Potrebbero piacerti anche
- Vacuum Infusing Processing With DIAB Core Materials: A Guide To Resin Infusion of Fiber-Reinforced CompositesDocumento17 pagineVacuum Infusing Processing With DIAB Core Materials: A Guide To Resin Infusion of Fiber-Reinforced CompositesOzgur CimenNessuna valutazione finora
- Tencate Experience & Application Guidance For Out-Of-Autoclave Composite PrepregsDocumento11 pagineTencate Experience & Application Guidance For Out-Of-Autoclave Composite PrepregsyigitilgazNessuna valutazione finora
- Resin Infusion MoldingDocumento111 pagineResin Infusion MoldingAnkitChoudhary100% (2)
- Gurit-SP Resin Infusion PresentationDocumento19 pagineGurit-SP Resin Infusion PresentationEdgar Real ViúlaNessuna valutazione finora
- Vacuum Infusion Complete Guide: Vacuum Bagging Equipment and Techniques For Room-Temperature ApplicationsDocumento22 pagineVacuum Infusion Complete Guide: Vacuum Bagging Equipment and Techniques For Room-Temperature ApplicationsAlexyz33Nessuna valutazione finora
- Unit 5 Fabrication ProcessesDocumento26 pagineUnit 5 Fabrication ProcessesMohamed Mazhar DNessuna valutazione finora
- Composite FabricationDocumento8 pagineComposite FabricationAbu Bakar SiddiqueNessuna valutazione finora
- The SCRIMP ProcessDocumento56 pagineThe SCRIMP ProcessM PraveenNessuna valutazione finora
- Final Year ProjectDocumento9 pagineFinal Year ProjectSubhi MohamadNessuna valutazione finora
- Thierry Surface Modification Solutions For ManufacturersDocumento9 pagineThierry Surface Modification Solutions For ManufacturersyasminaNessuna valutazione finora
- Vacuum Infusion - The Equipment and Process of Resin InfusionDocumento14 pagineVacuum Infusion - The Equipment and Process of Resin InfusionVivek Joshi100% (1)
- 0 - Impression Intro WetDocumento105 pagine0 - Impression Intro WetCHAKER TAYEBNessuna valutazione finora
- Cavi FlexDocumento11 pagineCavi FlexCandace BlackburnNessuna valutazione finora
- Catalysis Vs StrentchDocumento10 pagineCatalysis Vs StrentchWSERNessuna valutazione finora
- Vacuum Bagging TechniquesDocumento56 pagineVacuum Bagging TechniquesPriyesh SaxenaNessuna valutazione finora
- English Trenton Wax Tape SystemsDocumento16 pagineEnglish Trenton Wax Tape SystemsTaylorNessuna valutazione finora
- Smart Composites: Angel College of Engineering and TechnologyDocumento12 pagineSmart Composites: Angel College of Engineering and Technologydolly707Nessuna valutazione finora
- Hand Lay Up Spray Up Vacuum Bag and Autoclave Feb2020.6310.1583551554.9171Documento67 pagineHand Lay Up Spray Up Vacuum Bag and Autoclave Feb2020.6310.1583551554.9171EudoNessuna valutazione finora
- Losscontrol Researched by AVMDocumento10 pagineLosscontrol Researched by AVMMusab LatifNessuna valutazione finora
- Press Release Concept Stream S - enDocumento2 paginePress Release Concept Stream S - enThanapol UraisinNessuna valutazione finora
- SSI Catalog-2011 PDFDocumento16 pagineSSI Catalog-2011 PDFrafael100% (1)
- Infusion in Marine Construction PDFDocumento9 pagineInfusion in Marine Construction PDFAndri Florez ParraNessuna valutazione finora
- Psi-MIX Inline Disperser eDocumento7 paginePsi-MIX Inline Disperser eKhamis KhamisNessuna valutazione finora
- Processes: Novel Technique For Coating of Fine Particles Using Fluidized Bed and Aerosol AtomizerDocumento18 pagineProcesses: Novel Technique For Coating of Fine Particles Using Fluidized Bed and Aerosol AtomizerDenis Crispin IrazabalNessuna valutazione finora
- SSI BrochureDocumento16 pagineSSI BrochureVivek KapadiaNessuna valutazione finora
- EnviroMist Bulk Handling 2017Documento3 pagineEnviroMist Bulk Handling 2017RicardoNessuna valutazione finora
- Continuous Masterbatch Process For Cellulose Fiber IndustryDocumento2 pagineContinuous Masterbatch Process For Cellulose Fiber Industrykeyur1109Nessuna valutazione finora
- Hand Lay UpDocumento29 pagineHand Lay UpRavendran Krishnan100% (2)
- Arch Environmental Equipment, Inc.: Dust Suppression Technical HandbookDocumento19 pagineArch Environmental Equipment, Inc.: Dust Suppression Technical Handbookshanmars100% (2)
- Internal Cleaning and Coating of In-Place Pipelines: by C KleinDocumento4 pagineInternal Cleaning and Coating of In-Place Pipelines: by C KleinscrbdgharaviNessuna valutazione finora
- Advantages of Non-Perforated Coating PansDocumento3 pagineAdvantages of Non-Perforated Coating PanschevypickupNessuna valutazione finora
- Insulation System Comparison VPI Versus Resin RichDocumento9 pagineInsulation System Comparison VPI Versus Resin Richrifal1990Nessuna valutazione finora
- Recycling of Condensation Plastics: GPEC 2004 Paper Abstract #52Documento8 pagineRecycling of Condensation Plastics: GPEC 2004 Paper Abstract #52Anjum ParkarNessuna valutazione finora
- 04 Swell TechnologyDocumento18 pagine04 Swell TechnologyMEUBRONessuna valutazione finora
- Introduction To Vacuum InfusionDocumento1 paginaIntroduction To Vacuum InfusionGunnie PandherNessuna valutazione finora
- Eco Application GuideDocumento8 pagineEco Application GuidemsbaupartnerNessuna valutazione finora
- Solid Cast Versus Resin Encpsulated TrafoDocumento5 pagineSolid Cast Versus Resin Encpsulated TrafoGuruprasad NagarajasastryNessuna valutazione finora
- Chapter 2 Manufacturing of CompositesDocumento38 pagineChapter 2 Manufacturing of CompositesHelmi LandolsiNessuna valutazione finora
- VFPE Geomembrane Installation For Landfill Capping Applications EngineeringDocumento3 pagineVFPE Geomembrane Installation For Landfill Capping Applications EngineeringDAVE MARK EMBODONessuna valutazione finora
- Advanced Recycling: Using A Co-Rotating TSEDocumento30 pagineAdvanced Recycling: Using A Co-Rotating TSEstanleialexNessuna valutazione finora
- AD 2015 3sDocumento76 pagineAD 2015 3sBhupendra Singh ButolaNessuna valutazione finora
- Acipet: Asociación Colombiana de Ingenieros de PetróleosDocumento6 pagineAcipet: Asociación Colombiana de Ingenieros de PetróleosyhonnyNessuna valutazione finora
- Ethocel HPDocumento8 pagineEthocel HPabhijit_gothoskar6039Nessuna valutazione finora
- How To Design and Size A BaghouseDocumento25 pagineHow To Design and Size A BaghouseWalter MustafaNessuna valutazione finora
- Biomaterial Fabrication Techniques: Arjun G Namboodiri Polymer Processing Laboratory 4/6/10Documento48 pagineBiomaterial Fabrication Techniques: Arjun G Namboodiri Polymer Processing Laboratory 4/6/10Madhupriya KalahastiNessuna valutazione finora
- Vacuum Bagging Process: Experiment No: 6Documento3 pagineVacuum Bagging Process: Experiment No: 6sampath kumar K NNessuna valutazione finora
- Centrifugal CastingDocumento4 pagineCentrifugal CastingaerovinuNessuna valutazione finora
- Demister Pads/ Mist EliminatorsDocumento14 pagineDemister Pads/ Mist Eliminatorsaagarwal30Nessuna valutazione finora
- Dry Powder Coating A New Trend in Coating TechnologyDocumento11 pagineDry Powder Coating A New Trend in Coating TechnologyTimir PatelNessuna valutazione finora
- Coating TechnologyDocumento38 pagineCoating TechnologyReal Anmol Arora100% (5)
- Vacuum Bagging ProcessDocumento2 pagineVacuum Bagging ProcessBikram Kesharee NayakNessuna valutazione finora
- Embedding of Plant TissuesDocumento17 pagineEmbedding of Plant TissuesSWETA MOHANTY 2147619Nessuna valutazione finora
- Water Based AdhesivesDocumento0 pagineWater Based AdhesivesAbhineet ShrivastavaNessuna valutazione finora
- Ultra-High Shear Mixing Strategies: A White Paper Prepared by Charles Ross & Son CompanyDocumento9 pagineUltra-High Shear Mixing Strategies: A White Paper Prepared by Charles Ross & Son Companydevang asherNessuna valutazione finora
- Basic Techniques of ImpregnationDocumento7 pagineBasic Techniques of ImpregnationYjr Arun KumarNessuna valutazione finora
- Fabrication TechniquesDocumento4 pagineFabrication TechniquesSandhya BiradarNessuna valutazione finora
- 6 1 6 2 Watertite Wet AreaDocumento12 pagine6 1 6 2 Watertite Wet AreaHari HaranNessuna valutazione finora
- THE RAPID Sealing System: Rise Multi-Cable TransitsDocumento44 pagineTHE RAPID Sealing System: Rise Multi-Cable Transitsbakien-canNessuna valutazione finora
- Data Book of Thermoset Resins for Composites: Edition 1Da EverandData Book of Thermoset Resins for Composites: Edition 1Nessuna valutazione finora
- Slide Plate ApplicationsDocumento2 pagineSlide Plate ApplicationsvietrossNessuna valutazione finora
- Indian StandardDocumento17 pagineIndian StandardMd Tajijul IslamNessuna valutazione finora
- Nitoflor ConductiveDocumento2 pagineNitoflor ConductiveamitNessuna valutazione finora
- Eng Plannja Roof Brochure 2021-2-6693Documento72 pagineEng Plannja Roof Brochure 2021-2-6693deajust4uNessuna valutazione finora
- 13 Sep 19Documento18 pagine13 Sep 19sumayyaNessuna valutazione finora
- Quantity Surveying P2 SAS6 11Documento43 pagineQuantity Surveying P2 SAS6 11HyacinthNessuna valutazione finora
- KUJARIBUDocumento1.098 pagineKUJARIBUMike LitoriesNessuna valutazione finora
- Terracotta Façades: Rainscreen Cladding - Back-Ventilated - Heat-InsulatedDocumento28 pagineTerracotta Façades: Rainscreen Cladding - Back-Ventilated - Heat-InsulatedAlejandro MoralesNessuna valutazione finora
- YtDocumento4 pagineYtDinesh TaragiNessuna valutazione finora
- Proses BubutDocumento46 pagineProses BubutloafNessuna valutazione finora
- Ecoflex Series TBDocumento2 pagineEcoflex Series TBC SNessuna valutazione finora
- Fastener Identification Markings - Portland BoltDocumento6 pagineFastener Identification Markings - Portland Boltcarlosoliveros1967Nessuna valutazione finora
- Plumbing Specifications: Catch Basin PlanDocumento1 paginaPlumbing Specifications: Catch Basin PlanMark Allan RojoNessuna valutazione finora
- Welder Qualification ReportDocumento2 pagineWelder Qualification ReportSyed Mahmud Habibur RahmanNessuna valutazione finora
- Cost Estimate For Submersible Boring at Iccc Building AreaDocumento10 pagineCost Estimate For Submersible Boring at Iccc Building AreaShubhankar SharmaNessuna valutazione finora
- Cable Scully RepuestoDocumento1 paginaCable Scully RepuestoSalvador Ismael Torres ValleNessuna valutazione finora
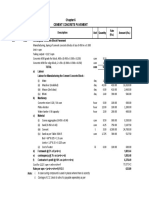
- AOR Conc Blocks 450x300x150 M30Documento1 paginaAOR Conc Blocks 450x300x150 M30Daljeet SidhuNessuna valutazione finora
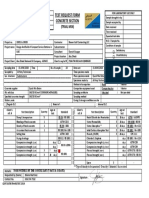
- Test Request Form Concrete Section: (Trial Mix)Documento1 paginaTest Request Form Concrete Section: (Trial Mix)Nimish MadananNessuna valutazione finora
- Construction and Building Materials: Vahid Alizadeh, Sam Helwany, Al Ghorbanpoor, Konstantin SobolevDocumento7 pagineConstruction and Building Materials: Vahid Alizadeh, Sam Helwany, Al Ghorbanpoor, Konstantin Sobolevchutton681Nessuna valutazione finora
- Ultimate Strength of High-Strength Composite Columns After Sustained Service LoadingDocumento9 pagineUltimate Strength of High-Strength Composite Columns After Sustained Service LoadingArielNessuna valutazione finora
- Conveyor BeltsDocumento1 paginaConveyor BeltsMücahitGünaydınNessuna valutazione finora
- Frame Shaped Track SlabDocumento8 pagineFrame Shaped Track SlabSaurabh BaghelNessuna valutazione finora
- Triton Overview BrochureDocumento12 pagineTriton Overview BrochureabcNessuna valutazione finora
- Riveted JointsDocumento44 pagineRiveted Jointssharwan sharma67% (3)
- Wem300 Welding PracticesDocumento71 pagineWem300 Welding PracticesjudicejrNessuna valutazione finora
- Ribbed Type Wall Panel System PDFDocumento9 pagineRibbed Type Wall Panel System PDFPark Min HyoNessuna valutazione finora
- Hercules GP Catalog-WebDocumento24 pagineHercules GP Catalog-WebPaul MezaNessuna valutazione finora
- Fabrication RequirementsDocumento9 pagineFabrication RequirementsRizkyEffendySimanullangNessuna valutazione finora
- Imran & Brothers: Item Expance TotalDocumento2 pagineImran & Brothers: Item Expance Totalbehzad haiderNessuna valutazione finora
- 关键词 英语 4.8更新Documento14 pagine关键词 英语 4.8更新袁袁Nessuna valutazione finora