Potrebbero piacerti anche
- Productivity and Reliability-Based Maintenance Management, Second EditionDa EverandProductivity and Reliability-Based Maintenance Management, Second EditionNessuna valutazione finora
- The Grid 2: Blueprint for a New Computing InfrastructureDa EverandThe Grid 2: Blueprint for a New Computing InfrastructureNessuna valutazione finora
- Asset Management A Complete Guide - 2020 EditionDa EverandAsset Management A Complete Guide - 2020 EditionNessuna valutazione finora
- Life Cycle Cost AnalysisDocumento39 pagineLife Cycle Cost AnalysisJayaprakash SankaranNessuna valutazione finora
- A R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentDocumento14 pagineA R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentLASER LION100% (1)
- How To Choose Between Maintenance Policies 6Documento14 pagineHow To Choose Between Maintenance Policies 6orlandoduran100% (1)
- The Case For Alternatives To Classical RCMDocumento21 pagineThe Case For Alternatives To Classical RCMJorge FracaroNessuna valutazione finora
- What Are The Different Types of Maintenance Systems.?: Uncategorized Edit CategoriesDocumento6 pagineWhat Are The Different Types of Maintenance Systems.?: Uncategorized Edit CategoriesArif Khan100% (1)
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionDa EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionNessuna valutazione finora
- Shipyard LogDocumento2 pagineShipyard LogRichard MassariNessuna valutazione finora
- Ith FGD in The Name of God: Iata Operational Safety Audit (Iosa) (Iosa)Documento26 pagineIth FGD in The Name of God: Iata Operational Safety Audit (Iosa) (Iosa)SHAHABAZINessuna valutazione finora
- Scheduled Maintenance Seminar Part2 May2013Documento40 pagineScheduled Maintenance Seminar Part2 May2013Liizz Palaciio'sNessuna valutazione finora
- Lean Mro ProductivityDocumento6 pagineLean Mro ProductivityDeepak BindalNessuna valutazione finora
- Lithium Ion Battery Labels 3480 - 1Documento3 pagineLithium Ion Battery Labels 3480 - 1pcguy999100% (1)
- Lean Six Sigma Aviation MROs Nadeem MBBDocumento4 pagineLean Six Sigma Aviation MROs Nadeem MBBSyedNadeemAhmedNessuna valutazione finora
- Meridium APM Now: Cloud-Based Asset Performance ManagementDocumento2 pagineMeridium APM Now: Cloud-Based Asset Performance ManagementSANDRA TORRESNessuna valutazione finora
- Introduction to Maintenance FundamentalsDocumento21 pagineIntroduction to Maintenance Fundamentalspankaj saxenaNessuna valutazione finora
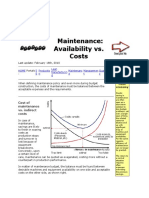
- Availability Vs CostsDocumento29 pagineAvailability Vs CostsEbhamboh Ntui AlfredNessuna valutazione finora
- Module 1 of Strategic ManagementDocumento19 pagineModule 1 of Strategic Managementdil0424Nessuna valutazione finora
- Introduction To Maintenance and Replacement Models: Chapter - 1Documento38 pagineIntroduction To Maintenance and Replacement Models: Chapter - 1engineer engrNessuna valutazione finora
- Lean Maintenance For Military MRO FahimDocumento5 pagineLean Maintenance For Military MRO FahimSyedNadeemAhmedNessuna valutazione finora
- Stocking Strategy For Service Parts A Case StudyDocumento19 pagineStocking Strategy For Service Parts A Case StudyFernando GómezNessuna valutazione finora
- Reliability Centred MaintenanceDocumento19 pagineReliability Centred Maintenancefaraherh amberNessuna valutazione finora
- Predictive Maintenance A Complete Guide - 2021 EditionDa EverandPredictive Maintenance A Complete Guide - 2021 EditionNessuna valutazione finora
- 12 TPMDocumento50 pagine12 TPMGatut SulianaNessuna valutazione finora
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideDa EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNessuna valutazione finora
- Revista de Confiabilidad de MantenimientoDocumento69 pagineRevista de Confiabilidad de MantenimientoghoyarbideNessuna valutazione finora
- (Maintenance) Zero BreakdownDocumento20 pagine(Maintenance) Zero Breakdownfauzi_4ever50% (2)
- Maintenance ManagementDocumento7 pagineMaintenance ManagementNadeemNessuna valutazione finora
- Quality Management in Aircraft Maintenance and Its Delivery Link Through Education and TrainingDocumento25 pagineQuality Management in Aircraft Maintenance and Its Delivery Link Through Education and TrainingMarco CandoNessuna valutazione finora
- RCM-optimized maintenanceDocumento13 pagineRCM-optimized maintenancegvc1Nessuna valutazione finora
- Mapcon CMMS Feature ChartDocumento6 pagineMapcon CMMS Feature ChartStar RangerNessuna valutazione finora
- A Virtual Reality in FlexsimDocumento10 pagineA Virtual Reality in FlexsimTimothae ZacharyyNessuna valutazione finora
- Acad98 004R1Documento66 pagineAcad98 004R1michael1971Nessuna valutazione finora
- (Whitepaper) Essential Tips For Optimizing Your Preventive MaintenanceDocumento11 pagine(Whitepaper) Essential Tips For Optimizing Your Preventive MaintenanceNazar Alrodainy100% (1)
- RCM Maximo Oil Gas 06 FinalDocumento23 pagineRCM Maximo Oil Gas 06 FinalNovan ErstyawanNessuna valutazione finora
- NSA5031 Bolt GalleyDocumento11 pagineNSA5031 Bolt GalleyIliaNessuna valutazione finora
- Fme (C) ADocumento4 pagineFme (C) AMurat IslamNessuna valutazione finora
- 1.4 Stocked Maintenance, Repair and Operating Materials (Mro) Inventory Value As A Percent of Replacement Asset Value (Rav)Documento4 pagine1.4 Stocked Maintenance, Repair and Operating Materials (Mro) Inventory Value As A Percent of Replacement Asset Value (Rav)cks100% (1)
- Information Management Book of Knowledge (IMBOK)Documento37 pagineInformation Management Book of Knowledge (IMBOK)shashankcsgkpNessuna valutazione finora
- Design Maintainability Report Group 2 FinalDocumento39 pagineDesign Maintainability Report Group 2 FinalEren KrugerNessuna valutazione finora
- 2015 RAMS Fundamentals of FmeasDocumento35 pagine2015 RAMS Fundamentals of FmeasOrlandoNessuna valutazione finora
- CMRP OverviewDocumento2 pagineCMRP OverviewBabatunde Abiodun OluboriNessuna valutazione finora
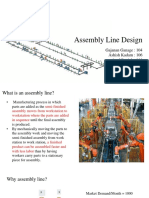
- Assembly Line Design FinalDocumento21 pagineAssembly Line Design FinalManas RaneNessuna valutazione finora
- Advanced Maintenance Strategy Workshop by TetrahedronDocumento6 pagineAdvanced Maintenance Strategy Workshop by TetrahedrontetrahedronNessuna valutazione finora
- FMEA Theory 1Documento30 pagineFMEA Theory 1Agung RusliyonoNessuna valutazione finora
- RCMDocumento515 pagineRCMAntonio Perez100% (1)
- Aircraft Maintenance and TypesDocumento12 pagineAircraft Maintenance and TypesRaamaChandiranNessuna valutazione finora
- TECH101 MaintainabilityDocumento39 pagineTECH101 MaintainabilityRanjith Kumar100% (1)
- Principles of World Class Manufacturing PDFDocumento171 paginePrinciples of World Class Manufacturing PDFSavetaVukadinović100% (1)
- Journal of Quality in Maintenance EngineeringDocumento20 pagineJournal of Quality in Maintenance EngineeringJose100% (1)
- Aircraft Maintenance: MD Jalal Uddin Rumi Assistant Professor, AE Dept. MISTDocumento26 pagineAircraft Maintenance: MD Jalal Uddin Rumi Assistant Professor, AE Dept. MISTMd Jalal Uddin RumiNessuna valutazione finora
- World Class MaintenanceDocumento4 pagineWorld Class MaintenanceyurarizaldiNessuna valutazione finora
- Preventive MaintenanceDocumento21 paginePreventive MaintenancePrakash SivamNessuna valutazione finora
- FAA-EASA TIP Revision 3 PDFDocumento159 pagineFAA-EASA TIP Revision 3 PDFburakNessuna valutazione finora
- Asme Section I & Section Viii Fundamentals: Pdhonline Course M398 (3 PDH)Documento59 pagineAsme Section I & Section Viii Fundamentals: Pdhonline Course M398 (3 PDH)vuchinhNessuna valutazione finora
- Value Stream Mapping ProcessDocumento40 pagineValue Stream Mapping ProcessAtifKhan100% (10)
- Design Lean SysmDocumento4 pagineDesign Lean SysmLuciano Marcelo OliveiraNessuna valutazione finora
- Test 14Documento8 pagineTest 14Luciano Marcelo OliveiraNessuna valutazione finora
- Expected Cars and Failure Probabilities for Automotive Assembly LineDocumento4 pagineExpected Cars and Failure Probabilities for Automotive Assembly LineLuciano Marcelo OliveiraNessuna valutazione finora
- W 1 C 1 MurmanDocumento19 pagineW 1 C 1 MurmanLuciano Marcelo OliveiraNessuna valutazione finora
- IW Magazine On Lean 3rd Generation LeadersDocumento5 pagineIW Magazine On Lean 3rd Generation LeadersLuciano Marcelo OliveiraNessuna valutazione finora
- Lean Business ManagementDocumento145 pagineLean Business ManagementLuciano Marcelo OliveiraNessuna valutazione finora
- Effective Leader SkillsDocumento20 pagineEffective Leader SkillspriyaNessuna valutazione finora
- Managing Barriers to Business Reengineering SuccessDocumento19 pagineManaging Barriers to Business Reengineering SuccessankhisNessuna valutazione finora
- Organization and Management: Quarter 2 LAS 5: LeadingDocumento10 pagineOrganization and Management: Quarter 2 LAS 5: Leadingaio modestoNessuna valutazione finora
- Circular 29 2012Documento95 pagineCircular 29 2012thaphaneNessuna valutazione finora
- Solution Brief For Mill Products - SAP Business All-In-One For Fabricated Metal Products Companies SolutionDocumento4 pagineSolution Brief For Mill Products - SAP Business All-In-One For Fabricated Metal Products Companies SolutionSivakumar LakshminarayananNessuna valutazione finora
- Change Management - CleanedDocumento23 pagineChange Management - CleanedEmalu BonifaceNessuna valutazione finora
- Managing Strategy and Strategic PlanningDocumento33 pagineManaging Strategy and Strategic PlanningTalhaNessuna valutazione finora
- PRINCE2: Lesson Log and Lessons Report: Meikhtila University of Economics Master of Development Studies ProgrammeDocumento12 paginePRINCE2: Lesson Log and Lessons Report: Meikhtila University of Economics Master of Development Studies ProgrammeThoon ThoonNessuna valutazione finora
- BBA Logistics Supply Chain Managemnet Program Structure 2018 21Documento6 pagineBBA Logistics Supply Chain Managemnet Program Structure 2018 21Prince DengendeNessuna valutazione finora
- Organizational Development Thesis TopicsDocumento7 pagineOrganizational Development Thesis TopicsCustomNotePaperSingapore100% (3)
- Valuing Vs Recognizing EmployeesDocumento5 pagineValuing Vs Recognizing EmployeesSush BiswasNessuna valutazione finora
- Billy Graham Ethical LeaderDocumento6 pagineBilly Graham Ethical Leaderapi-309057179Nessuna valutazione finora
- Administrative Values in The Philippines PDFDocumento4 pagineAdministrative Values in The Philippines PDFAngelo Canales100% (1)
- Chapter 1 OB 1Documento17 pagineChapter 1 OB 1MUHAMMAD HASAN NAGRANessuna valutazione finora
- Advanced Business English SlidesDocumento195 pagineAdvanced Business English Slidesjose luisNessuna valutazione finora
- Case Study 1Documento1 paginaCase Study 1NUR FARAH NATASYA BINTI RAMANINessuna valutazione finora
- Strategic MASDocumento23 pagineStrategic MASroslizah323786875% (4)
- Aspen Institute 2017 Overview and 2016 Annual ReportDocumento104 pagineAspen Institute 2017 Overview and 2016 Annual ReportThe Aspen Institute100% (3)
- Dessler4 SHRMDocumento8 pagineDessler4 SHRMArt OushizaNessuna valutazione finora
- An To Retailing: Retail Management: A Strategic ApproachDocumento16 pagineAn To Retailing: Retail Management: A Strategic ApproachVishakh0% (1)
- Project Manager CV Example 3Documento2 pagineProject Manager CV Example 3danthuriNessuna valutazione finora
- Advance Marketing ManagementDocumento6 pagineAdvance Marketing ManagementJeevendra Pratap SinghNessuna valutazione finora
- Nesta, Ideo - Designing For Public ServicesDocumento92 pagineNesta, Ideo - Designing For Public ServicesHermano ReisNessuna valutazione finora
- How to Handle a Top Performer with a Mean StreakDocumento4 pagineHow to Handle a Top Performer with a Mean Streaknitesh tekriwalNessuna valutazione finora
- 15FQ+ Sample ReportDocumento11 pagine15FQ+ Sample Reportm.rose0% (1)
- HR Practices of Marks and Spencer Selfri PDFDocumento46 pagineHR Practices of Marks and Spencer Selfri PDFbalach100% (1)
- Project Charter TemplateDocumento9 pagineProject Charter TemplateAmar NathNessuna valutazione finora
- Tips - Organizational Perception Management Leas Organiza PDFDocumento210 pagineTips - Organizational Perception Management Leas Organiza PDFPRINC NEUPANENessuna valutazione finora
- SAP PLM Courses 2008Documento6 pagineSAP PLM Courses 2008cprryanNessuna valutazione finora
- Transformation Leadership in A Digital Era: EY StrategyDocumento24 pagineTransformation Leadership in A Digital Era: EY StrategyakashNessuna valutazione finora