Potrebbero piacerti anche
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDa EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNessuna valutazione finora
- Bulk Material Handling: Practical Guidance for Mechanical EngineersDa EverandBulk Material Handling: Practical Guidance for Mechanical EngineersValutazione: 5 su 5 stelle5/5 (1)
- Rational Design of Conveyor ChutesDocumento7 pagineRational Design of Conveyor ChutesarsanioseNessuna valutazione finora
- Feeder or Conveyor: What's The Difference and Why Does It Matter?Documento4 pagineFeeder or Conveyor: What's The Difference and Why Does It Matter?Neeraj AgrawalNessuna valutazione finora
- Chute DesignDocumento11 pagineChute DesignneilNessuna valutazione finora
- RATIONAL DESIGN OF CONVEYOR CHUTES - J Rozentals PDFDocumento9 pagineRATIONAL DESIGN OF CONVEYOR CHUTES - J Rozentals PDFJakesNessuna valutazione finora
- Handle Bulk Solids Safely and EffectivelyDocumento5 pagineHandle Bulk Solids Safely and EffectivelyDaniellaMradNessuna valutazione finora
- Jenikes' TheoryDocumento209 pagineJenikes' TheoryMohammad Bataineh100% (1)
- Stockpile SegregationDocumento2 pagineStockpile SegregationEdwin BatallanosNessuna valutazione finora
- Bins & Feeders in Cement IndustryDocumento29 pagineBins & Feeders in Cement IndustryNaelNessuna valutazione finora
- Bulk Solids HandlingDocumento20 pagineBulk Solids HandlingAnonymous Cxriyx9HIX100% (1)
- Design Efficient FeedersDocumento16 pagineDesign Efficient FeedersKalyani GangulianNessuna valutazione finora
- CEMA-Standard Skirtboard WidthDocumento1 paginaCEMA-Standard Skirtboard WidthachmatNessuna valutazione finora
- Bulk SolidsDocumento7 pagineBulk SolidsHafizAB9Nessuna valutazione finora
- Extract From The Book Belt FeederDocumento93 pagineExtract From The Book Belt FeederPushp Dutt100% (1)
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditDocumento26 pagineModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317Nessuna valutazione finora
- Examples of Good and Bad Chute DesignDocumento8 pagineExamples of Good and Bad Chute DesignfranciscoNessuna valutazione finora
- Chute Performance and Design For Rapid Flow Conditions PDFDocumento8 pagineChute Performance and Design For Rapid Flow Conditions PDFEdgar SanchezNessuna valutazione finora
- MPE Chute DesignDocumento24 pagineMPE Chute DesignGareth Blakey100% (2)
- Conveyor Idler StandardsDocumento10 pagineConveyor Idler StandardsObiwan1483100% (1)
- Flexowell - 2013 - EnglischDocumento5 pagineFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Belt Scale Handbookaa 180626111648 PDFDocumento29 pagineBelt Scale Handbookaa 180626111648 PDFrbounaNessuna valutazione finora
- Telescopic ChuteDocumento2 pagineTelescopic Chutebiswajit sabuiNessuna valutazione finora
- Effective Bin DesignDocumento8 pagineEffective Bin DesignGeorge Markas100% (1)
- The Function and Mechanism of Conveyor Pulley DrumsDocumento15 pagineThe Function and Mechanism of Conveyor Pulley DrumsKroya HunNessuna valutazione finora
- Chute Design Considerations For Feeding and TransferDocumento11 pagineChute Design Considerations For Feeding and TransferWaris La Joi WakatobiNessuna valutazione finora
- Bulk Materials Handling in The Mining IndustryDocumento12 pagineBulk Materials Handling in The Mining IndustrypabulumzengNessuna valutazione finora
- Apron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsDocumento8 pagineApron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsarsanioseNessuna valutazione finora
- The Evolution of The Pipe ConveyorDocumento9 pagineThe Evolution of The Pipe ConveyorJohnjun ChenNessuna valutazione finora
- Transfer Chute For Bulk MaterialDocumento131 pagineTransfer Chute For Bulk Materialmishra_1982100% (8)
- Bucket ElevatorDocumento6 pagineBucket ElevatorbetojulioNessuna valutazione finora
- Redesign of A Tata Steel Transfer Chute PDFDocumento85 pagineRedesign of A Tata Steel Transfer Chute PDFsergio71Nessuna valutazione finora
- Flow of Bulk Solids in Chute Design PDFDocumento11 pagineFlow of Bulk Solids in Chute Design PDFluiasnadradeNessuna valutazione finora
- Chute Design Jenike - Complex Calcs PDFDocumento5 pagineChute Design Jenike - Complex Calcs PDFGeorge McMullinNessuna valutazione finora
- Kwsengineering PDFDocumento126 pagineKwsengineering PDFargaNessuna valutazione finora
- Trommel Drum Scrubber Jiangxi IndustryDocumento11 pagineTrommel Drum Scrubber Jiangxi IndustryCarlos Daniel Cuba JaraNessuna valutazione finora
- Dust Control at Conveyor Transfer PointsDocumento15 pagineDust Control at Conveyor Transfer PointsHaulian Siregar100% (2)
- Beltwall: Corrugated Sidewall BeltingDocumento8 pagineBeltwall: Corrugated Sidewall Beltingcanito73Nessuna valutazione finora
- Frank Loeffler - Pipe Tube Conveyor PDFDocumento12 pagineFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Dunlop Conveyor Belt Design Manual - HTMLDocumento38 pagineDunlop Conveyor Belt Design Manual - HTMLForbes Kamba100% (1)
- Concepts of Feeder Design and Performance in Relation To Loading BuDocumento24 pagineConcepts of Feeder Design and Performance in Relation To Loading BuSandi ApriandiNessuna valutazione finora
- Jaw Crusher SizingDocumento7 pagineJaw Crusher Sizingvaper123Nessuna valutazione finora
- Msi Belt Scale: Application GuidelinesDocumento19 pagineMsi Belt Scale: Application GuidelinesJulisa LombardoNessuna valutazione finora
- Filter & Size ReductionDocumento20 pagineFilter & Size ReductionMuhammad Putra RamadhanNessuna valutazione finora
- Transfer ChuteDocumento127 pagineTransfer ChuteVenkat Reddy Yedulla40% (5)
- Japan Pipe Belt Conveyor Sy...Documento7 pagineJapan Pipe Belt Conveyor Sy...salkan_rahmanovic810Nessuna valutazione finora
- Mechanical Design GuideDocumento51 pagineMechanical Design GuideRyanNessuna valutazione finora
- Delkor Brochure Apic Jig 2015-01 LowresDocumento6 pagineDelkor Brochure Apic Jig 2015-01 LowresBurak CANDANNessuna valutazione finora
- A Review On Numerical and Experimental Study of Screw ConveyorDocumento4 pagineA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraNessuna valutazione finora
- Modern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyDocumento8 pagineModern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyRashmi RaniNessuna valutazione finora
- Slurry Piping DesignDocumento11 pagineSlurry Piping DesignDipanjan ChakrabartiNessuna valutazione finora
- Chute Calculation ExampleDocumento1 paginaChute Calculation ExampleBimal DeyNessuna valutazione finora
- Tracking FDA 0105Documento21 pagineTracking FDA 0105최문섭Nessuna valutazione finora
- Chute Design Considerations For Feeding and TransferDocumento19 pagineChute Design Considerations For Feeding and TransferRodrigo Elias Armella LópezNessuna valutazione finora
- Grinding Basics and ExampleDocumento43 pagineGrinding Basics and ExampleRajaram Jayaraman100% (1)
- Chute Dia CalculationDocumento5 pagineChute Dia CalculationManoj Thakur100% (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDa EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNessuna valutazione finora
- Structural Health MonitoringDa EverandStructural Health MonitoringDaniel BalageasNessuna valutazione finora
- Handling of Bulk Solids: Theory and PracticeDa EverandHandling of Bulk Solids: Theory and PracticeValutazione: 4.5 su 5 stelle4.5/5 (5)
- Operating Instructions: BA G298 EN 08.98Documento39 pagineOperating Instructions: BA G298 EN 08.98Waris La Joi WakatobiNessuna valutazione finora
- Technical Data Hino 700 ProfiaDocumento5 pagineTechnical Data Hino 700 ProfiaWaris La Joi WakatobiNessuna valutazione finora
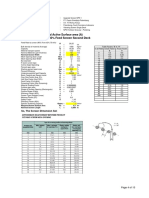
- Calc - Vibrating Screen Single Deck NPK1Documento5 pagineCalc - Vibrating Screen Single Deck NPK1Waris La Joi WakatobiNessuna valutazione finora
- Pulley Weight Calc PDFDocumento9 paginePulley Weight Calc PDFWaris La Joi WakatobiNessuna valutazione finora
- Operating Instructions: BA K295 EN 06.97Documento45 pagineOperating Instructions: BA K295 EN 06.97Waris La Joi WakatobiNessuna valutazione finora
- Feeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignDocumento1 paginaFeeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignWaris La Joi Wakatobi0% (1)
- ELPEX Flexible CouplingDocumento24 pagineELPEX Flexible CouplingWaris La Joi WakatobiNessuna valutazione finora
- 7300en PDFDocumento9 pagine7300en PDFWaris La Joi WakatobiNessuna valutazione finora
- 8702en PDFDocumento32 pagine8702en PDFWaris La Joi WakatobiNessuna valutazione finora
- RUPEX Coupling RWNDocumento26 pagineRUPEX Coupling RWNWaris La Joi WakatobiNessuna valutazione finora
- 7300en PDFDocumento9 pagine7300en PDFWaris La Joi WakatobiNessuna valutazione finora
- Lsis Is7 Simple Usermanual PDFDocumento255 pagineLsis Is7 Simple Usermanual PDFMichael DavenportNessuna valutazione finora
- Flender GearboxDocumento47 pagineFlender GearboxWaris La Joi Wakatobi100% (2)
- ZAPEX CouplingDocumento22 pagineZAPEX CouplingWaris La Joi WakatobiNessuna valutazione finora
- Power LV CopperDocumento52 paginePower LV CopperBeny Indrawan SNessuna valutazione finora
- N-EUPEX CouplingDocumento24 pagineN-EUPEX CouplingWaris La Joi WakatobiNessuna valutazione finora
- Flexible N-EUPEXDocumento22 pagineFlexible N-EUPEXWaris La Joi WakatobiNessuna valutazione finora
- Coefficient of Friction PDFDocumento8 pagineCoefficient of Friction PDFWaris La Joi WakatobiNessuna valutazione finora
- 8703en PDFDocumento35 pagine8703en PDFWaris La Joi WakatobiNessuna valutazione finora
- Arpex CouplingDocumento38 pagineArpex CouplingWaris La Joi WakatobiNessuna valutazione finora
- UNCTAD Review of Maritime Transport 2017 2017 10Documento130 pagineUNCTAD Review of Maritime Transport 2017 2017 10Mehmet AliNessuna valutazione finora
- Survey of Cargo Handling ResearchDocumento95 pagineSurvey of Cargo Handling ResearchWaris La Joi WakatobiNessuna valutazione finora
- Analisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIDocumento10 pagineAnalisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIWaris La Joi WakatobiNessuna valutazione finora
- Gear CouplingDocumento36 pagineGear CouplingWaris La Joi WakatobiNessuna valutazione finora
- SdeDocumento10 pagineSderefiiiNessuna valutazione finora
- Editor User's ManualDocumento60 pagineEditor User's ManualWaris La Joi WakatobiNessuna valutazione finora
- Editor User's ManualDocumento60 pagineEditor User's ManualWaris La Joi WakatobiNessuna valutazione finora
- DPO 6 0 Enterprise ManualDocumento63 pagineDPO 6 0 Enterprise ManualWaris La Joi WakatobiNessuna valutazione finora
- PARAMAX NEW Copy Rev2Documento281 paginePARAMAX NEW Copy Rev2Waris La Joi WakatobiNessuna valutazione finora
- AlldocumentsDocumento8 pagineAlldocumentsWaris La Joi WakatobiNessuna valutazione finora
- Roller Conveyor Operation ManualDocumento3 pagineRoller Conveyor Operation Manualroberto_perraciniNessuna valutazione finora
- 2036AUT-en0214Documento20 pagine2036AUT-en0214Andrés AlarcónNessuna valutazione finora
- Underground+Conveyor+Design+Guide+Rev+3 2Documento44 pagineUnderground+Conveyor+Design+Guide+Rev+3 2jonodo89Nessuna valutazione finora
- Coal Handling PlantDocumento58 pagineCoal Handling PlantParmeshwar Nath TripathiNessuna valutazione finora
- TrencherDocumento2 pagineTrencherRwoodworksNessuna valutazione finora
- Type of Failure in Conveyor SystemDocumento13 pagineType of Failure in Conveyor Systemzainonayra100% (2)
- 252-180710 1 AddendumDocumento16 pagine252-180710 1 AddendumJess MedinaNessuna valutazione finora
- Tunnel Baking Oven: Instructions For UseDocumento22 pagineTunnel Baking Oven: Instructions For UseIstudor Adriana100% (1)
- Luff Catalogue 2022 WDocumento77 pagineLuff Catalogue 2022 Wkrlos_SW2009Nessuna valutazione finora
- Belt ScaleDocumento8 pagineBelt ScalekINGNessuna valutazione finora
- Coal Handling SystemDocumento56 pagineCoal Handling SystemPrudhvi RajNessuna valutazione finora
- B1 0 Pipe Conveyor en 2Documento246 pagineB1 0 Pipe Conveyor en 2miguelNessuna valutazione finora
- REMAGRIP REMASLEEVE Pulley Laggings and Belt Idler SleevesDocumento16 pagineREMAGRIP REMASLEEVE Pulley Laggings and Belt Idler SleevesBaihaki StNessuna valutazione finora
- CBM Flyer Fabric Belt ScanningDocumento2 pagineCBM Flyer Fabric Belt Scanninggede adhyatmikaNessuna valutazione finora
- Gearless Mill Drives For ConveyorsDocumento29 pagineGearless Mill Drives For ConveyorsJDNessuna valutazione finora
- Data Gearmotor Gearbox DMILDocumento1 paginaData Gearmotor Gearbox DMILDedi Arisman SaputraNessuna valutazione finora
- Phosphates ProcessingDocumento33 paginePhosphates ProcessingHugo JoãoNessuna valutazione finora
- IMPRESORADocumento394 pagineIMPRESORAArmando Agarijo Concha100% (2)
- Gypsum & Limestone Conveyor System: Project ProfileDocumento1 paginaGypsum & Limestone Conveyor System: Project ProfileViniciusNessuna valutazione finora
- Sampling Solutions LRDocumento8 pagineSampling Solutions LRmanoj983@gmail.comNessuna valutazione finora
- Design and Optimization of Roller in Belt Conveyor System For Weight ReductionDocumento4 pagineDesign and Optimization of Roller in Belt Conveyor System For Weight ReductionSamir KulkarniNessuna valutazione finora
- Catalog en 20190708Documento32 pagineCatalog en 20190708Zakaria YusufNessuna valutazione finora
- Resume - Kumar Chougule - Design Engg - 10 Years ExpDocumento4 pagineResume - Kumar Chougule - Design Engg - 10 Years ExpAyushee TiwariNessuna valutazione finora
- In Plant Training Report in Ultratech Cement Limited: Submitted By: P.Bharath Kumar ReddyDocumento40 pagineIn Plant Training Report in Ultratech Cement Limited: Submitted By: P.Bharath Kumar ReddyPeram Bharath Kumar Reddy100% (1)
- Cambio de Nomenclatura de Los EquiposDocumento44 pagineCambio de Nomenclatura de Los Equiposjulio peña lima100% (1)
- Bag Filter Details: Dust Extraction SystemDocumento6 pagineBag Filter Details: Dust Extraction SystemAnonymous W9VINoTzaNessuna valutazione finora
- 2013 Am Short CoursesDocumento5 pagine2013 Am Short Coursesluisparedes0% (1)
- Beltconveyorsbel00hetzrichDocumento360 pagineBeltconveyorsbel00hetzrichfajar abadi100% (1)
- Planning Elevators EscalatorsDocumento5 paginePlanning Elevators EscalatorsMusthafa SeyedNessuna valutazione finora