Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Welding Consumables Handling Procedure.Documento5 pagineWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- Flame Spraying Gun Uni Spray JetDocumento5 pagineFlame Spraying Gun Uni Spray JetCristobal MontalbaNessuna valutazione finora
- NDT-Liquid Penetrant Testing - General Dynamics PDFDocumento328 pagineNDT-Liquid Penetrant Testing - General Dynamics PDFDESTINY SIMON100% (3)
- Sikadur 100Documento2 pagineSikadur 100the pilotNessuna valutazione finora
- Magnesia, Magnesia-Chrome, Magnesia-Spinel, Dolomite, Forsterite: Magnesia RefractoryDocumento10 pagineMagnesia, Magnesia-Chrome, Magnesia-Spinel, Dolomite, Forsterite: Magnesia RefractoryRishu DeyNessuna valutazione finora
- ZG103-35S Drilling Fluid Circulating Manifold User ManualDocumento11 pagineZG103-35S Drilling Fluid Circulating Manifold User ManualAhmed MagdNessuna valutazione finora
- Steel Pipe For Automatic Fire Sprinkler SystemsDocumento54 pagineSteel Pipe For Automatic Fire Sprinkler SystemsVuk MarovicNessuna valutazione finora
- Product and Process Information: As Of: June 2003Documento9 pagineProduct and Process Information: As Of: June 2003avinashchauhan2695Nessuna valutazione finora
- Din en 10327 9 - 2004 EnglishDocumento25 pagineDin en 10327 9 - 2004 EnglishAdolfo100% (1)
- HY80 Alloy Steels PDFDocumento3 pagineHY80 Alloy Steels PDFLuis GarciaNessuna valutazione finora
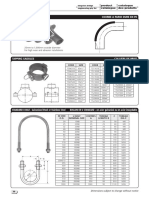
- U-Bolt 2Documento1 paginaU-Bolt 2Nanang RisdiantoNessuna valutazione finora
- Guide To CBN & PCD Turning Inserts: Section OrganizationDocumento66 pagineGuide To CBN & PCD Turning Inserts: Section OrganizationKasia MazurNessuna valutazione finora
- A B C D E F B' B'' C' C'' D' D'' E' A'' A': Reflected Ceiling PlanDocumento13 pagineA B C D E F B' B'' C' C'' D' D'' E' A'' A': Reflected Ceiling PlanSheenly CordovaNessuna valutazione finora
- Dry CleaningDocumento11 pagineDry CleaningNailah KaharNessuna valutazione finora
- Safety Tools - Product CatalogueDocumento16 pagineSafety Tools - Product CatalogueBusiness Development - PekanbaruNessuna valutazione finora
- PVC & CPVC PipeDocumento4 paginePVC & CPVC PipeHeiNessuna valutazione finora
- EME Unit 5 Lathe and Drilling Machines by Kalyan ChakravarthyDocumento51 pagineEME Unit 5 Lathe and Drilling Machines by Kalyan ChakravarthyRavichandran GNessuna valutazione finora
- Dual Shield II 101H4MDocumento2 pagineDual Shield II 101H4Madanmeneses1Nessuna valutazione finora
- 1) Un-Alloyed Steel: Rutile and Cellulosic: 48SP 51 54 55 D6 160 Galva 46 RR B7Documento151 pagine1) Un-Alloyed Steel: Rutile and Cellulosic: 48SP 51 54 55 D6 160 Galva 46 RR B7Ricardo DonselaarNessuna valutazione finora
- Unit 2 MFTDocumento43 pagineUnit 2 MFTDeepak MisraNessuna valutazione finora
- Drying Ethanol With ZeolyteDocumento2 pagineDrying Ethanol With ZeolyteemmanueldufourNessuna valutazione finora
- CAT60APIEDocumento48 pagineCAT60APIEJesus GuerraNessuna valutazione finora
- Sources of Defects in Brick MasonryDocumento3 pagineSources of Defects in Brick MasonrysuryakantameNessuna valutazione finora
- Cmci Cmci: Floor CoatDocumento2 pagineCmci Cmci: Floor Coatpravi3434Nessuna valutazione finora
- IonBond Multi-Purpose CoatingsDocumento2 pagineIonBond Multi-Purpose CoatingsMike SuttenbergNessuna valutazione finora
- No. Description Oper Date: Production Routing ChartDocumento2 pagineNo. Description Oper Date: Production Routing Chartpubg loversNessuna valutazione finora
- 5c2fbf03ff6cafbb934a0f04 - PT 112 PD PDFDocumento2 pagine5c2fbf03ff6cafbb934a0f04 - PT 112 PD PDFManoj Lalita GoswamiNessuna valutazione finora
- Astm A312-A312m-05Documento11 pagineAstm A312-A312m-05NadhiraNessuna valutazione finora
- 01-SAMSS-091 PDF Download - Oil Field Chemical Injection Skid SystemDocumento4 pagine01-SAMSS-091 PDF Download - Oil Field Chemical Injection Skid SystemZahidRafiqueNessuna valutazione finora
- What Is An Adhesives?Documento17 pagineWhat Is An Adhesives?Trnsttr ArtNessuna valutazione finora