Potrebbero piacerti anche
- Michael S. Lewis-Beck-Data Analysis - An Introduction, Issue 103-SAGE (1995)Documento119 pagineMichael S. Lewis-Beck-Data Analysis - An Introduction, Issue 103-SAGE (1995)ArletPR100% (1)
- Tootan Wala KhoohDocumento92 pagineTootan Wala KhoohBalram Ji100% (3)
- Route Card: Material SummaryDocumento7 pagineRoute Card: Material SummaryBalram Ji100% (1)
- A705F Schematic Circuit Diagram HALABTECHDocumento11 pagineA705F Schematic Circuit Diagram HALABTECHbcscneg0% (1)
- Comparing Steel Plate Grades Ebook PDFDocumento5 pagineComparing Steel Plate Grades Ebook PDFJayaseelan GNessuna valutazione finora
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesDa EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesValutazione: 4 su 5 stelle4/5 (1)
- Technical Delivery Condition: Applicable To Parts: Ring WCFN0055Documento4 pagineTechnical Delivery Condition: Applicable To Parts: Ring WCFN0055Balram JiNessuna valutazione finora
- Preventive Maintenance PlanDocumento3 paginePreventive Maintenance PlanBalram Ji86% (7)
- Student Exploration: Electron Configuration: 8-27-2005 Joshua Perez-LunaDocumento14 pagineStudent Exploration: Electron Configuration: 8-27-2005 Joshua Perez-LunaJoshua Perez-Luna67% (3)
- Sample CBAP Elicitation Scenario Based Questions Set 01Documento31 pagineSample CBAP Elicitation Scenario Based Questions Set 01Rubab Javaid100% (1)
- Assab TableDocumento8 pagineAssab TableIhfan MohdNessuna valutazione finora
- Grade 316 316LDocumento9 pagineGrade 316 316LvsajuNessuna valutazione finora
- 2205 InfoDocumento6 pagine2205 InfoMave75Nessuna valutazione finora
- Duplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedDocumento4 pagineDuplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedAndy PhoenixNessuna valutazione finora
- 2002catalog PDFDocumento21 pagine2002catalog PDFPH "Pete" PetersNessuna valutazione finora
- A Us TemperingDocumento46 pagineA Us TemperingPaul RosiahNessuna valutazione finora
- WC 6000Documento3 pagineWC 6000Sameer KhanNessuna valutazione finora
- PB Uddeholm Stavax Esr EnglishDocumento12 paginePB Uddeholm Stavax Esr EnglishDanu MamlukatNessuna valutazione finora
- 410S Data BulletinDocumento4 pagine410S Data BulletinkatchaniNessuna valutazione finora
- Grade 2205 DuplexDocumento9 pagineGrade 2205 Duplexkresimir.mikoc9765Nessuna valutazione finora
- Steel Handbook: Materials Reference BookDocumento35 pagineSteel Handbook: Materials Reference BookChinmoy BaruahNessuna valutazione finora
- Duplex Stainless SteelsDocumento7 pagineDuplex Stainless SteelsRizalzi BachtiarNessuna valutazione finora
- WaterfordDocumento12 pagineWaterfordCamilo MorenoNessuna valutazione finora
- Welding WireDocumento20 pagineWelding WirefoxmancementNessuna valutazione finora
- LSS A286Documento2 pagineLSS A286anhntran4850Nessuna valutazione finora
- Dievar D20140715Documento16 pagineDievar D20140715Keattikhun ChaichanaNessuna valutazione finora
- 25CR20NIDocumento2 pagine25CR20NIShariq KhanNessuna valutazione finora
- What Is Corten SteelDocumento11 pagineWhat Is Corten SteelNavneet SinghNessuna valutazione finora
- ASSAB PM 23 SuperClean Brochure English PDFDocumento12 pagineASSAB PM 23 SuperClean Brochure English PDFnithiNessuna valutazione finora
- 2003catalog PDFDocumento25 pagine2003catalog PDFPH "Pete" PetersNessuna valutazione finora
- Bimetallic FastenersDocumento8 pagineBimetallic FastenersMark Cristian Delas AlasNessuna valutazione finora
- Steels For Oil - Gas - ExplorationDocumento16 pagineSteels For Oil - Gas - Explorationدكتور مهندس جمال الشربينىNessuna valutazione finora
- ST Stainless CatalogueDocumento71 pagineST Stainless CatalogueBenjamin RattharojthakunNessuna valutazione finora
- North American Stainless: Long Products Stainless Steel Grade SheetDocumento8 pagineNorth American Stainless: Long Products Stainless Steel Grade Sheettejap314Nessuna valutazione finora
- Materials ProjectDocumento4 pagineMaterials Projectxtopherus124Nessuna valutazione finora
- Welding Domex SteelsDocumento16 pagineWelding Domex Steelspozolab100% (1)
- Arc Welding ElectrodesDocumento6 pagineArc Welding ElectrodeswaleedyossefNessuna valutazione finora
- Calmax D20140711 PDFDocumento12 pagineCalmax D20140711 PDFSinan YıldızNessuna valutazione finora
- Pro Dec PlateDocumento9 paginePro Dec PlateAbe VoigNessuna valutazione finora
- Die Casting GuidelinesDocumento12 pagineDie Casting GuidelinesMichael Arvin GabineteNessuna valutazione finora
- Hardox I WeldoxDocumento6 pagineHardox I Weldoxbosnamontaza5869Nessuna valutazione finora
- A 286 PropertiesDocumento1 paginaA 286 PropertiesJitendra SoniNessuna valutazione finora
- Assab - XW 10 D20140711Documento8 pagineAssab - XW 10 D20140711Orlando CellanNessuna valutazione finora
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Documento2 pagineAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiNessuna valutazione finora
- Wear Plate PDFDocumento19 pagineWear Plate PDFNorma SalazarNessuna valutazione finora
- Damasteel Martensitic Damascus SteelDocumento6 pagineDamasteel Martensitic Damascus SteelsurintanNessuna valutazione finora
- Soldadura de Hierro ColadoDocumento10 pagineSoldadura de Hierro ColadoclnNessuna valutazione finora
- 1.2 Mechanical Design: 1.2.1 Material Selection Based On Corrosion ResistanceDocumento12 pagine1.2 Mechanical Design: 1.2.1 Material Selection Based On Corrosion ResistanceYusuf Shano100% (1)
- Steel Bearings GuideDocumento13 pagineSteel Bearings Guidefog900Nessuna valutazione finora
- Welding Cast IronDocumento10 pagineWelding Cast IronRoberto CordovaNessuna valutazione finora
- 15-5 PHDocumento2 pagine15-5 PHfedaquiNessuna valutazione finora
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Documento10 pagineDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioNessuna valutazione finora
- Designing With Ductile IronDocumento4 pagineDesigning With Ductile IronCarlos LaoNessuna valutazione finora
- Atlas 3CR12 DatasheetDocumento3 pagineAtlas 3CR12 DatasheettridatylNessuna valutazione finora
- Hastelloy X Alloy: High-Temperature AlloysDocumento16 pagineHastelloy X Alloy: High-Temperature AlloysNatalia D'Ambrosio MarcozziNessuna valutazione finora
- Fiche z38cdv5Documento1 paginaFiche z38cdv5Emmanuel LAIZETNessuna valutazione finora
- Esab DublexDocumento8 pagineEsab DublexSuphi YükselNessuna valutazione finora
- Stainless Steel From JindalDocumento35 pagineStainless Steel From Jindalrajbir_singhNessuna valutazione finora
- Stainless Steel Material PropertiesDocumento4 pagineStainless Steel Material PropertiesMohammed RiyazNessuna valutazione finora
- AK Hot Rolled Steel 062212 HSLA 60Documento6 pagineAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesNessuna valutazione finora
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDa EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNessuna valutazione finora
- The Value of Science in the Smithy and ForgeDa EverandThe Value of Science in the Smithy and ForgeNessuna valutazione finora
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforDa EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNessuna valutazione finora
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingDa EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingValutazione: 5 su 5 stelle5/5 (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonValutazione: 4 su 5 stelle4/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesDa EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNessuna valutazione finora
- Chap-02 Pair ofDocumento9 pagineChap-02 Pair ofBalram JiNessuna valutazione finora
- Handling of InstrumentsDocumento10 pagineHandling of InstrumentsBalram JiNessuna valutazione finora
- Rework Record For Heat Treated Parts: Original Production DetailsDocumento1 paginaRework Record For Heat Treated Parts: Original Production DetailsBalram Ji100% (2)
- Oerlikon Checklist 2012Documento14 pagineOerlikon Checklist 2012Balram JiNessuna valutazione finora
- PQCS Tube Flange Rough - ForgingDocumento1 paginaPQCS Tube Flange Rough - ForgingBalram JiNessuna valutazione finora
- PQCS Tube Flange Rough - CuttingDocumento1 paginaPQCS Tube Flange Rough - CuttingBalram JiNessuna valutazione finora
- Work Instructions - Nickel Spot TestDocumento2 pagineWork Instructions - Nickel Spot TestBalram JiNessuna valutazione finora
- Lea - 5SDocumento1 paginaLea - 5SallanjulesNessuna valutazione finora
- Kmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtDocumento1 paginaKmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtBalram JiNessuna valutazione finora
- Ramya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Documento1 paginaRamya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Balram JiNessuna valutazione finora
- Jominy Formula SheetDocumento2 pagineJominy Formula SheetBalram JiNessuna valutazione finora
- Shewhart Individuals Control ChartDocumento2 pagineShewhart Individuals Control ChartBalram JiNessuna valutazione finora
- Quick Die Change in HammersDocumento16 pagineQuick Die Change in HammersBalram JiNessuna valutazione finora
- Why SpiritualityDocumento37 pagineWhy SpiritualityBalram JiNessuna valutazione finora
- Job Specification For Recruitment (Electrical)Documento2 pagineJob Specification For Recruitment (Electrical)Balram JiNessuna valutazione finora
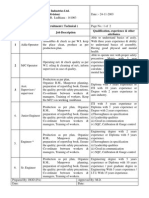
- Job Specification For Recruitment (MACHINE SHOP)Documento2 pagineJob Specification For Recruitment (MACHINE SHOP)Balram JiNessuna valutazione finora
- Job Specification For Recruitment Forging - Page 2Documento1 paginaJob Specification For Recruitment Forging - Page 2Balram JiNessuna valutazione finora
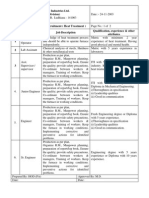
- Job Specification For Recruitment (HEAT SHOP)Documento2 pagineJob Specification For Recruitment (HEAT SHOP)Balram JiNessuna valutazione finora
- Green ICT: A Study of Awareness, Attitude and Adoption Among IT/Computer Engineering Students of LDRP-ITR, GandhinagarDocumento13 pagineGreen ICT: A Study of Awareness, Attitude and Adoption Among IT/Computer Engineering Students of LDRP-ITR, GandhinagarAHMAD ARESYADNessuna valutazione finora
- CS221 - Artificial Intelligence - Search - 4 Dynamic ProgrammingDocumento23 pagineCS221 - Artificial Intelligence - Search - 4 Dynamic ProgrammingArdiansyah Mochamad NugrahaNessuna valutazione finora
- Disconnect Cause CodesDocumento2 pagineDisconnect Cause Codesdungnt84Nessuna valutazione finora
- Dyn ST 70 Ser 2Documento12 pagineDyn ST 70 Ser 2alexgirard11735100% (1)
- PQA824 ManualDocumento100 paginePQA824 ManualElkin AguasNessuna valutazione finora
- Lifestyle Mentor. Sally & SusieDocumento2 pagineLifestyle Mentor. Sally & SusieLIYAN SHENNessuna valutazione finora
- (Dust of Snow) & 2 (Fire and Ice) - NotesDocumento3 pagine(Dust of Snow) & 2 (Fire and Ice) - NotesdakshNessuna valutazione finora
- 2 Design Thinking - EN - pptx-ALVDocumento18 pagine2 Design Thinking - EN - pptx-ALVSalma Dhiya FauziyahNessuna valutazione finora
- Mbeya University of Science and TecnologyDocumento8 pagineMbeya University of Science and TecnologyVuluwa GeorgeNessuna valutazione finora
- Semantic SearchMonkeyDocumento39 pagineSemantic SearchMonkeyPaul TarjanNessuna valutazione finora
- Addis Ababa University Lecture NoteDocumento65 pagineAddis Ababa University Lecture NoteTADY TUBE OWNER100% (9)
- Headworks & Barrage: Chapter # 09 Santosh Kumar GargDocumento29 pagineHeadworks & Barrage: Chapter # 09 Santosh Kumar GargUmer WaheedNessuna valutazione finora
- GS Ep Tec 260 enDocumento61 pagineGS Ep Tec 260 enCesarNessuna valutazione finora
- NRP Grade 11 READING ENHANCEMENT March 1Documento3 pagineNRP Grade 11 READING ENHANCEMENT March 1LORELYN DELA CRUZNessuna valutazione finora
- En 10143-1993Documento7 pagineEn 10143-1993Eduardo TeixeiraNessuna valutazione finora
- Simulation of Inventory System PDFDocumento18 pagineSimulation of Inventory System PDFhmsohagNessuna valutazione finora
- 翻译件 2021 The - Early - Life - of - Marx's - "Mode - 【彩云小译】Documento61 pagine翻译件 2021 The - Early - Life - of - Marx's - "Mode - 【彩云小译】James BNessuna valutazione finora
- Configuration Diagrams: Group 80ADocumento24 pagineConfiguration Diagrams: Group 80ASaHdo AbdelHamid100% (1)
- Brittan Bradford ResumeDocumento2 pagineBrittan Bradford Resumeapi-574584381Nessuna valutazione finora
- Guidelines and Standards For External Evaluation Organisations 5th Edition v1.1Documento74 pagineGuidelines and Standards For External Evaluation Organisations 5th Edition v1.1Entrepre NurseNessuna valutazione finora
- D4530Documento5 pagineD4530rimi7al100% (1)
- Grade 8 For Demo Cigarette SmokingDocumento3 pagineGrade 8 For Demo Cigarette SmokingSteven TaperoNessuna valutazione finora
- Floor DiaphragmDocumento24 pagineFloor DiaphragmChristian LeobreraNessuna valutazione finora
- SRM OverviewDocumento37 pagineSRM Overviewbravichandra24Nessuna valutazione finora
- Intro To Geometric Design and Vertical AlignmentDocumento25 pagineIntro To Geometric Design and Vertical AlignmentAhsan ArfanNessuna valutazione finora
- Perkins - General Ti BulletinDocumento65 paginePerkins - General Ti BulletinUTEL CARTERNessuna valutazione finora