Potrebbero piacerti anche
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- Ansi Cema 401Documento24 pagineAnsi Cema 401Baihaki StNessuna valutazione finora
- Ansi Cema 401Documento24 pagineAnsi Cema 401Baihaki StNessuna valutazione finora
- Design of Hydraulic CylinderDocumento23 pagineDesign of Hydraulic Cylindermmkvrde81% (31)
- Lesson 7:: Concept in Integrated Arts ProductionDocumento36 pagineLesson 7:: Concept in Integrated Arts Productionmaria genio50% (2)
- A Womans Worth - Alicia KeysDocumento3 pagineA Womans Worth - Alicia KeysL. LallerNessuna valutazione finora
- ABRASION-RESISTANT STEEL PLATE DATADocumento2 pagineABRASION-RESISTANT STEEL PLATE DATABaihaki StNessuna valutazione finora
- ABRASION-RESISTANT STEEL PLATE DATA SHEETDocumento2 pagineABRASION-RESISTANT STEEL PLATE DATA SHEETFernanNessuna valutazione finora
- High-Strength Steel Plate Data SheetDocumento2 pagineHigh-Strength Steel Plate Data SheetRodolfoMarínNessuna valutazione finora
- Hot Rolled Structural Steel Plate Data SheetDocumento2 pagineHot Rolled Structural Steel Plate Data SheetHugo RodriguezNessuna valutazione finora
- Preheat Ions For A 514 Grade B MaterialDocumento2 paginePreheat Ions For A 514 Grade B Materialjrod64Nessuna valutazione finora
- Steel Clasification and WeldabilityDocumento32 pagineSteel Clasification and Weldabilitycentaury2013Nessuna valutazione finora
- Recom. de Soldadura XARDocumento4 pagineRecom. de Soldadura XARelias667Nessuna valutazione finora
- IMOA Shop Sheet 105Documento2 pagineIMOA Shop Sheet 105liamcsNessuna valutazione finora
- Heat-Treated Structural Steel Product Data SheetDocumento2 pagineHeat-Treated Structural Steel Product Data SheetMarco BacianNessuna valutazione finora
- ASTM A514 Grade S: General Product DescriptionDocumento2 pagineASTM A514 Grade S: General Product DescriptionAGUSTINNessuna valutazione finora
- Duplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Documento6 pagineDuplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Dell_RevanNessuna valutazione finora
- Ruukki Hot Rolled Steels Processing of Material WeldingDocumento11 pagineRuukki Hot Rolled Steels Processing of Material Weldingprince5621Nessuna valutazione finora
- Data SAF2205 04Documento8 pagineData SAF2205 04il_yoo_1Nessuna valutazione finora
- Atmospheric Corrosion Resisting SteelDocumento10 pagineAtmospheric Corrosion Resisting SteelCarlos PadillaNessuna valutazione finora
- Wire RoadDocumento16 pagineWire Road02081987Nessuna valutazione finora
- Midalloy ER70S-2Documento1 paginaMidalloy ER70S-2nasirfahimNessuna valutazione finora
- Cast-iron welding guide covers standardsDocumento10 pagineCast-iron welding guide covers standardsclnNessuna valutazione finora
- Alumec PDFDocumento7 pagineAlumec PDFetamil87Nessuna valutazione finora
- Technical DataDocumento17 pagineTechnical Datat_syamprasadNessuna valutazione finora
- Ssab Astm A537 C2Documento2 pagineSsab Astm A537 C2vasotermiNessuna valutazione finora
- KISWEL Mag Welding ConsumableDocumento4 pagineKISWEL Mag Welding Consumablekhwanta-btaNessuna valutazione finora
- Duplex Stainless Steels: Properties and Welding TechniquesDocumento25 pagineDuplex Stainless Steels: Properties and Welding Techniqueskdsenipah6667Nessuna valutazione finora
- Tubular Products From Special MetalsDocumento26 pagineTubular Products From Special Metalskaveh-bahiraeeNessuna valutazione finora
- Duplex Stainless Steel WeldingDocumento25 pagineDuplex Stainless Steel WeldingcfcshakerNessuna valutazione finora
- Aspac Royalloy enDocumento7 pagineAspac Royalloy enNugroho Faris SudrajatNessuna valutazione finora
- Raex 500Documento4 pagineRaex 500chara459254Nessuna valutazione finora
- Alform-Plate High-Strength Rev3 EnglDocumento12 pagineAlform-Plate High-Strength Rev3 EnglTomáš BrtníkNessuna valutazione finora
- Manual de Alambres Solidos LincolnDocumento32 pagineManual de Alambres Solidos LincolnBartolome VasquezNessuna valutazione finora
- Hardox I WeldoxDocumento6 pagineHardox I Weldoxbosnamontaza5869Nessuna valutazione finora
- Mechanical Engineering Design Presentation Bsme01183097Documento30 pagineMechanical Engineering Design Presentation Bsme01183097Waqar KhanNessuna valutazione finora
- ESAB Filler Metals for Welding ASTM SteelsDocumento29 pagineESAB Filler Metals for Welding ASTM SteelsMohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- 2205 InfoDocumento6 pagine2205 InfoMave75Nessuna valutazione finora
- Guide To Structural Steel Selection - G-SpecificationsDocumento56 pagineGuide To Structural Steel Selection - G-SpecificationsFelix RanillaNessuna valutazione finora
- Welding Cast Iron GuideDocumento10 pagineWelding Cast Iron GuideRoberto CordovaNessuna valutazione finora
- Structural FabricationDocumento46 pagineStructural FabricationmithileshNessuna valutazione finora
- Web Datasheet A2.2Documento7 pagineWeb Datasheet A2.2ks2000n1Nessuna valutazione finora
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocumento5 pagineQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Nessuna valutazione finora
- Avesta 2205 VDX Ac DCDocumento1 paginaAvesta 2205 VDX Ac DCpipedown456Nessuna valutazione finora
- SAF Welding Cutting GuideDocumento165 pagineSAF Welding Cutting GuideSelvem0% (1)
- This documentDocumento44 pagineThis documentTran Thanh HaoNessuna valutazione finora
- Avesta 2205 AC DCDocumento1 paginaAvesta 2205 AC DCpipedown456Nessuna valutazione finora
- IFC Series Y125 and Y150 Fabricated Y-Strainers: Design FeaturesDocumento2 pagineIFC Series Y125 and Y150 Fabricated Y-Strainers: Design FeaturesPrasanta Kumar Behera100% (1)
- Sandvik SAF 2205: Duplex Stainless SteelDocumento8 pagineSandvik SAF 2205: Duplex Stainless SteelIuliu HurducaciNessuna valutazione finora
- Data Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enDocumento2 pagineData Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enkanteron6443Nessuna valutazione finora
- Arcelor Deep Draw MaterialDocumento7 pagineArcelor Deep Draw MaterialJayDadrassNessuna valutazione finora
- Technical Data: ApplicationsDocumento3 pagineTechnical Data: ApplicationssushmaxNessuna valutazione finora
- 24UTP Railway GBDocumento8 pagine24UTP Railway GBwpsssamsungNessuna valutazione finora
- Tata Steel Cutting Edges GuideDocumento2 pagineTata Steel Cutting Edges GuideKen SmithNessuna valutazione finora
- Basic Welding EngineeringDocumento60 pagineBasic Welding EngineeringYuwantoniAlNessuna valutazione finora
- Aisi 200 SeriesDocumento19 pagineAisi 200 Seriessgupta_192494Nessuna valutazione finora
- A514 Grade S Brochure 06-25-08Documento2 pagineA514 Grade S Brochure 06-25-08anjangandak2932Nessuna valutazione finora
- Esab DublexDocumento8 pagineEsab DublexSuphi YükselNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesDa EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNessuna valutazione finora
- 215 0 e S IDocumento16 pagine215 0 e S IBaihaki StNessuna valutazione finora
- Data Sheet PVC Belt 900025 - enDocumento3 pagineData Sheet PVC Belt 900025 - enBaihaki StNessuna valutazione finora
- 301 eDocumento16 pagine301 eBaihaki StNessuna valutazione finora
- Fuji Pressed Bearing B - p03 PDFDocumento2 pagineFuji Pressed Bearing B - p03 PDFBaihaki StNessuna valutazione finora
- Data Sheet for Polyurethane Green Conveyor BeltDocumento3 pagineData Sheet for Polyurethane Green Conveyor BeltBaihaki StNessuna valutazione finora
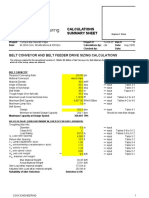
- Belt Conveyors With Shaft SizingDocumento5 pagineBelt Conveyors With Shaft SizingRakhi Mor100% (2)
- Data Sheet for E 12/2 U0/V/U2H MT Green BeltDocumento3 pagineData Sheet for E 12/2 U0/V/U2H MT Green BeltBaihaki StNessuna valutazione finora
- 304 - Fms - Transilon Calculation Methods Conveyor Belts - en PDFDocumento16 pagine304 - Fms - Transilon Calculation Methods Conveyor Belts - en PDFAndressa EgerNessuna valutazione finora
- Capacitance Multiplier Power Supply FilterDocumento7 pagineCapacitance Multiplier Power Supply FilterBaihaki StNessuna valutazione finora
- Steel Comp A Ration TableDocumento1 paginaSteel Comp A Ration TablekazdoelahNessuna valutazione finora
- Rubber Plastic MananufDocumento17 pagineRubber Plastic MananufBaihaki StNessuna valutazione finora
- Vertex Catalog Reply 1Documento1 paginaVertex Catalog Reply 1Alejandro HurtadoNessuna valutazione finora
- YANGLI JH21series Open Back PressDocumento6 pagineYANGLI JH21series Open Back PressBaihaki StNessuna valutazione finora
- YANGLI JH21series Open Back Press PDFDocumento6 pagineYANGLI JH21series Open Back Press PDFBaihaki StNessuna valutazione finora
- RT BanjarsariDocumento1 paginaRT BanjarsariBaihaki StNessuna valutazione finora
- Yadon YC1Documento1 paginaYadon YC1Baihaki St100% (1)
- Part CNC 1 Detail ModelDocumento1 paginaPart CNC 1 Detail ModelBaihaki StNessuna valutazione finora
- Induction MotorsDocumento28 pagineInduction MotorsMarvin MarcaidaNessuna valutazione finora
- Fuji Pressed Bearing B - p03Documento2 pagineFuji Pressed Bearing B - p03Baihaki StNessuna valutazione finora
- Volume 5 Design and Manufacturing of Hydraulic PressesDocumento64 pagineVolume 5 Design and Manufacturing of Hydraulic PressesBaihaki St100% (1)
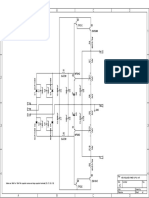
- Apex Regulated PSU - Nabuco Layout PDFDocumento4 pagineApex Regulated PSU - Nabuco Layout PDFBaihaki StNessuna valutazione finora
- Volume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesDocumento62 pagineVolume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesQ.S. Khan100% (5)
- Volume6 Hydraulic Seals Fluid Conductor and Hydraulic OilDocumento64 pagineVolume6 Hydraulic Seals Fluid Conductor and Hydraulic Oillink2u_007Nessuna valutazione finora
- VF PDFDocumento42 pagineVF PDFBaihaki StNessuna valutazione finora
- Volume6 Hydraulic Seals Fluid Conductor and Hydraulic OilDocumento64 pagineVolume6 Hydraulic Seals Fluid Conductor and Hydraulic Oillink2u_007Nessuna valutazione finora
- Volume-3. Study of Hydraulic Valves, Pumps, and AccumulatorsDocumento79 pagineVolume-3. Study of Hydraulic Valves, Pumps, and AccumulatorsQ.S. Khan100% (25)
- x3528 Enus 3528 PtprosellsDocumento2 paginex3528 Enus 3528 PtprosellsBaihaki StNessuna valutazione finora
- Antenna Tuner G3WMEDocumento2 pagineAntenna Tuner G3WMEfox7878100% (1)
- What Is Contemporary Literature? (10) : Personal Point of ViewDocumento5 pagineWhat Is Contemporary Literature? (10) : Personal Point of ViewJeremie F. AlejandroNessuna valutazione finora
- A Setback Is A Setup For A: ComebackDocumento6 pagineA Setback Is A Setup For A: Comebackjogross691100% (1)
- A+ Guide To Hardware, 4eDocumento62 pagineA+ Guide To Hardware, 4eepriyaa100% (4)
- The Inn That WandersDocumento2 pagineThe Inn That WandersTiago AcostaNessuna valutazione finora
- Miru KekDocumento3 pagineMiru KekCurtisRickmanNessuna valutazione finora
- Strength Training (For Teens) - Nemours KidsHealthDocumento1 paginaStrength Training (For Teens) - Nemours KidsHealthSlayerNessuna valutazione finora
- HCIP Datacom Advanced RS H12 831 - V1.0 ENUDocumento123 pagineHCIP Datacom Advanced RS H12 831 - V1.0 ENUguido.martini100% (2)
- Bertini - 12 Little Pieces - 1Documento12 pagineBertini - 12 Little Pieces - 1Pencils of Promise100% (1)
- Grittapas Weekly Report 23 29 Oct 08Documento3 pagineGrittapas Weekly Report 23 29 Oct 08Grittapas100% (1)
- AdditionDocumento26 pagineAdditionilu593Nessuna valutazione finora
- Group2 Rationale TitlesDocumento3 pagineGroup2 Rationale TitlesMacky VillarinoNessuna valutazione finora
- GO21 SRG As of Aug 10, 2016.odsDocumento559 pagineGO21 SRG As of Aug 10, 2016.odsdanproxyNessuna valutazione finora
- Tickets For Gardaland Amusement Park TiqetsDocumento1 paginaTickets For Gardaland Amusement Park Tiqetschichipster123Nessuna valutazione finora
- Juana Summers ResumeDocumento2 pagineJuana Summers Resumejmsw8dNessuna valutazione finora
- LASER 400: Assembly InstructionsDocumento8 pagineLASER 400: Assembly InstructionsbellscbNessuna valutazione finora
- Boyle Rhonda Boyle RobinDocumento36 pagineBoyle Rhonda Boyle RobinPriyanka BundhooNessuna valutazione finora
- (Hack) 007logan Swbes DatabaseDocumento31 pagine(Hack) 007logan Swbes Databaseloganc411Nessuna valutazione finora
- National Artists of The PhilippinesDocumento17 pagineNational Artists of The PhilippinesDeniseNessuna valutazione finora
- Packexpo18 PressDocumento4 paginePackexpo18 PressarunNessuna valutazione finora
- Structuralist Analysis of Stage FX's The MousetrapDocumento2 pagineStructuralist Analysis of Stage FX's The Mousetrapsuperwee100Nessuna valutazione finora
- Sentence Combining Packet 2Documento18 pagineSentence Combining Packet 2Andrea Iturra FigueroaNessuna valutazione finora
- Executive+Committee+Roster+ +february+2014Documento6 pagineExecutive+Committee+Roster+ +february+2014George SkinnerNessuna valutazione finora
- What is Caption TextDocumento10 pagineWhat is Caption TextByma debyo PrayogoNessuna valutazione finora
- The Beekeeper and The Bewitched Hare Exercise PDFDocumento2 pagineThe Beekeeper and The Bewitched Hare Exercise PDFsobia khan38% (8)
- STIGA Catalogue 2007Documento64 pagineSTIGA Catalogue 2007topph_dot_com100% (2)
- Quick Start Guide for 4CH 1080P MDVRDocumento10 pagineQuick Start Guide for 4CH 1080P MDVRMohammed BerroukechNessuna valutazione finora
- 1 - Camera - Operations - How To Maintain A Camera and Roles of A Camera OperatorDocumento22 pagine1 - Camera - Operations - How To Maintain A Camera and Roles of A Camera Operator18bumby JohnNessuna valutazione finora