Potrebbero piacerti anche
- Mechanical Engineering Reference Manual PDFDocumento5 pagineMechanical Engineering Reference Manual PDFJ0% (1)
- Construction and Application of Heat SensorDocumento42 pagineConstruction and Application of Heat Sensorokereke ebuka87% (23)
- Cooling Techniques For Electronic Equipment PDFDocumento471 pagineCooling Techniques For Electronic Equipment PDFeduardoquijada100% (1)
- The Pelleting ProcessDocumento50 pagineThe Pelleting Processwilsonmeneses2014100% (1)
- Managing Mill Maintenance - Roller Mill MaintenanceDocumento7 pagineManaging Mill Maintenance - Roller Mill MaintenanceMilling and Grain magazine100% (1)
- Pelleting Handbook Gb04Documento152 paginePelleting Handbook Gb04eliesergs91% (11)
- Atmospheric Factors Affecting The Corrosion of Engineering Metals - ASTMDocumento240 pagineAtmospheric Factors Affecting The Corrosion of Engineering Metals - ASTMsamynathan_bvsNessuna valutazione finora
- Feed Mill: DR / Hesham KOTB Alwadi Poultry Company Veterinary Section HeadDocumento165 pagineFeed Mill: DR / Hesham KOTB Alwadi Poultry Company Veterinary Section HeadTan Thinh Nguyen100% (1)
- 01 - SLNFy - 001 - 200609 (EN)Documento20 pagine01 - SLNFy - 001 - 200609 (EN)Twfeek Ahmed100% (1)
- Pelleting ProcessDocumento59 paginePelleting ProcessMinh PhamNessuna valutazione finora
- 13 - Ivan Ilic - Feed Mill EfficiencyDocumento34 pagine13 - Ivan Ilic - Feed Mill EfficiencysuvarnarajedoliNessuna valutazione finora
- E - Effect of Die Thickness and Pellet Mill Throughput PDFDocumento32 pagineE - Effect of Die Thickness and Pellet Mill Throughput PDFPhúc Vũ Viết Phúc100% (1)
- Conditioning Pelleting Cooling 2011Documento72 pagineConditioning Pelleting Cooling 2011Celester G. Fernandez100% (1)
- Capacity Engineering Questions: Production ProcessesDocumento2 pagineCapacity Engineering Questions: Production Processestrucnguyenvan2012Nessuna valutazione finora
- Feed Mill InfoDocumento33 pagineFeed Mill InfoSapelNessuna valutazione finora
- Pelleting Technology: Gerry Maroulis Sales Manager Latin America CPM Waterloo, Iowa, USADocumento13 paginePelleting Technology: Gerry Maroulis Sales Manager Latin America CPM Waterloo, Iowa, USACarlos ReinosoNessuna valutazione finora
- GTE - Muyang Product Catalogue 2009Documento25 pagineGTE - Muyang Product Catalogue 2009Mark Simpson100% (1)
- Muyang Mixing TechnologyDocumento56 pagineMuyang Mixing Technologymarkodzajic100% (2)
- FTNW08 HeimannDocumento57 pagineFTNW08 HeimannMaru MaruNessuna valutazione finora
- Novus Knowledge Webinar - Feed Milling For Sustainable Food Production - Feed Mill Biosecurity - Dr. Charles Stark PDFDocumento43 pagineNovus Knowledge Webinar - Feed Milling For Sustainable Food Production - Feed Mill Biosecurity - Dr. Charles Stark PDFaradhya bhatiya0% (1)
- Optimal Sizing of Counterflow Cooler For PelletsDocumento72 pagineOptimal Sizing of Counterflow Cooler For PelletsChristian MavarezNessuna valutazione finora
- Cereal Technology NotesDocumento45 pagineCereal Technology Notesgrace mwenjeNessuna valutazione finora
- (Kuliah 9) - PelletingDocumento26 pagine(Kuliah 9) - PelletingAGITA GINTING IPBNessuna valutazione finora
- Conditioner Drive Belt/ChainDocumento4 pagineConditioner Drive Belt/ChainHalili Charlie JayNessuna valutazione finora
- Critical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and ProcedureDocumento2 pagineCritical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and Proceduretrucnguyenvan2012Nessuna valutazione finora
- Critical Task Product Integrity Manual For Mixing. Mixing CertificationDocumento2 pagineCritical Task Product Integrity Manual For Mixing. Mixing Certificationtrucnguyenvan2012Nessuna valutazione finora
- vVIBRAX - SIEBTECHNIK GMBH PDFDocumento32 paginevVIBRAX - SIEBTECHNIK GMBH PDFzamburittiNessuna valutazione finora
- Factors Affecting Pellet Durability IndexDocumento21 pagineFactors Affecting Pellet Durability IndexAbdullah Javed100% (5)
- Grain Drying and DryerDocumento15 pagineGrain Drying and DryerrevandifitroNessuna valutazione finora
- Processes 09warehousingDocumento1 paginaProcesses 09warehousingtrucnguyenvan2012Nessuna valutazione finora
- Hammer Mill, Feeder DFZC-0655 / DFZC-400: Pitstop - MaintenanceDocumento4 pagineHammer Mill, Feeder DFZC-0655 / DFZC-400: Pitstop - Maintenanceghazi trikiNessuna valutazione finora
- Non Thermal Food ProcessingDocumento33 pagineNon Thermal Food ProcessingsantoshNessuna valutazione finora
- Double Shaft Paddle MixerDocumento4 pagineDouble Shaft Paddle MixerAntonio ReisNessuna valutazione finora
- High Pressure Processing Technology in Milk ProcessingDocumento27 pagineHigh Pressure Processing Technology in Milk ProcessingAli AkhtarNessuna valutazione finora
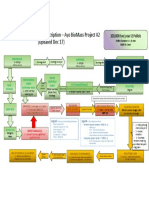
- Process Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Documento1 paginaProcess Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Nguyên Võ TriệuNessuna valutazione finora
- Physical Quality of Pelleted FeedDocumento257 paginePhysical Quality of Pelleted FeedandypakuNessuna valutazione finora
- Corn Starchmanufacturing 170416190429 PDFDocumento51 pagineCorn Starchmanufacturing 170416190429 PDFAjay Sharma100% (1)
- Hammer Milling and Jet Milling FundamentalsDocumento7 pagineHammer Milling and Jet Milling Fundamentalsamarnath jagirdarNessuna valutazione finora
- Parboiling Ankit SeminarDocumento17 pagineParboiling Ankit Seminarankit. 9405274660100% (1)
- PARBOILING AND DRYING PLANT APPLICATIONSDocumento25 paginePARBOILING AND DRYING PLANT APPLICATIONSShivaz SharmaNessuna valutazione finora
- FST 559 Unit Operations Mixing: Chapter OutcomesDocumento63 pagineFST 559 Unit Operations Mixing: Chapter OutcomesnajwaNessuna valutazione finora
- Pelleting HistoryDocumento7 paginePelleting HistoryKarim Salum VillavicencioNessuna valutazione finora
- Pellet MillDocumento2 paginePellet Millchaudhas100% (1)
- Session 3 - Online Milling School HandoutDocumento82 pagineSession 3 - Online Milling School HandoutMd. Mijanur Rahman100% (1)
- Diamond Flour Mill Project ReportDocumento38 pagineDiamond Flour Mill Project ReportSanni Tajudeen OlugbengaNessuna valutazione finora
- CPM 7900 Wood Pellet Mill GuideDocumento2 pagineCPM 7900 Wood Pellet Mill GuideJosé Alberto Andrade Díaz100% (1)
- Lab 4 - Parboiling Rice MillingDocumento4 pagineLab 4 - Parboiling Rice MillingKishoree Krishna Kumaree100% (1)
- SOP - Startup Shutdown and Operation of Coal MillDocumento2 pagineSOP - Startup Shutdown and Operation of Coal MillJCSNessuna valutazione finora
- Critical Task Procedures Product Integrity Manual For Pelleting. Safety Manual Pellet Mill Certification ManualDocumento3 pagineCritical Task Procedures Product Integrity Manual For Pelleting. Safety Manual Pellet Mill Certification Manualtrucnguyenvan2012Nessuna valutazione finora
- Wheat Grain QualityDocumento14 pagineWheat Grain QualityMelikteNessuna valutazione finora
- Paddy Rice MillingDocumento14 paginePaddy Rice Millingnavdeepjindal680% (1)
- Mills - CatalogDocumento4 pagineMills - Catalogdéborah_rosalesNessuna valutazione finora
- Fls Ball MillDocumento8 pagineFls Ball Millrazen_inNessuna valutazione finora
- Ott Advance Mixing v3 WebDocumento22 pagineOtt Advance Mixing v3 WebKeli MoraesNessuna valutazione finora
- Pcms C Manual Afb - Master 2.02Documento49 paginePcms C Manual Afb - Master 2.02Carlos Moraga MancillaNessuna valutazione finora
- Seed Cleaning MachineDocumento2 pagineSeed Cleaning MachineDidier SanonNessuna valutazione finora
- Corn Wet Milling Brochure 12209Documento8 pagineCorn Wet Milling Brochure 12209amanawatNessuna valutazione finora
- Bucket Elevator Monitoring PDFDocumento7 pagineBucket Elevator Monitoring PDFbulentbulutNessuna valutazione finora
- Feedmill ArticleDocumento14 pagineFeedmill ArticleOlajide Emmanuel OlorunfemiNessuna valutazione finora
- AA Broiler Handbook2014i EN PDFDocumento148 pagineAA Broiler Handbook2014i EN PDFGirish KumarNessuna valutazione finora
- Operating Manual: Tietjen Hammermill Type FD 25Documento68 pagineOperating Manual: Tietjen Hammermill Type FD 25Đức NguyễnNessuna valutazione finora
- Dryer Catalogue PDFDocumento4 pagineDryer Catalogue PDFAnonymous Q9i062VNessuna valutazione finora
- Feed manufacturing The Ultimate Step-By-Step GuideDa EverandFeed manufacturing The Ultimate Step-By-Step GuideNessuna valutazione finora
- Injection Moulding New.Documento156 pagineInjection Moulding New.krishnaNessuna valutazione finora
- Technical Manual Metsec Mezzanine FloorsDocumento23 pagineTechnical Manual Metsec Mezzanine FloorsMusheer BashaNessuna valutazione finora
- Rice Bran Oil's Unique Nutritional BenefitsDocumento25 pagineRice Bran Oil's Unique Nutritional BenefitsMusheer BashaNessuna valutazione finora
- Instruction Manual: Compact Vibrating Fork Level SwitchDocumento13 pagineInstruction Manual: Compact Vibrating Fork Level SwitchMusheer BashaNessuna valutazione finora
- Knife Edge Gate Valve O&m ManualDocumento6 pagineKnife Edge Gate Valve O&m ManualMusheer BashaNessuna valutazione finora
- Alphatech Steels FlyerDocumento4 pagineAlphatech Steels FlyerMusheer BashaNessuna valutazione finora
- Hexane Tank Calibration ChartDocumento1 paginaHexane Tank Calibration ChartMusheer BashaNessuna valutazione finora
- ENG List of Entry Point ProjectsDocumento11 pagineENG List of Entry Point ProjectsKhoonShihHsienNessuna valutazione finora
- Ecoware Brochure 07 2020Documento35 pagineEcoware Brochure 07 2020Musheer BashaNessuna valutazione finora
- Soybean Oil Specific Heat PDFDocumento5 pagineSoybean Oil Specific Heat PDFMusheer BashaNessuna valutazione finora
- Centrifugal FanDocumento1 paginaCentrifugal FanMusheer BashaNessuna valutazione finora
- BOQDocumento3 pagineBOQMusheer BashaNessuna valutazione finora
- Read and Understand Owner's Manual for SP4 Grain SpreaderDocumento14 pagineRead and Understand Owner's Manual for SP4 Grain SpreaderMusheer BashaNessuna valutazione finora
- Ladakh Road Map Vargis KhanDocumento1 paginaLadakh Road Map Vargis KhanMusheer BashaNessuna valutazione finora
- MG HectorDocumento13 pagineMG Hectordheeraj tanejaNessuna valutazione finora
- 10 TPH BoilerDocumento1 pagina10 TPH BoilerMusheer BashaNessuna valutazione finora
- Cotton Seed Plant Processing DescriptionDocumento9 pagineCotton Seed Plant Processing DescriptionMusheer BashaNessuna valutazione finora
- Hammermill Hi-ResDocumento4 pagineHammermill Hi-ResMusheer BashaNessuna valutazione finora
- WER Buying A Wind TurbineDocumento13 pagineWER Buying A Wind TurbineMusheer BashaNessuna valutazione finora
- Blade DevelopmentDocumento1 paginaBlade DevelopmentMusheer BashaNessuna valutazione finora
- Pneumatic Grain Conveying Systems GuideDocumento16 paginePneumatic Grain Conveying Systems GuideMusheer BashaNessuna valutazione finora
- Mimic of Solvent Extraction PlantDocumento1 paginaMimic of Solvent Extraction PlantMusheer BashaNessuna valutazione finora
- SSI Units - Exemption Under Central Excise - Excise ArticlesDocumento10 pagineSSI Units - Exemption Under Central Excise - Excise ArticlesMusheer BashaNessuna valutazione finora
- CNC Profile Cutting MachineDocumento2 pagineCNC Profile Cutting MachineMusheer BashaNessuna valutazione finora
- Malay InterimDocumento36 pagineMalay InterimMusheer BashaNessuna valutazione finora
- Rising Film Evaporator TimeDocumento2 pagineRising Film Evaporator TimeMusheer BashaNessuna valutazione finora
- Analysis and Design of Air-Jet Pumps For Pneumatic TransportationDocumento302 pagineAnalysis and Design of Air-Jet Pumps For Pneumatic TransportationMusheer BashaNessuna valutazione finora
- Complete Haj GuideDocumento79 pagineComplete Haj GuideMusheer BashaNessuna valutazione finora
- DB Pump CurvesDocumento70 pagineDB Pump CurvesMusheer Basha75% (12)
- Vibrating ConveyorsDocumento28 pagineVibrating ConveyorsMusheer BashaNessuna valutazione finora
- Experiment 2: Free & Forced Convection Heat TransferDocumento10 pagineExperiment 2: Free & Forced Convection Heat TransferIrfan AmeenNessuna valutazione finora
- ENSY5000 hwk5Documento1 paginaENSY5000 hwk5Vishal PatwariNessuna valutazione finora
- Condensation HMTDocumento22 pagineCondensation HMTbalakalees100% (1)
- ChE 0101 Final ReportDocumento29 pagineChE 0101 Final ReportPaartiban PaneerselvamNessuna valutazione finora
- Botany SyllabusDocumento30 pagineBotany SyllabusKuljeet KasniyaNessuna valutazione finora
- 1970 US Army Vietnam War Artillery Meteorology 321pDocumento320 pagine1970 US Army Vietnam War Artillery Meteorology 321pwwwsurvivalebookscom100% (1)
- Chapter-11 Heat & ThermodynamicsDocumento6 pagineChapter-11 Heat & ThermodynamicsAyush sharmaNessuna valutazione finora
- CHAPTER # 4 Fluid KinematicsDocumento53 pagineCHAPTER # 4 Fluid KinematicszabidullahNessuna valutazione finora
- Heat Energy WorksheetDocumento3 pagineHeat Energy Worksheetfakhar.0917Nessuna valutazione finora
- Modelling Earth's Mantle Thermal EvolutionDocumento3 pagineModelling Earth's Mantle Thermal EvolutionharryNessuna valutazione finora
- THERMOREGULATION - A Process That Allows Your Body To Maintain Its Core Internal Temperature. AllDocumento1 paginaTHERMOREGULATION - A Process That Allows Your Body To Maintain Its Core Internal Temperature. AllKeisha BartolataNessuna valutazione finora
- WASET 2011 Conference ProceedingsDocumento13 pagineWASET 2011 Conference ProceedingsdevmorganNessuna valutazione finora
- Topic 2.4 WsDocumento2 pagineTopic 2.4 WsCataNessuna valutazione finora
- 5-2 Review Sheet With Answers-1Documento6 pagine5-2 Review Sheet With Answers-1machinel19830% (1)
- S3 PHYSICS Unit-3 6 Revision NoteDocumento15 pagineS3 PHYSICS Unit-3 6 Revision NoteDaniel CannywoodNessuna valutazione finora
- 11-Flues and ChimneysDocumento97 pagine11-Flues and ChimneysRajeshNessuna valutazione finora
- Rethink Specifications For Fired HeatersDocumento7 pagineRethink Specifications For Fired HeatersAhmed SeliemNessuna valutazione finora
- Explanation TexrDocumento8 pagineExplanation TexrKahlilNessuna valutazione finora
- Soran University Faculty of Engineering Chemical Engineering Department Fundamental of Heat TransferDocumento12 pagineSoran University Faculty of Engineering Chemical Engineering Department Fundamental of Heat TransferAeman GalalyNessuna valutazione finora
- HMT Assignment 2 With Page No.Documento4 pagineHMT Assignment 2 With Page No.guruseenuNessuna valutazione finora
- Estimation of Heat Losses From Process Piping and EquipmentDocumento3 pagineEstimation of Heat Losses From Process Piping and EquipmentChristian HermsdorfNessuna valutazione finora
- M.Tech MECH HPEDocumento48 pagineM.Tech MECH HPEy97146543Nessuna valutazione finora
- Thunderstorm FormationDocumento64 pagineThunderstorm FormationnagsraviNessuna valutazione finora
- HT TUT2 SolutionDocumento9 pagineHT TUT2 SolutionAsim UstadNessuna valutazione finora