Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Understandingt He Mechanisms of Hydrate Nucleationa ND InhibitationDocumento6 pagineUnderstandingt He Mechanisms of Hydrate Nucleationa ND InhibitationMohamed SamyNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Welding MetallurgyDocumento34 pagineWelding MetallurgyPeter PushpanathanNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Selection of Equation of State Models For Process SimulatorsDocumento1 paginaSelection of Equation of State Models For Process SimulatorsmusaveerNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Refinery PDFDocumento22 pagineRefinery PDFromulussikalitNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Paper AIM - Attaining Operational ExcellenceDocumento5 paginePaper AIM - Attaining Operational ExcellenceMohamed SamyNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
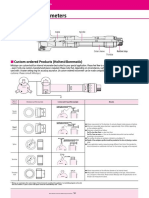
- QuickGuide Internal MicrometersDocumento2 pagineQuickGuide Internal MicrometersMohamed SamyNessuna valutazione finora
- Heat Exchanger Inspection PDFDocumento23 pagineHeat Exchanger Inspection PDFInnasi Arokiasamy100% (2)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Firetube FailureDocumento1 paginaFiretube FailureMohamed SamyNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Paper The Safety of Offshore StructuresDocumento6 paginePaper The Safety of Offshore StructuresMohamed SamyNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- InsulationDocumento76 pagineInsulationDiego Trinidad100% (3)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Corrosion of PipelinesDocumento14 pagineCorrosion of PipelinesMohamed SamyNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Guide Inspection Plan For CUIDocumento6 pagineGuide Inspection Plan For CUIMohamed SamyNessuna valutazione finora
- Guide BP Riser WrappingDocumento8 pagineGuide BP Riser WrappingMohamed SamyNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Underground Leak Detection MethodsDocumento23 pagineUnderground Leak Detection MethodsiradankeNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- World Pipelines - Risk Modelling - 2015-06Documento4 pagineWorld Pipelines - Risk Modelling - 2015-06Mohamed Samy0% (1)
- Corrosion Protection of Ductile Iron PipeDocumento6 pagineCorrosion Protection of Ductile Iron PipeMohamed SamyNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- A Failure Analysis Investigation of Pitting in Type 316L PipingDocumento53 pagineA Failure Analysis Investigation of Pitting in Type 316L PipingMohamed SamyNessuna valutazione finora
- Temporarypermanent Pipe Repair - GuidelinesDocumento70 pagineTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- World Pipelines - Calculating Pressure - 2015-01Documento4 pagineWorld Pipelines - Calculating Pressure - 2015-01Mohamed SamyNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Temporarypermanent Pipe Repair - GuidelinesDocumento70 pagineTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Carmagen 10 - 04 - Flange Leakage & Piping VibrationDocumento5 pagineCarmagen 10 - 04 - Flange Leakage & Piping VibrationMohamed SamyNessuna valutazione finora
- Corrosion Prevention at Pipe SupportDocumento6 pagineCorrosion Prevention at Pipe SupportMohamed SamyNessuna valutazione finora
- Article CO2 CorrosionDocumento4 pagineArticle CO2 CorrosionMohamed SamyNessuna valutazione finora
- Finite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionDocumento12 pagineFinite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionMohamed SamyNessuna valutazione finora
- BKR WhitePaper WaterHammerDocumento4 pagineBKR WhitePaper WaterHammerThuc TruongNessuna valutazione finora
- Paper Repairing Internal Corrosion Defects in PipelinesDocumento26 paginePaper Repairing Internal Corrosion Defects in PipelinesMohamed SamyNessuna valutazione finora
- Polymer & Material Selection Guide: Hardness Range Temperature Range Advantages in PerformanceDocumento10 paginePolymer & Material Selection Guide: Hardness Range Temperature Range Advantages in PerformanceAmmar ElSheikhNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Page 2internal Corrosion Mechanisms and MitigationDocumento1 paginaPage 2internal Corrosion Mechanisms and MitigationMohamed SamyNessuna valutazione finora
- DocumentDocumento6 pagineDocumentGlennford Loreto SuyatNessuna valutazione finora
- Employee Leave PolicyDocumento3 pagineEmployee Leave Policyladdu30Nessuna valutazione finora
- 3M Window Film PR SeriesDocumento3 pagine3M Window Film PR SeriesPhan CrisNessuna valutazione finora
- Inside The Earth NotesDocumento2 pagineInside The Earth NotesrickaturnerNessuna valutazione finora
- Osma Osmadrain BG Pim Od107 Feb 2017pdfDocumento58 pagineOsma Osmadrain BG Pim Od107 Feb 2017pdfDeepakkumarNessuna valutazione finora
- Compounds and Chemical FormulasDocumento35 pagineCompounds and Chemical Formulasjolina OctaNessuna valutazione finora
- MPX-200 Service Manual PDFDocumento90 pagineMPX-200 Service Manual PDFvivijaNessuna valutazione finora
- Northbrook CollegeDocumento10 pagineNorthbrook CollegeDaniyal AsifNessuna valutazione finora
- LapasiDocumento3 pagineLapasiWenny MellanoNessuna valutazione finora
- Julie Trimarco: A Licensed Speech-Language PathologistDocumento5 pagineJulie Trimarco: A Licensed Speech-Language PathologistJulie TrimarcoNessuna valutazione finora
- Bonsai TreesDocumento19 pagineBonsai TreesMayur ChoudhariNessuna valutazione finora
- JOHARI Window WorksheetDocumento2 pagineJOHARI Window WorksheetAnonymous j9lsM2RBaINessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Mrunal Handout 12 CSP20Documento84 pagineMrunal Handout 12 CSP20SREEKANTHNessuna valutazione finora
- FS011 Audit Plan Stage 2Documento2 pagineFS011 Audit Plan Stage 2Ledo Houssien0% (1)
- Microporous WikiDocumento2 pagineMicroporous WikiIris BalcarceNessuna valutazione finora
- Maxs AdultDocumento1 paginaMaxs Adultclark lopezNessuna valutazione finora
- Cough: A Rapid Expulsion of Air FromDocumento2 pagineCough: A Rapid Expulsion of Air FromaubyangNessuna valutazione finora
- De Thi Chon HSGDocumento10 pagineDe Thi Chon HSGKiều TrangNessuna valutazione finora
- 2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetDocumento2 pagine2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetswainanjanNessuna valutazione finora
- This Study Resource WasDocumento3 pagineThis Study Resource WasNayre JunmarNessuna valutazione finora
- 18-MCE-49 Lab Session 01Documento5 pagine18-MCE-49 Lab Session 01Waqar IbrahimNessuna valutazione finora
- Basic Concepts and Applied Aspect of Sharir RachnaDocumento122 pagineBasic Concepts and Applied Aspect of Sharir RachnaRam Krish100% (1)
- Biology Lab ReportDocumento5 pagineBiology Lab Reportapi-2576094460% (1)
- Iso 2281 1990Documento8 pagineIso 2281 1990jesus torresNessuna valutazione finora
- Anatomy and Physiology Chapter 2Documento28 pagineAnatomy and Physiology Chapter 2Marshalee FrancisNessuna valutazione finora
- Helicopter Logging Operations - ThesisDocumento7 pagineHelicopter Logging Operations - ThesisAleš ŠtimecNessuna valutazione finora
- Melancholic PersonalityDocumento5 pagineMelancholic PersonalityChris100% (1)
- Module 5 The Teacher and The Community School Culture and Organizational LeadershipDocumento6 pagineModule 5 The Teacher and The Community School Culture and Organizational LeadershipHazeldiazasenas100% (6)
- Epidemiology of Injury in Powerlifting: Retrospective ResultsDocumento2 pagineEpidemiology of Injury in Powerlifting: Retrospective ResultsJavier Estelles MuñozNessuna valutazione finora
- Consolidation of ClayDocumento17 pagineConsolidation of ClayMD Anan MorshedNessuna valutazione finora
- Analog Design and Simulation Using OrCAD Capture and PSpiceDa EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNessuna valutazione finora
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDa EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNessuna valutazione finora
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsDa EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsValutazione: 4 su 5 stelle4/5 (2)