reciprocating CompressorsDocumento4 pagineReciprocating CompressorsRoyalAryans100% (1)
- Liquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems GroupDocumento71 pagineLiquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems Groupsl1828100% (1)
- S 28AT XP EXP EngDocumento6 pagineS 28AT XP EXP EngpramodtryNessuna valutazione finora
- Design and Analysis of Piston For Two Stages Reciprocating Air CompressorDocumento7 pagineDesign and Analysis of Piston For Two Stages Reciprocating Air CompressorMaria Jose Biasotti100% (1)
- 00-Superior Compressor Student Guide-ToCDocumento1 pagina00-Superior Compressor Student Guide-ToCTu PhamNessuna valutazione finora
- Mhi Integrally Geared CompressorsDocumento6 pagineMhi Integrally Geared CompressorscandhareNessuna valutazione finora
- Product Overview-WH FramesDocumento43 pagineProduct Overview-WH FramesArzyman100% (1)
- 002-Steam Turbines Basics For BeginnersDocumento10 pagine002-Steam Turbines Basics For BeginnersGeorge J AlukkalNessuna valutazione finora
- Manual W300H 01780455 90Documento2 pagineManual W300H 01780455 90Daniel LanderoszNessuna valutazione finora
- Pump RotordynamicsDocumento26 paginePump RotordynamicsHalil İbrahim Küplü100% (1)
- Compressors Course-Chapter 8Documento3 pagineCompressors Course-Chapter 8vela vanNessuna valutazione finora
- Cryogenic Pump 2011 3 (Nikisso)Documento12 pagineCryogenic Pump 2011 3 (Nikisso)Leonidas PetrouNessuna valutazione finora
- Difference Between API 611 and API 612 - Mechanical Engineering SiteDocumento8 pagineDifference Between API 611 and API 612 - Mechanical Engineering SiteAlfredo VelasquezNessuna valutazione finora
- Pressure Packing PresentationDocumento20 paginePressure Packing PresentationVIJAYIOCL100% (2)
- Cook Compression PackingDocumento2 pagineCook Compression PackingMuhammad Imran100% (1)
- Compressor Valves - Questions and Answers How and Why Compressor Valves FailDocumento8 pagineCompressor Valves - Questions and Answers How and Why Compressor Valves Failbinu vaNessuna valutazione finora
- Spence - 6 - Safety Relief Valve Sizing - 2nd Edition PDFDocumento24 pagineSpence - 6 - Safety Relief Valve Sizing - 2nd Edition PDFJorge DuranNessuna valutazione finora
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreDa EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNessuna valutazione finora
- Afloat Lube Oil and Mogas Systems and Operations: LEARNING OBJECTIVES: Describe A TypicalDocumento26 pagineAfloat Lube Oil and Mogas Systems and Operations: LEARNING OBJECTIVES: Describe A TypicalYerixon Daniel Aguilar SequerasNessuna valutazione finora
- Centrifugal Pump OperationDocumento24 pagineCentrifugal Pump Operationlanggono_01Nessuna valutazione finora
- Jacking Oil SystemDocumento7 pagineJacking Oil Systemcrespo123456100% (4)
- The Turbine Lubricating Oil System: ObjectivesDocumento23 pagineThe Turbine Lubricating Oil System: Objectivesefmaggio100% (2)
- Elecon Scoop Coupling Installation Maintenance ManualDocumento21 pagineElecon Scoop Coupling Installation Maintenance ManualVignesh VenkatasubramanianNessuna valutazione finora
- Instruction Manual For SSP-70D-ACMEVACDocumento15 pagineInstruction Manual For SSP-70D-ACMEVACParjanya MandalNessuna valutazione finora
- Turbine LubricationDocumento9 pagineTurbine LubricationahmadNessuna valutazione finora
- A Brief Introduction To Competitive IntelligenceDocumento11 pagineA Brief Introduction To Competitive IntelligenceHari PurwadiNessuna valutazione finora
- Tools and Techniques of Capital Expenditure ControlDocumento11 pagineTools and Techniques of Capital Expenditure ControlHari PurwadiNessuna valutazione finora
- Risk AppetiteDocumento30 pagineRisk AppetiteHari PurwadiNessuna valutazione finora
- Telecom Reporting TrainingDocumento24 pagineTelecom Reporting TrainingHari PurwadiNessuna valutazione finora
- Treatment and Mitigation of Risk by DR Keith HarrisonDocumento10 pagineTreatment and Mitigation of Risk by DR Keith HarrisonHari PurwadiNessuna valutazione finora
- 11 Key Elements of A High Quality Business Investment ProposalDocumento5 pagine11 Key Elements of A High Quality Business Investment ProposalHari PurwadiNessuna valutazione finora
- QLTM - C6 - JIT Trong Thu MuaDocumento24 pagineQLTM - C6 - JIT Trong Thu MuaLoann KimmNessuna valutazione finora
- Risk Management ERM PresentationDocumento10 pagineRisk Management ERM PresentationHari PurwadiNessuna valutazione finora
- Rejda Ch01Documento22 pagineRejda Ch01Saiful Islam100% (1)
- PMBOK (Project Management Body of Knowledge)Documento8 paginePMBOK (Project Management Body of Knowledge)Hari Purwadi0% (1)
- Tools and Techniques of Capital Expenditure ControlDocumento11 pagineTools and Techniques of Capital Expenditure ControlHari PurwadiNessuna valutazione finora
- 11 ProjectRiskManagementDocumento63 pagine11 ProjectRiskManagementNguyễn Xuân Hùng100% (3)
- By Eugene Win CRDE For Kabul Serena Hotel 2009Documento22 pagineBy Eugene Win CRDE For Kabul Serena Hotel 2009aireen cloresNessuna valutazione finora
- PMBOK (Project Management Body of Knowledge)Documento8 paginePMBOK (Project Management Body of Knowledge)Hari Purwadi0% (1)
- ComputerassistedaudittechniquesDocumento7 pagineComputerassistedaudittechniquesRinokukunNessuna valutazione finora
- Fraud Detection: Hernan HuwylerDocumento10 pagineFraud Detection: Hernan HuwylerHari PurwadiNessuna valutazione finora
- Fraud Management Lifecycle TheoryDocumento38 pagineFraud Management Lifecycle TheoryHari PurwadiNessuna valutazione finora
- Finance For Non Finance ProfessionalsDocumento13 pagineFinance For Non Finance ProfessionalsHari Purwadi100% (1)
- Compliance Identification Risk Monitoring Risk Mitigation Risk Assessment RegulationsDocumento14 pagineCompliance Identification Risk Monitoring Risk Mitigation Risk Assessment RegulationsHari PurwadiNessuna valutazione finora
- Projects Risk ManagementDocumento22 pagineProjects Risk ManagementHari PurwadiNessuna valutazione finora
- Compliance Identification Risk Monitoring Risk Mitigation Risk Assessment RegulationsDocumento14 pagineCompliance Identification Risk Monitoring Risk Mitigation Risk Assessment RegulationsHari PurwadiNessuna valutazione finora
- ERM StructuredDocumento20 pagineERM StructuredaymanaymNessuna valutazione finora
- Capital and Revenue ExpenditureDocumento31 pagineCapital and Revenue ExpenditureHari Purwadi100% (1)
- Finance For Non FinanceDocumento21 pagineFinance For Non FinanceHari PurwadiNessuna valutazione finora
- ERM StructuredDocumento20 pagineERM StructuredaymanaymNessuna valutazione finora
- Lubricants Blending by EDL Anlagenbau Gesellschaft MBHDocumento2 pagineLubricants Blending by EDL Anlagenbau Gesellschaft MBHHari PurwadiNessuna valutazione finora
- Capital and Revenue ExpenditureDocumento31 pagineCapital and Revenue ExpenditureHari Purwadi100% (1)
- Best Practice Risk Management Approach For Asset Replacement ProgramsDocumento5 pagineBest Practice Risk Management Approach For Asset Replacement ProgramsHari PurwadiNessuna valutazione finora
- Oil Refinery Processes PresentationDocumento114 pagineOil Refinery Processes PresentationHari PurwadiNessuna valutazione finora
- Lube Oil Rundown Tank - System Design and Operational Aspects PDFDocumento14 pagineLube Oil Rundown Tank - System Design and Operational Aspects PDFHari PurwadiNessuna valutazione finora
- R290 Propane: AJ AE HG VTCDocumento16 pagineR290 Propane: AJ AE HG VTCengmec12188Nessuna valutazione finora
- IGC Document 147-13-E Revision of Doc 147-08-EDocumento75 pagineIGC Document 147-13-E Revision of Doc 147-08-Elutfirashid87Nessuna valutazione finora
- Section 5 Commercial Refrigeration Unit 21 Evaporators and The Refrigeration SystemDocumento46 pagineSection 5 Commercial Refrigeration Unit 21 Evaporators and The Refrigeration SystemPriyanshu AggarwalNessuna valutazione finora
- 250 MicroDocumento21 pagine250 MicroRizwan MNessuna valutazione finora
- 28-ACPS-P ChillerDocumento16 pagine28-ACPS-P Chillershahzad32552372Nessuna valutazione finora
- Manual de Service Mitsubishi ELectric SEZ MDocumento50 pagineManual de Service Mitsubishi ELectric SEZ MCutare ZafycomNessuna valutazione finora
- Pneumatic Jack.Documento2 paginePneumatic Jack.Martin Babyy50% (2)
- Air Cooled Screw Chiller R134aDocumento12 pagineAir Cooled Screw Chiller R134aalkaf08Nessuna valutazione finora
- HVAC Catalog Section 3 Recovery Machines 2021 10 25Documento6 pagineHVAC Catalog Section 3 Recovery Machines 2021 10 25Natasa KakesNessuna valutazione finora
- LNG SummaryDocumento10 pagineLNG SummaryDILIP MATALNessuna valutazione finora
- Questionarie-Arriel 2B&2B1Documento13 pagineQuestionarie-Arriel 2B&2B1AbelSinglei100% (2)
- 8 Toshiba SMMSe VRF Catalogue 2016 1 PDFDocumento20 pagine8 Toshiba SMMSe VRF Catalogue 2016 1 PDFMaltin SelmanllariNessuna valutazione finora
- (Part 1) M-Thermal 12&14kw (3 Phase) Technical Manual - System OutlineDocumento22 pagine(Part 1) M-Thermal 12&14kw (3 Phase) Technical Manual - System OutlineSerban TiberiuNessuna valutazione finora
- IRITS-0618-056 MSG Centac Brochure ScreenDocumento12 pagineIRITS-0618-056 MSG Centac Brochure ScreenBrender VictorNessuna valutazione finora
- ISPT Public Report Gigawatt Green Hydrogen PlantDocumento24 pagineISPT Public Report Gigawatt Green Hydrogen Plantamsukd100% (1)
- Jitendra Joshi Resume - 2020Documento4 pagineJitendra Joshi Resume - 20200000000000000000Nessuna valutazione finora
- NEU6214Z 115 V 60 HZ 1Documento3 pagineNEU6214Z 115 V 60 HZ 1Ricardo BarrosoNessuna valutazione finora
- Unior 1561 Pistol PneumaticDocumento4 pagineUnior 1561 Pistol PneumaticVladimir ArsicNessuna valutazione finora
- Instructions For FYP Report (2018-2019Documento7 pagineInstructions For FYP Report (2018-2019Talha ImtiazNessuna valutazione finora
- Compressor Data Sheet in Accordance With Federal Uniform Test Method For Certain Lubricated Air CompressorsDocumento1 paginaCompressor Data Sheet in Accordance With Federal Uniform Test Method For Certain Lubricated Air CompressorsJeonvani ReyesNessuna valutazione finora
- Student - S Trivia Exam 2Documento6 pagineStudent - S Trivia Exam 2Marcial Militante100% (1)
- What Is A Gas CompressorDocumento5 pagineWhat Is A Gas CompressorI AM NOT CHINESENessuna valutazione finora
- Test Bank For Equipment Theory For Respiratory Care 5th Edition by WhiteDocumento28 pagineTest Bank For Equipment Theory For Respiratory Care 5th Edition by WhitebridgetlinhhlehNessuna valutazione finora
- Secure Power ProductDocumento80 pagineSecure Power ProductYoga SamNessuna valutazione finora
- Pang Malakasang Pipe RefresherDocumento478 paginePang Malakasang Pipe Refresheraljay balingitNessuna valutazione finora
- Engineering Aspects of Turbomolecular Pump DesignDocumento5 pagineEngineering Aspects of Turbomolecular Pump DesignvirgilioNessuna valutazione finora
- GATE Solved Question Papers For Aerospac PDFDocumento68 pagineGATE Solved Question Papers For Aerospac PDFFelipe Campuzano Ochoa100% (1)
- System ComponentsDocumento35 pagineSystem ComponentsCharan Reddy AbbadiNessuna valutazione finora