Potrebbero piacerti anche
- Ferroalloy Storage Bin DesignDocumento2 pagineFerroalloy Storage Bin Designarnaldorcr8646Nessuna valutazione finora
- RECHUPEDocumento7 pagineRECHUPEmarcotulio123Nessuna valutazione finora
- O HC HCDocumento101 pagineO HC HCIndustrial Infra Jobs100% (1)
- Elkem 13 Compacted Graphite IronDocumento2 pagineElkem 13 Compacted Graphite Ironmarcotulio123Nessuna valutazione finora
- Shrinkage in Iron CastingsDocumento10 pagineShrinkage in Iron CastingskarthikkandaNessuna valutazione finora
- BLUESIL BP 9710 RepelenteDocumento3 pagineBLUESIL BP 9710 Repelentehector mauricio paez cantorNessuna valutazione finora
- Cold Mounting EnglishpdfDocumento6 pagineCold Mounting EnglishpdfJorge BonillaNessuna valutazione finora
- Oxidation of Ferrosilicon Alloys During StorageDocumento1 paginaOxidation of Ferrosilicon Alloys During Storagearnaldorcr8646Nessuna valutazione finora
- Compression MountingDocumento12 pagineCompression MountingEden HazardNessuna valutazione finora
- Cast Iron DampingDocumento5 pagineCast Iron Dampinggabs88Nessuna valutazione finora
- Manganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronDocumento30 pagineManganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronNetoNessuna valutazione finora
- Cast Iron SolidificationDocumento12 pagineCast Iron Solidificationkatchani123100% (1)
- Back to BASICS: Nitrogen fissures defects in iron castingsDocumento2 pagineBack to BASICS: Nitrogen fissures defects in iron castingsJustin DixonNessuna valutazione finora
- Heat Conservation in Liquid IronDocumento2 pagineHeat Conservation in Liquid Ironarnaldorcr8646Nessuna valutazione finora
- Factors Influencing The Recovery and Addition of MagnesiumDocumento4 pagineFactors Influencing The Recovery and Addition of Magnesiumarnaldorcr8646Nessuna valutazione finora
- Recovery of Magnesium in A Ductile Iron Process.: AbstractDocumento8 pagineRecovery of Magnesium in A Ductile Iron Process.: AbstractJorge Prado DiazNessuna valutazione finora
- Offsetting Macro-Shrinkage in Ductile IronDocumento13 pagineOffsetting Macro-Shrinkage in Ductile IronmetkarthikNessuna valutazione finora
- Carbon Dioxide Moulding ProcessDocumento17 pagineCarbon Dioxide Moulding ProcessqwertyuioNessuna valutazione finora
- Common Metallurgical Defects in Grey Cast IronDocumento9 pagineCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- Elkem 10 Tundish Cover Ladle NodularizationDocumento2 pagineElkem 10 Tundish Cover Ladle Nodularizationmarcotulio123Nessuna valutazione finora
- Sampling of Liquid Cast IronDocumento2 pagineSampling of Liquid Cast Ironarnaldorcr8646Nessuna valutazione finora
- 5 Mechanisms Graphite Nucleation Cast IronDocumento2 pagine5 Mechanisms Graphite Nucleation Cast Ironmarcotulio123Nessuna valutazione finora
- Cast Iron BrochureDocumento12 pagineCast Iron BrochureFlamarion BadaroNessuna valutazione finora
- Tundish Cover Ladle Nodularization Technical InfoDocumento2 pagineTundish Cover Ladle Nodularization Technical InfoAnonymous iztPUhIiNessuna valutazione finora
- ELMAGDocumento2 pagineELMAGthomazfabricioNessuna valutazione finora
- Surface Graphite Degeneration in Ductile Iron CastDocumento8 pagineSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNessuna valutazione finora
- Late Metal Stream InoculationDocumento2 pagineLate Metal Stream Inoculationarnaldorcr8646Nessuna valutazione finora
- Using Microsilica to Improve Refractory CastablesDocumento28 pagineUsing Microsilica to Improve Refractory CastablesSachin SahooNessuna valutazione finora
- AFS Thermal Analysis of CupsDocumento12 pagineAFS Thermal Analysis of Cupsyash_ganatraNessuna valutazione finora
- BCIRA Broadsheet 41Documento4 pagineBCIRA Broadsheet 41Justin Dixon100% (1)
- Bas CatDocumento31 pagineBas Catanwer_ahsanNessuna valutazione finora
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocumento8 pagineCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNessuna valutazione finora
- ATAS Dynamic InoculationDocumento27 pagineATAS Dynamic InoculationRaymundodelCampoNessuna valutazione finora
- Partition of Slag Phases in The Treatment and Pouring of Ductile IronDocumento2 paginePartition of Slag Phases in The Treatment and Pouring of Ductile Ironarnaldorcr8646Nessuna valutazione finora
- 3 Inoculant Alloy CompositionDocumento2 pagine3 Inoculant Alloy CompositionAdams GodoyNessuna valutazione finora
- S.G IronDocumento6 pagineS.G IronQasim BarkatNessuna valutazione finora
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocumento23 pagine1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Feeding Systems Product DatasheetDocumento6 pagineFeeding Systems Product DatasheetSachin KumbharNessuna valutazione finora
- Gray Iron Foundries Produce High-Strength CastingsDocumento20 pagineGray Iron Foundries Produce High-Strength Castingsbebe3838Nessuna valutazione finora
- Thermal Analysis Optimization of Gray and Ductile Iron ProductionDocumento18 pagineThermal Analysis Optimization of Gray and Ductile Iron ProductionslagmercuryNessuna valutazione finora
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Documento7 pagineEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNessuna valutazione finora
- Routine Test Procedures On Standard Test Pieces Moulding: Sand-Preparation ofDocumento2 pagineRoutine Test Procedures On Standard Test Pieces Moulding: Sand-Preparation ofFaizan Tahir100% (2)
- Development of Ductile Iron Over Fifty YearsDocumento36 pagineDevelopment of Ductile Iron Over Fifty YearsDenis Yasmin AlineNessuna valutazione finora
- Gas Fron Green SandDocumento13 pagineGas Fron Green Sandjose.figueroa@foseco.comNessuna valutazione finora
- Lecture - Magnesium Alloys - Hue'sDocumento29 pagineLecture - Magnesium Alloys - Hue'sMurali ManuNessuna valutazione finora
- Crystals 12 00978Documento9 pagineCrystals 12 00978irmaNessuna valutazione finora
- Colour MetallographyDocumento12 pagineColour MetallographystefaneduardNessuna valutazione finora
- Application Manual Chapter 6 - Feeding & GatingDocumento148 pagineApplication Manual Chapter 6 - Feeding & GatingVishal MaliNessuna valutazione finora
- Report on Recarburizer for Iron SmeltingDocumento28 pagineReport on Recarburizer for Iron SmeltingWalton BangladeshNessuna valutazione finora
- Tempcore ProcessDocumento23 pagineTempcore ProcessKumaran 1987Nessuna valutazione finora
- Alternative Tundish Ladle DesignDocumento2 pagineAlternative Tundish Ladle Designarnaldorcr8646Nessuna valutazione finora
- Casting Defects and RemediesDocumento7 pagineCasting Defects and Remediesvignesh waran sNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Grains Structure of IngotsDocumento6 pagineGrains Structure of Ingotshayder1920Nessuna valutazione finora
- Effect of Minor and Trace Elements in Cast IronDocumento2 pagineEffect of Minor and Trace Elements in Cast IronsachinguptachdNessuna valutazione finora
- Seminar S.G IronDocumento32 pagineSeminar S.G Ironravikataria02Nessuna valutazione finora
- 1999 Ductile Iron Production - A Comparison of Alternative Treatment Methods PDFDocumento19 pagine1999 Ductile Iron Production - A Comparison of Alternative Treatment Methods PDFDouglas VidalNessuna valutazione finora
- Gunmetal Melting ProcessDocumento3 pagineGunmetal Melting Processdom250% (2)
- Hot Green Sand ProblemsDocumento5 pagineHot Green Sand ProblemsbvphimanshuNessuna valutazione finora
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsDa EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNessuna valutazione finora
- First 5 Financial Management Guide Fifth Editiion 032515Documento82 pagineFirst 5 Financial Management Guide Fifth Editiion 032515mecaunidos7771Nessuna valutazione finora
- Strategic Management of Business Units: William K. Holstein The College of William and Mary GsbaDocumento65 pagineStrategic Management of Business Units: William K. Holstein The College of William and Mary Gsbamecaunidos7771Nessuna valutazione finora
- Solving Hot-Sand Problems - A Guide, and A SolutionDocumento4 pagineSolving Hot-Sand Problems - A Guide, and A Solutionmecaunidos7771Nessuna valutazione finora
- General Overview of RLM-17BII: Added and Modified FunctionalityDocumento7 pagineGeneral Overview of RLM-17BII: Added and Modified Functionalitymecaunidos7771Nessuna valutazione finora
- My First Trip To Japan - Feb 1986Documento22 pagineMy First Trip To Japan - Feb 1986mecaunidos7771Nessuna valutazione finora
- F Working With ProsumersDocumento41 pagineF Working With Prosumersmecaunidos7771Nessuna valutazione finora
- Common Metallurgical Defects in Grey Iron: Hydrogen Blowhole Nitrogen Fissure Compaction of Graphite Flakes ShrinkageDocumento1 paginaCommon Metallurgical Defects in Grey Iron: Hydrogen Blowhole Nitrogen Fissure Compaction of Graphite Flakes ShrinkageJoao LuisNessuna valutazione finora
- Understanding and Minimizing Gas Defects in Iron CastingsDocumento2 pagineUnderstanding and Minimizing Gas Defects in Iron Castingsmecaunidos7771Nessuna valutazione finora
- 2001 AFS - Preconditioning of Gray Iron Melts Using Ferrosilicon or Silicon CarbideDocumento12 pagine2001 AFS - Preconditioning of Gray Iron Melts Using Ferrosilicon or Silicon Carbidemecaunidos7771Nessuna valutazione finora
- 2004 Twelve Key Prosumer Trends - EuroDocumento16 pagine2004 Twelve Key Prosumer Trends - Euromecaunidos7771Nessuna valutazione finora
- Global Marketing StrategyDocumento12 pagineGlobal Marketing Strategymecaunidos7771Nessuna valutazione finora
- What To Consider When Buying Castings Great Lakes CastingsDocumento5 pagineWhat To Consider When Buying Castings Great Lakes Castingsmecaunidos7771Nessuna valutazione finora
- Casting Defects, Causes and RemediesDocumento9 pagineCasting Defects, Causes and Remediesraoz81100% (1)
- White Paper - Planogram Data RequirementsDocumento18 pagineWhite Paper - Planogram Data Requirementsmecaunidos7771Nessuna valutazione finora
- Checklists For FranchiseesDocumento6 pagineChecklists For Franchiseesmecaunidos7771Nessuna valutazione finora
- Industry Analysis and Mapping: The Business System / Value ChainDocumento40 pagineIndustry Analysis and Mapping: The Business System / Value Chainmecaunidos7771Nessuna valutazione finora
- Cispi - Handbook Cast Iron Soil Pipe and Fittings HandbookDocumento218 pagineCispi - Handbook Cast Iron Soil Pipe and Fittings Handbookmecaunidos7771Nessuna valutazione finora
- Beneficial Reuse Foundry SandDocumento28 pagineBeneficial Reuse Foundry Sandmecaunidos7771Nessuna valutazione finora
- Improving Sand Control With Wet Tensile TestingDocumento0 pagineImproving Sand Control With Wet Tensile Testingmecaunidos7771Nessuna valutazione finora
- Beneficial Reuse Foundry SandDocumento28 pagineBeneficial Reuse Foundry Sandmecaunidos7771Nessuna valutazione finora
- With Oracle CRM, Carulla's Online Orders Are 600% Larger Than in - Store OrdersDocumento2 pagineWith Oracle CRM, Carulla's Online Orders Are 600% Larger Than in - Store Ordersmecaunidos7771Nessuna valutazione finora
- MAGMA 5.2 eDocumento10 pagineMAGMA 5.2 emecaunidos7771Nessuna valutazione finora
- Thinking Thin With Green Sand Cast IronDocumento3 pagineThinking Thin With Green Sand Cast Ironmecaunidos7771Nessuna valutazione finora
- Guide To Casting and Molding ProcessesDocumento24 pagineGuide To Casting and Molding Processesmecaunidos7771Nessuna valutazione finora
- Mold VentingDocumento13 pagineMold Ventingmecaunidos7771Nessuna valutazione finora
- Fettle and Trim Metal Castings and ForgingsDocumento8 pagineFettle and Trim Metal Castings and Forgingsmecaunidos7771Nessuna valutazione finora
- Lean ManufacturingDocumento6 pagineLean ManufacturingAnonymous 5YMOxVQNessuna valutazione finora
- Mold VentingDocumento13 pagineMold Ventingmecaunidos7771Nessuna valutazione finora
- Reducing Casting Defects - A Basic Green Sand Control ProgramDocumento86 pagineReducing Casting Defects - A Basic Green Sand Control Programmecaunidos7771Nessuna valutazione finora
- KCC Strategic Plan 2020-2023Documento103 pagineKCC Strategic Plan 2020-2023Kellogg Community CollegeNessuna valutazione finora
- All India Corporate Photography Contest Promotes Workplace ArtDocumento3 pagineAll India Corporate Photography Contest Promotes Workplace Artharish haridasNessuna valutazione finora
- Computer Application in Business NOTES PDFDocumento78 pagineComputer Application in Business NOTES PDFGhulam Sarwar SoomroNessuna valutazione finora
- University of Texas at Arlington Fall 2011 Diagnostic Exam Text and Topic Reference Guide For Electrical Engineering DepartmentDocumento3 pagineUniversity of Texas at Arlington Fall 2011 Diagnostic Exam Text and Topic Reference Guide For Electrical Engineering Departmentnuzhat_mansurNessuna valutazione finora
- 2012 NAPTIN DocumentDocumento48 pagine2012 NAPTIN DocumentbenaikodonNessuna valutazione finora
- 22 Caltex Philippines, Inc. vs. Commission On Audit, 208 SCRA 726, May 08, 1992Documento36 pagine22 Caltex Philippines, Inc. vs. Commission On Audit, 208 SCRA 726, May 08, 1992milkteaNessuna valutazione finora
- Ubaf 1Documento6 pagineUbaf 1ivecita27Nessuna valutazione finora
- AAFA Webinar Intertek Jan 2012 V5Documento29 pagineAAFA Webinar Intertek Jan 2012 V5rabiulfNessuna valutazione finora
- Auditing For Managers - The Ultimate Risk Management ToolDocumento369 pagineAuditing For Managers - The Ultimate Risk Management ToolJason SpringerNessuna valutazione finora
- What Is PID - TutorialDocumento5 pagineWhat Is PID - Tutorialsocrates19582405Nessuna valutazione finora
- Hydraulic-Fracture Design: Optimization Under Uncertainty: Risk AnalysisDocumento4 pagineHydraulic-Fracture Design: Optimization Under Uncertainty: Risk Analysisoppai.gaijinNessuna valutazione finora
- Household Budget Worksheet - Track Income & ExpensesDocumento1 paginaHousehold Budget Worksheet - Track Income & ExpensesJohn GoodenNessuna valutazione finora
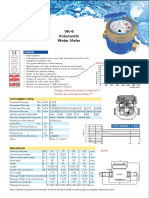
- Baylan: VK-6 Volumetric Water MeterDocumento1 paginaBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaNessuna valutazione finora
- Guideline 3 Building ActivitiesDocumento25 pagineGuideline 3 Building ActivitiesCesarMartinezNessuna valutazione finora
- Ab Initio Interview Questions - HTML PDFDocumento131 pagineAb Initio Interview Questions - HTML PDFdigvijay singhNessuna valutazione finora
- Grid Xtreme VR Data Sheet enDocumento3 pagineGrid Xtreme VR Data Sheet enlong bạchNessuna valutazione finora
- G.R. No. L-54171 October 28, 1980 JEWEL VILLACORTA, Assisted by Her Husband, GUERRERO VILLACORTA, COMPANY, Respondents. TEEHANKEE, Acting C.J.Documento6 pagineG.R. No. L-54171 October 28, 1980 JEWEL VILLACORTA, Assisted by Her Husband, GUERRERO VILLACORTA, COMPANY, Respondents. TEEHANKEE, Acting C.J.Lyra Cecille Vertudes AllasNessuna valutazione finora
- Cis285 Unit 7Documento62 pagineCis285 Unit 7kirat5690Nessuna valutazione finora
- Airfix 2011 CatalogueDocumento132 pagineAirfix 2011 CatalogueGordon Sorensen0% (1)
- Soal Pat Inggris 11Documento56 pagineSoal Pat Inggris 11dodol garutNessuna valutazione finora
- S650 Service - 6987168 enUS SMDocumento1.311 pagineS650 Service - 6987168 enUS SMcarlos andres salazar sanchez75% (4)
- PrefaceDocumento16 paginePrefaceNavaneeth RameshNessuna valutazione finora
- PROTON Preve 2012 On 4 DR Sal 1.6 Premium (CFE) AUTO 138Bhp (A) (04/12-)Documento12 paginePROTON Preve 2012 On 4 DR Sal 1.6 Premium (CFE) AUTO 138Bhp (A) (04/12-)bluhound1Nessuna valutazione finora
- GeM Bidding 2568310Documento9 pagineGeM Bidding 2568310SICURO INDIANessuna valutazione finora
- ID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFDocumento11 pagineID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFAmelia AmelNessuna valutazione finora
- R20qs0004eu0210 Synergy Ae Cloud2Documento38 pagineR20qs0004eu0210 Synergy Ae Cloud2Слава ЗавьяловNessuna valutazione finora
- Corephotonics Dual-Camera LawsuitDocumento53 pagineCorephotonics Dual-Camera LawsuitMikey CampbellNessuna valutazione finora
- PSISA Free Practice Exams TestsDocumento2 paginePSISA Free Practice Exams TestsGoodmanBeguel50% (2)
- CRM Chapter 3 Builds Customer RelationshipsDocumento45 pagineCRM Chapter 3 Builds Customer RelationshipsPriya Datta100% (1)
- Math30.CA U1l1 PolynomialFunctionsDocumento20 pagineMath30.CA U1l1 PolynomialFunctionsUnozxcv Doszxc100% (1)