Potrebbero piacerti anche
- Comparison of Aluminiumal Loyand Steel MaterialDocumento8 pagineComparison of Aluminiumal Loyand Steel MaterialBablu SinghNessuna valutazione finora
- Pipe Dimensions Chart Rev Jan 2012Documento1 paginaPipe Dimensions Chart Rev Jan 2012snake13Nessuna valutazione finora
- Offshore Instrumentation Design CriteriaDocumento63 pagineOffshore Instrumentation Design CriteriaedgardoboieroNessuna valutazione finora
- Optimum Design of Pressure Vessel Subjected To Autofrettage ProcessDocumento6 pagineOptimum Design of Pressure Vessel Subjected To Autofrettage ProcessPierluigiBusettoNessuna valutazione finora
- Choosing the Right Thermal Fluid Heater <40Documento6 pagineChoosing the Right Thermal Fluid Heater <40PierluigiBusettoNessuna valutazione finora
- 2006 Int Ansys Conf 134Documento15 pagine2006 Int Ansys Conf 134bamboolNessuna valutazione finora
- Pipe Dimensions Chart Rev Jan 2012Documento1 paginaPipe Dimensions Chart Rev Jan 2012snake13Nessuna valutazione finora
- 240-61227631 Piping and Instrumentation Diagram Standard Rev 1Documento69 pagine240-61227631 Piping and Instrumentation Diagram Standard Rev 1AdventurerNessuna valutazione finora
- Legend SymbolsDocumento21 pagineLegend SymbolsFaJar FieLdenNessuna valutazione finora
- Pid Legend PDFDocumento1 paginaPid Legend PDFSocMed Dtk UI0% (1)
- How To Batch Convert Your IDWDocumento6 pagineHow To Batch Convert Your IDWPierluigiBusettoNessuna valutazione finora
- Legend SymbolsDocumento21 pagineLegend SymbolsFaJar FieLdenNessuna valutazione finora
- Leaflet For Inclining TestDocumento9 pagineLeaflet For Inclining TestPierluigiBusettoNessuna valutazione finora
- 7.metal Forming Bending-1Documento4 pagine7.metal Forming Bending-1Victor NalinNessuna valutazione finora
- Thermal Fluid Heat Technology M1 PDFDocumento8 pagineThermal Fluid Heat Technology M1 PDFPierluigiBusettoNessuna valutazione finora
- Army WeldingDocumento757 pagineArmy WeldingKenn FerroNessuna valutazione finora
- How to realize a thermal oil plant with open tankDocumento8 pagineHow to realize a thermal oil plant with open tankPierluigiBusettoNessuna valutazione finora
- Factors Affecting Ship Resistance Calculation with CFDDocumento9 pagineFactors Affecting Ship Resistance Calculation with CFDPierluigiBusettoNessuna valutazione finora
- Convective Heat Transfer 1Documento7 pagineConvective Heat Transfer 1xaaabbb_550464353Nessuna valutazione finora
- Ab Heatec 1977 Marine Application of Thermal Fluid HeatingDocumento17 pagineAb Heatec 1977 Marine Application of Thermal Fluid HeatingPierluigiBusettoNessuna valutazione finora
- VTO Options in Scope of Supply DIN4754 FigA1 Systems PDFDocumento1 paginaVTO Options in Scope of Supply DIN4754 FigA1 Systems PDFPierluigiBusettoNessuna valutazione finora
- Heat Balance Sheet - Heat Exchanger PerformanceDocumento1 paginaHeat Balance Sheet - Heat Exchanger PerformancePierluigiBusettoNessuna valutazione finora
- Cargo Oil Heating Requirements For An FSO Vessel Conversion PDFDocumento11 pagineCargo Oil Heating Requirements For An FSO Vessel Conversion PDFPierluigiBusettoNessuna valutazione finora
- A Complete Design of Ship Propellers Using The New Computer SystemDocumento6 pagineA Complete Design of Ship Propellers Using The New Computer SystemPierluigiBusettoNessuna valutazione finora
- 2013 RACM-E-Hot Water Draft PDFDocumento24 pagine2013 RACM-E-Hot Water Draft PDFPierluigiBusettoNessuna valutazione finora
- Heat Transfer Fluid for Concentrated Solar SystemsDocumento51 pagineHeat Transfer Fluid for Concentrated Solar SystemsPierluigiBusettoNessuna valutazione finora
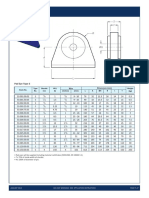
- Pad Eyes PDFDocumento1 paginaPad Eyes PDFPierluigiBusettoNessuna valutazione finora
- Correlations ListDocumento6 pagineCorrelations ListSyed Rafat FaysalNessuna valutazione finora
- Notes On Heavy Fuel Oil 1984Documento68 pagineNotes On Heavy Fuel Oil 1984mohdfadhirulNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Heat Engines ExplainedDocumento3 pagineHeat Engines ExplainedMaria Sophia Prado67% (3)
- Ba Lago Basic 0101 1001 GB PDFDocumento28 pagineBa Lago Basic 0101 1001 GB PDFButnaruPaladeMihaiNessuna valutazione finora
- Experimental study on the performance of two film packing types in a mechanical cooling towerDocumento4 pagineExperimental study on the performance of two film packing types in a mechanical cooling towerMaharshi PurtyNessuna valutazione finora
- (Advances in Drying Science and Technology) Azharul Karim, Chung-Lim Law - Intermittent and Nonstationary Drying Technologies - Principles and Applications-CRC Press (2017)Documento261 pagine(Advances in Drying Science and Technology) Azharul Karim, Chung-Lim Law - Intermittent and Nonstationary Drying Technologies - Principles and Applications-CRC Press (2017)Tunahan Erdem100% (1)
- 9A23405 Bioprocess EngineeringDocumento4 pagine9A23405 Bioprocess EngineeringsivabharathamurthyNessuna valutazione finora
- Design Considerations For WFI Distillation Systems Part 2Documento4 pagineDesign Considerations For WFI Distillation Systems Part 2Jason WangNessuna valutazione finora
- CC03 Report Lab 10 Group 08 1Documento8 pagineCC03 Report Lab 10 Group 08 1ANH GIAN QUỲNH PHƯƠNGNessuna valutazione finora
- Project Report ThermodynamicsDocumento20 pagineProject Report ThermodynamicsUzair Arslan83% (6)
- 3) 20 Interactive Questions On Engine CyclesDocumento72 pagine3) 20 Interactive Questions On Engine CyclesRowan WilsonNessuna valutazione finora
- MSBTETE Thermal Engineering Model Answer KeyDocumento15 pagineMSBTETE Thermal Engineering Model Answer KeyMohit D MoreNessuna valutazione finora
- Handbook No.4 PDFDocumento112 pagineHandbook No.4 PDFDmitriy KoblikNessuna valutazione finora
- Shell Dep 2Documento16 pagineShell Dep 2Vivek JoshiNessuna valutazione finora
- Design Calculations For The Cooling Water System of A Tug BoatDocumento19 pagineDesign Calculations For The Cooling Water System of A Tug BoatAhmet GelişliNessuna valutazione finora
- Engineering Thermodynamics (MEEG 207) Reference Textbook: Thermodynamics: An Engineering Approach 8 Edition in SI Units (Author-Cengel and Boles)Documento1 paginaEngineering Thermodynamics (MEEG 207) Reference Textbook: Thermodynamics: An Engineering Approach 8 Edition in SI Units (Author-Cengel and Boles)Roshan0% (1)
- Bosch Guide To Flow WrappingDocumento30 pagineBosch Guide To Flow WrappingHanis Ainurokhmi100% (1)
- (Florian Scheck (Auth.) ) Statistical Theory of Hea (B-Ok - Xyz) PDFDocumento240 pagine(Florian Scheck (Auth.) ) Statistical Theory of Hea (B-Ok - Xyz) PDFOcean100% (1)
- Sci8 - Pre TestDocumento1 paginaSci8 - Pre TestAIRISH JOAN GATUSNessuna valutazione finora
- Power Plant Engineering (SMEX1016) 2 PDFDocumento28 paginePower Plant Engineering (SMEX1016) 2 PDFshyam sundarNessuna valutazione finora
- Suction Pipeline DesignDocumento64 pagineSuction Pipeline DesignMichael J. BaneNessuna valutazione finora
- 2016 Tutorial 1Documento15 pagine2016 Tutorial 1Janet LeongNessuna valutazione finora
- Ahlers 2011Documento13 pagineAhlers 2011anesaNessuna valutazione finora
- Mechanical Design of Smart Solar Tunnel DryerDocumento5 pagineMechanical Design of Smart Solar Tunnel DryerashisbhuniyaNessuna valutazione finora
- Guide to Designing Heat Transfer SystemsDocumento13 pagineGuide to Designing Heat Transfer SystemsAnonymous QSfDsVxjZ100% (3)
- Dynamic Model of CondenserDocumento10 pagineDynamic Model of CondenserJung Kyung WooNessuna valutazione finora
- CHY-111 Thermodynamics and Kinetics ExamDocumento19 pagineCHY-111 Thermodynamics and Kinetics ExamNagarajan RathnakumarNessuna valutazione finora
- MEP 4th Ed 2019 Worked Sols Chap 23Documento12 pagineMEP 4th Ed 2019 Worked Sols Chap 23Kenneth JameroNessuna valutazione finora
- Vertical Storage Tank Heat Loss Calcs - Rev.1 31.12.2010Documento16 pagineVertical Storage Tank Heat Loss Calcs - Rev.1 31.12.2010jnmanivannanNessuna valutazione finora
- Pre Heat & PWHT of PipingDocumento2 paginePre Heat & PWHT of PipingHarish GandhiNessuna valutazione finora
- PSV For Distillation GuidelinesDocumento3 paginePSV For Distillation GuidelinesMubarik AliNessuna valutazione finora