Potrebbero piacerti anche
- Valve Procurement SpecsDocumento39 pagineValve Procurement Specsjoseph.maquez24100% (2)
- Technical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)Documento30 pagineTechnical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)jayakumar100% (1)
- DS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFDocumento2 pagineDS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFjhon smithNessuna valutazione finora
- T Type Strainer Butt Weld 1 PDFDocumento1 paginaT Type Strainer Butt Weld 1 PDFprashant mishraNessuna valutazione finora
- MR For Ball ValvesDocumento12 pagineMR For Ball Valvesengr_umer_01100% (1)
- Data Sheet For Ball ValveDocumento6 pagineData Sheet For Ball ValveTauqueerAhmadNessuna valutazione finora
- T-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight GlassDocumento3 pagineT-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight Glassvinoj chandranNessuna valutazione finora
- Specifications of LR BendDocumento11 pagineSpecifications of LR BendPrafulla PatilNessuna valutazione finora
- Flexible Hose DatasheetDocumento7 pagineFlexible Hose DatasheetchintanNessuna valutazione finora
- Datasheet Anchor FlangeDocumento1 paginaDatasheet Anchor FlangeHafiz Ashadi100% (1)
- 1308-306-MEC-DTS-001 - Rev.1 - Cryogenic Flexible HoseDocumento3 pagine1308-306-MEC-DTS-001 - Rev.1 - Cryogenic Flexible HoseKira RaNessuna valutazione finora
- PTS - Piping Material Specification - 3C1 - R0Documento38 paginePTS - Piping Material Specification - 3C1 - R0Keyur ChaudhariNessuna valutazione finora
- EIL Ball ValveDocumento128 pagineEIL Ball Valvekunal100% (1)
- VALVE SPECIFICATIONDocumento112 pagineVALVE SPECIFICATIONjoseph.maquez24Nessuna valutazione finora
- Bolt Tightening Procedure GuideDocumento6 pagineBolt Tightening Procedure Guideal arabiNessuna valutazione finora
- PEL-PIP-SPC-002 Piping-Specification Piping Material ClasDocumento29 paginePEL-PIP-SPC-002 Piping-Specification Piping Material ClasIndra HarapanNessuna valutazione finora
- DWS 2510 Valve SpecificationDocumento7 pagineDWS 2510 Valve SpecificationsudjonoNessuna valutazione finora
- 2002000-Piping Material SpecificationsDocumento63 pagine2002000-Piping Material SpecificationsRaju NaiduNessuna valutazione finora
- 6-44-0005 Rev 7Documento446 pagine6-44-0005 Rev 7MDhana SekarNessuna valutazione finora
- 1 Engg DBD PP 010Documento19 pagine1 Engg DBD PP 010sanketNessuna valutazione finora
- Eil SpecDocumento37 pagineEil SpecJames100% (1)
- PEC-En-GDE-L-10028 - Design Guidelines For Jacketed PipingDocumento9 paginePEC-En-GDE-L-10028 - Design Guidelines For Jacketed PipingAkshay DesaiNessuna valutazione finora
- Gate Valves Material RequisitionDocumento43 pagineGate Valves Material RequisitionAHMEDMALAHYNessuna valutazione finora
- Data Sheet Sight GlassDocumento5 pagineData Sheet Sight GlassAdhya RazanNessuna valutazione finora
- Datasheets For Bucket Type StrainerDocumento2 pagineDatasheets For Bucket Type StrainerbecpavanNessuna valutazione finora
- Pages From ONGC-SPEC-02-MS-03Documento12 paginePages From ONGC-SPEC-02-MS-03Prathamesh OmtechNessuna valutazione finora
- Velan Forged Steel Gate Globe Checks PDFDocumento25 pagineVelan Forged Steel Gate Globe Checks PDFsunil kumarNessuna valutazione finora
- SA 980 P 11430 CS FGD Ball Valve Rev T02Documento3 pagineSA 980 P 11430 CS FGD Ball Valve Rev T02altipatlarNessuna valutazione finora
- Eil BPCL Kochi Qap For NDTDocumento351 pagineEil BPCL Kochi Qap For NDTDoddi Prasad100% (1)
- Piping Material Specification 2010014 00 l0 Gs 001Documento215 paginePiping Material Specification 2010014 00 l0 Gs 001Wilson Xavier Orbea Bracho100% (1)
- Ongc 2004a Rev 7Documento78 pagineOngc 2004a Rev 7dzardoniNessuna valutazione finora
- Datasheet For Strainer.Documento7 pagineDatasheet For Strainer.venka07Nessuna valutazione finora
- WPS 03 GtawDocumento3 pagineWPS 03 GtawBiswajit DeyNessuna valutazione finora
- Data Sheet For Special Check Valve (Non-Slam) : Dahej Petrochemical ComplexDocumento2 pagineData Sheet For Special Check Valve (Non-Slam) : Dahej Petrochemical ComplexSteve WanNessuna valutazione finora
- Pipe Fittings STDDocumento4 paginePipe Fittings STDimrancenakkNessuna valutazione finora
- Pipe Support StandardDocumento32 paginePipe Support StandardHema Nandh100% (1)
- Check Valve Data SheetDocumento1 paginaCheck Valve Data SheetJèfrì PìnémNessuna valutazione finora
- Tractebel SpecificationDocumento69 pagineTractebel SpecificationShyam MurugesanNessuna valutazione finora
- Data Sheet For Barred Tee 010719 PDFDocumento1 paginaData Sheet For Barred Tee 010719 PDFkandraNessuna valutazione finora
- Utility Gate Valve Data SheetsDocumento9 pagineUtility Gate Valve Data SheetsArunkumarNessuna valutazione finora
- 6 44 0005 Rev5 PDFDocumento439 pagine6 44 0005 Rev5 PDFprasadNessuna valutazione finora
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Documento31 pagineStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaNessuna valutazione finora
- VMS 1Documento121 pagineVMS 1Subash ChandraboseNessuna valutazione finora
- HFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedDocumento77 pagineHFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedVignesh Panchabakesan100% (1)
- Elbows for Piping SystemsDocumento9 pagineElbows for Piping SystemsPetropipe AcademyNessuna valutazione finora
- Piping Material Class for Oman SRIP ProjectDocumento1.507 paginePiping Material Class for Oman SRIP ProjectMidhun K ChandraboseNessuna valutazione finora
- 6 44 0005 A2Documento25 pagine6 44 0005 A2S.selvakumarNessuna valutazione finora
- Rack Loading-Aramco (Master)Documento5 pagineRack Loading-Aramco (Master)WahidfunNessuna valutazione finora
- EIL SpecificationsDocumento93 pagineEIL SpecificationsAnand GNessuna valutazione finora
- Halfaya Project Surface Facility Piping SpecificationDocumento77 pagineHalfaya Project Surface Facility Piping SpecificationVignesh Panchabakesan67% (3)
- EIL Spec For BoltsDocumento5 pagineEIL Spec For Boltssachinchavan1981Nessuna valutazione finora
- KOC Pig Launcher Receiver SpecificationDocumento9 pagineKOC Pig Launcher Receiver Specificationgalih santosoNessuna valutazione finora
- Vol 2 Technical 20180703 181711 PDFDocumento116 pagineVol 2 Technical 20180703 181711 PDFMEHDINessuna valutazione finora
- Gen-Spc-Pip-5050 - Rev. BDocumento40 pagineGen-Spc-Pip-5050 - Rev. BAHMED AMIRANessuna valutazione finora
- Flow TeeDocumento1 paginaFlow TeeMahesh BhansaliNessuna valutazione finora
- Gas supply pig launcher datasheetDocumento9 pagineGas supply pig launcher datasheetOlusayoNessuna valutazione finora
- Annexure To SOW 10 Standard Specification For Steam TracingDocumento9 pagineAnnexure To SOW 10 Standard Specification For Steam TracingASHISH GORDENessuna valutazione finora
- Technical Notes and Specifications Part CDocumento29 pagineTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- Gate Valve Specification for Fuel Gas Supply ProjectDocumento14 pagineGate Valve Specification for Fuel Gas Supply Projectmoonstar_dme100% (1)
- Chapter 3: Navigating DrawingDocumento1 paginaChapter 3: Navigating DrawingNilesh MistryNessuna valutazione finora
- Quality Manual Rev 11 No NamesDocumento27 pagineQuality Manual Rev 11 No NamesNilesh MistryNessuna valutazione finora
- Tap1 401 1Documento1 paginaTap1 401 1Nilesh MistryNessuna valutazione finora
- Erosion and Corrosion in Piping Systems For Sea Water: GuidelinesDocumento9 pagineErosion and Corrosion in Piping Systems For Sea Water: GuidelinesAston MartinNessuna valutazione finora
- AXENMS0045Documento72 pagineAXENMS0045shareyhouNessuna valutazione finora
- DNV - CN7 Non-Destructive TestingDocumento1 paginaDNV - CN7 Non-Destructive TestingNilesh MistryNessuna valutazione finora
- CQI IRCA ISO90012015 White PaperDocumento6 pagineCQI IRCA ISO90012015 White PaperHina KhurshidNessuna valutazione finora
- W-P-10-01 - Design Validation TestProcedure - BALL VALVE PR2 ANNEX FDocumento6 pagineW-P-10-01 - Design Validation TestProcedure - BALL VALVE PR2 ANNEX FPalkesh TrivediNessuna valutazione finora
- Steelmaking and Semi Finished Products Intend-Ed For Further Processing by Rolling or Forg - INGDocumento6 pagineSteelmaking and Semi Finished Products Intend-Ed For Further Processing by Rolling or Forg - INGNilesh MistryNessuna valutazione finora
- DNV Standard1-2 PDFDocumento13 pagineDNV Standard1-2 PDFSteve MorrisonNessuna valutazione finora
- ANSI standards pipe specificationsDocumento2 pagineANSI standards pipe specificationsAhmed Jameel100% (1)
- Standards in The Valve IndustryDocumento2 pagineStandards in The Valve IndustryessnelsonNessuna valutazione finora
- MSS and ASME valve standards guideDocumento2 pagineMSS and ASME valve standards guideNilesh MistryNessuna valutazione finora
- Codes & Standards For Natural GasDocumento13 pagineCodes & Standards For Natural Gasharikrishnanpd3327Nessuna valutazione finora
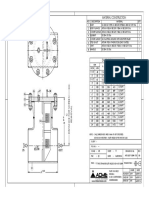
- Oxygen Pressure Reducing Station AssemblyDocumento1 paginaOxygen Pressure Reducing Station AssemblyNilesh MistryNessuna valutazione finora
- 10 Guidance Notes - 0Documento23 pagine10 Guidance Notes - 0Nilesh MistryNessuna valutazione finora
- Usage Reporting Dashboard - TechstreetDocumento2 pagineUsage Reporting Dashboard - TechstreetNilesh MistryNessuna valutazione finora
- Checklist of ISO 9001 2015 Mandatory Documentation enDocumento9 pagineChecklist of ISO 9001 2015 Mandatory Documentation enfcleong6988% (8)
- 2014 68 Eu PDFDocumento96 pagine2014 68 Eu PDFAlienshow100% (1)
- API 600 Overview - Steel Gate Valves - Flanged and Buttwelding Ends, Bolted BonnetsDocumento2 pagineAPI 600 Overview - Steel Gate Valves - Flanged and Buttwelding Ends, Bolted BonnetsNilesh MistryNessuna valutazione finora
- API 600 - Presentation - Steel Gate Valves - Flanged & Bulttwelding Ends, Bolted BonnetDocumento75 pagineAPI 600 - Presentation - Steel Gate Valves - Flanged & Bulttwelding Ends, Bolted BonnetNilesh Mistry100% (4)
- API 6D Overview - Pipeline & Piping ValvesDocumento3 pagineAPI 6D Overview - Pipeline & Piping ValvesNilesh MistryNessuna valutazione finora
- Valve Testing GuidelinesDocumento4 pagineValve Testing GuidelinesNilesh MistryNessuna valutazione finora
- High Pressure Cast Steel: Sempell Dewrance Parallel Slide Gate ValvesDocumento20 pagineHigh Pressure Cast Steel: Sempell Dewrance Parallel Slide Gate ValvesbagusNessuna valutazione finora
- 2014 Pipe Relining Guide PDFDocumento40 pagine2014 Pipe Relining Guide PDFSim Khoon AunNessuna valutazione finora
- ALDEC G2-95 Decanter & Controls Operation and Maintenance ManualDocumento250 pagineALDEC G2-95 Decanter & Controls Operation and Maintenance ManualJenny Fares83% (6)
- Japan: EDI CT OF GovernmentDocumento17 pagineJapan: EDI CT OF GovernmentfatimahNessuna valutazione finora
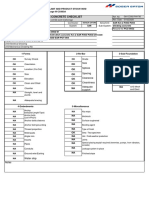
- Pre-Concreting Checklist Ditch Concrete KM 2 SAR P205-P203 Leftt SideDocumento2 paginePre-Concreting Checklist Ditch Concrete KM 2 SAR P205-P203 Leftt SideMvomoNessuna valutazione finora
- PLATE 2 HydraulicsDocumento8 paginePLATE 2 HydraulicsMarrian AlamagNessuna valutazione finora
- Witnessing Matrix and Notification ProcedureDocumento18 pagineWitnessing Matrix and Notification ProcedureAhmed AbidNessuna valutazione finora
- 39 Mouse-PadDocumento1 pagina39 Mouse-Padzhang_taoNessuna valutazione finora
- Samsung Electronics' DVM S 30HP VRF System Saves Space and CostDocumento72 pagineSamsung Electronics' DVM S 30HP VRF System Saves Space and CostEl Manú ManúNessuna valutazione finora
- Drillmax Float Valve BrochureDocumento16 pagineDrillmax Float Valve BrochureMoni FraileNessuna valutazione finora
- Work SheetDocumento51 pagineWork SheetAjaykumar GodeNessuna valutazione finora
- List Part MitshubisiDocumento6 pagineList Part MitshubisiNurBudi NugrohoNessuna valutazione finora
- Superior Downhole Tools: 75 YearsDocumento20 pagineSuperior Downhole Tools: 75 YearsTaras ByloNessuna valutazione finora
- Float Switch AKS 38: Technical BrochureDocumento8 pagineFloat Switch AKS 38: Technical BrochureCarlos Avila MiguelNessuna valutazione finora
- QCR W 2001Documento4 pagineQCR W 2001Madhan KannanNessuna valutazione finora
- Heat Exchangers Ver A 2018Documento19 pagineHeat Exchangers Ver A 2018Hemant SolankiNessuna valutazione finora
- 8495 Simple+Stresses Thin+WalledDocumento18 pagine8495 Simple+Stresses Thin+WalledLencie Dela CruzNessuna valutazione finora
- Resume: Career ObjectiveDocumento3 pagineResume: Career ObjectiveAkhil AhmedNessuna valutazione finora
- Asme 2019 Sec VIII Div 1 Key ChangesDocumento80 pagineAsme 2019 Sec VIII Div 1 Key Changesjay velNessuna valutazione finora
- uPVC Soil, Waste and Rain Water Drainage System Technical ManualDocumento40 pagineuPVC Soil, Waste and Rain Water Drainage System Technical ManualNikita KadamNessuna valutazione finora
- Painting Standard ListDocumento15 paginePainting Standard Listvikas dahiyaNessuna valutazione finora
- Excersise CH 5Documento6 pagineExcersise CH 5Ab AnNessuna valutazione finora
- Piping Codes & Standards - Piping GuideDocumento8 paginePiping Codes & Standards - Piping Guideabhilibra14Nessuna valutazione finora
- Cathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Documento4 pagineCathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Alex OliveiraNessuna valutazione finora
- Alfa Laval Dryplus 3 Shell and Tube Evaporator Brochure PDFDocumento24 pagineAlfa Laval Dryplus 3 Shell and Tube Evaporator Brochure PDFClaudiu Popica100% (1)
- ID-SNP-SOME-3010-520087-P-SNP-IPP - Rev0.4 PIPELINE HYDROSTATIC TESTING PROCEDURE PDFDocumento63 pagineID-SNP-SOME-3010-520087-P-SNP-IPP - Rev0.4 PIPELINE HYDROSTATIC TESTING PROCEDURE PDFrizkiNessuna valutazione finora
- Storage Tanks and Pressure VesselsDocumento18 pagineStorage Tanks and Pressure VesselsBabylyn Austria100% (1)
- Case Studies of WPS Implementation (Taskii)Documento3 pagineCase Studies of WPS Implementation (Taskii)Muzni IfnandarNessuna valutazione finora
- Komatsu Hydraulic Excavator Pc290lc 290nlc 6k Shop ManualDocumento20 pagineKomatsu Hydraulic Excavator Pc290lc 290nlc 6k Shop Manualmallory100% (47)
- Operating Instructions: Dynamic Cone Penetration Test ApparatusDocumento6 pagineOperating Instructions: Dynamic Cone Penetration Test Apparatussupendra phuyalNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveDa EverandUnderstanding Automotive Electronics: An Engineering PerspectiveValutazione: 3.5 su 5 stelle3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDa EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNessuna valutazione finora
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- 507 Mechanical Movements: Mechanisms and DevicesDa Everand507 Mechanical Movements: Mechanisms and DevicesValutazione: 4 su 5 stelle4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDa EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryValutazione: 4 su 5 stelle4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- The User's Journey: Storymapping Products That People LoveDa EverandThe User's Journey: Storymapping Products That People LoveValutazione: 3.5 su 5 stelle3.5/5 (8)
- Electrical Principles and Technology for EngineeringDa EverandElectrical Principles and Technology for EngineeringValutazione: 4 su 5 stelle4/5 (4)
- Operational Amplifier Circuits: Analysis and DesignDa EverandOperational Amplifier Circuits: Analysis and DesignValutazione: 4.5 su 5 stelle4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableDa EverandDesign Is The Problem: The Future of Design Must Be SustainableValutazione: 1.5 su 5 stelle1.5/5 (2)
- The Designer's Guide to the Cortex-M Processor FamilyDa EverandThe Designer's Guide to the Cortex-M Processor FamilyNessuna valutazione finora
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDa EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorValutazione: 4 su 5 stelle4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldDa EverandIconic Advantage: Don’t Chase the New, Innovate the OldValutazione: 4 su 5 stelle4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsDa EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNessuna valutazione finora
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerDa EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerValutazione: 5 su 5 stelle5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDa EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationValutazione: 4.5 su 5 stelle4.5/5 (2)