Potrebbero piacerti anche
- Thermodynamic Consistency Testing of PTx-data Via The Gibbs-Helmholtz Equation PDFDocumento10 pagineThermodynamic Consistency Testing of PTx-data Via The Gibbs-Helmholtz Equation PDFmurdanetap957Nessuna valutazione finora
- 2nd Generation Lignocellulosic BioethanolDocumento16 pagine2nd Generation Lignocellulosic Bioethanolmurdanetap957Nessuna valutazione finora
- 2nd-Generation EtOH Production fromSEP Barley Straw by Kluyveromyces MarxianusDocumento7 pagine2nd-Generation EtOH Production fromSEP Barley Straw by Kluyveromyces Marxianusmurdanetap957Nessuna valutazione finora
- Steam Pre Treatment of Douglas-Fir Wood ChipsDocumento13 pagineSteam Pre Treatment of Douglas-Fir Wood ChipsDavid SanchezNessuna valutazione finora
- Thermodynamic Consistency Testing of PTx-data Via The Gibbs-Helmholtz Equation PDFDocumento10 pagineThermodynamic Consistency Testing of PTx-data Via The Gibbs-Helmholtz Equation PDFmurdanetap957Nessuna valutazione finora
- 2-Step SEP of Softwood by Dilute H2SO4 Impregnation For EtOH Production PDFDocumento12 pagine2-Step SEP of Softwood by Dilute H2SO4 Impregnation For EtOH Production PDFmurdanetap957Nessuna valutazione finora
- Excess Enthalpy and VLE With The MHV2 and Soave Mixing RulesDocumento19 pagineExcess Enthalpy and VLE With The MHV2 and Soave Mixing Rulesmurdanetap957Nessuna valutazione finora
- A Model for Enthalpy of Vaporization Using a New One Parameter Equation of StateDocumento7 pagineA Model for Enthalpy of Vaporization Using a New One Parameter Equation of Statemurdanetap957Nessuna valutazione finora
- Activity Coefficient Calculation For Binary Systems Using UNIQUACDocumento32 pagineActivity Coefficient Calculation For Binary Systems Using UNIQUACdjc490% (1)
- Thermodynamics of Hydrogen-Bonding Mixtures 2.GE, HE, and SE of 1-Propanol +n-HeptaneDocumento12 pagineThermodynamics of Hydrogen-Bonding Mixtures 2.GE, HE, and SE of 1-Propanol +n-Heptanemurdanetap957Nessuna valutazione finora
- 2nd-Generation EtOH Production fromSEP Barley Straw by Kluyveromyces MarxianusDocumento7 pagine2nd-Generation EtOH Production fromSEP Barley Straw by Kluyveromyces Marxianusmurdanetap957Nessuna valutazione finora
- Prediction of Volumetric Properties of Fluids For Oil and Gas ApplicationsDocumento7 paginePrediction of Volumetric Properties of Fluids For Oil and Gas Applicationsmurdanetap957Nessuna valutazione finora
- A Computer Aided System For Correlation and Prediction of PhE DataDocumento8 pagineA Computer Aided System For Correlation and Prediction of PhE Datamurdanetap957Nessuna valutazione finora
- A Model for Enthalpy of Vaporization Using a New One Parameter Equation of StateDocumento7 pagineA Model for Enthalpy of Vaporization Using a New One Parameter Equation of Statemurdanetap957Nessuna valutazione finora
- A Theoretical Model To Simulate CO2 Terpenes SCEDocumento12 pagineA Theoretical Model To Simulate CO2 Terpenes SCEmurdanetap957Nessuna valutazione finora
- Barker's Method VLE Data ReductionDocumento7 pagineBarker's Method VLE Data Reductionmurdanetap957Nessuna valutazione finora
- Determination of Activity Coefficients from Total Pressure Measurements Using Least Squares MethodDocumento4 pagineDetermination of Activity Coefficients from Total Pressure Measurements Using Least Squares Methodmontoyazumaeta100% (1)
- Prediction of Hydrocarbon Densities at Extreme Conditions Using Volume-Translated SRK and PR Equations of StateDocumento12 paginePrediction of Hydrocarbon Densities at Extreme Conditions Using Volume-Translated SRK and PR Equations of Statemurdanetap957Nessuna valutazione finora
- Analytical Supercritical Fluid Extraction For FoodDocumento32 pagineAnalytical Supercritical Fluid Extraction For Foodmurdanetap957Nessuna valutazione finora
- Development of A Methodology For The Optimization of Dehydration of Extra-Heavy Oil EmulsionsDocumento16 pagineDevelopment of A Methodology For The Optimization of Dehydration of Extra-Heavy Oil Emulsionsmurdanetap957Nessuna valutazione finora
- Determination of Isobaric VLLE Data PDFDocumento20 pagineDetermination of Isobaric VLLE Data PDFmurdanetap957Nessuna valutazione finora
- Developing Correlations For The Properties of Petroleum Fuels and Their FractionsDocumento13 pagineDeveloping Correlations For The Properties of Petroleum Fuels and Their Fractionsmurdanetap957Nessuna valutazione finora
- A Comprehensive Comparison of Mixing Rules For Calculation of Phase Equilibria in Complex SystemsDocumento8 pagineA Comprehensive Comparison of Mixing Rules For Calculation of Phase Equilibria in Complex Systemsmurdanetap957Nessuna valutazione finora
- Barker's Method for VLE Data Reduction and the Treatment of Pure Component Vapor PressuresDocumento9 pagineBarker's Method for VLE Data Reduction and the Treatment of Pure Component Vapor Pressuresmurdanetap957Nessuna valutazione finora
- Experimental Study On VLE of Ternary Systems of Cn-Ionic Liquid Using HS ChromatographyDocumento5 pagineExperimental Study On VLE of Ternary Systems of Cn-Ionic Liquid Using HS Chromatographymurdanetap957Nessuna valutazione finora
- Thermodynamic Characterization of Second Generation BiofuelsDocumento5 pagineThermodynamic Characterization of Second Generation Biofuelsmurdanetap957Nessuna valutazione finora
- A Second Life For Natural Gas Demand in Europe PDFDocumento4 pagineA Second Life For Natural Gas Demand in Europe PDFmurdanetap957Nessuna valutazione finora
- Continuous Thermodynamic Correlation and Calculation of Psat and VLE Constant of Hydrocarbon Fuel FractionsDocumento14 pagineContinuous Thermodynamic Correlation and Calculation of Psat and VLE Constant of Hydrocarbon Fuel Fractionsmurdanetap957Nessuna valutazione finora
- Effect End Groups, Molecular Weight and Size On The Solubility of Compound in SCCO2Documento7 pagineEffect End Groups, Molecular Weight and Size On The Solubility of Compound in SCCO2murdanetap957Nessuna valutazione finora
- Computing Liquid-Vapor Phase Diagrams For Non-Ideal Binary MixturesDocumento22 pagineComputing Liquid-Vapor Phase Diagrams For Non-Ideal Binary Mixturesmurdanetap957Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- REMOVE CLASS 2024 SOW Peralihan MajuDocumento4 pagineREMOVE CLASS 2024 SOW Peralihan MajuMohd FarezNessuna valutazione finora
- Chapter 20: HealthDocumento42 pagineChapter 20: HealthMajid KarimiNessuna valutazione finora
- Atomic Structure QuestionsDocumento1 paginaAtomic Structure QuestionsJames MungallNessuna valutazione finora
- Ncm110nif Midterm Laboratory NotesDocumento12 pagineNcm110nif Midterm Laboratory NotesMicah jay MalvasNessuna valutazione finora
- A Generation of Contradictions-Unlocking Gen Z 2022 China FocusDocumento25 pagineA Generation of Contradictions-Unlocking Gen Z 2022 China FocusCindy Xidan XiaoNessuna valutazione finora
- Fast and Reliable: Handheld TympanometerDocumento4 pagineFast and Reliable: Handheld TympanometersermedNessuna valutazione finora
- Sunera Best Practices For Remediating SoDsDocumento7 pagineSunera Best Practices For Remediating SoDssura anil reddyNessuna valutazione finora
- Inspection and Test Plan Steel Sheet Pile DriDocumento6 pagineInspection and Test Plan Steel Sheet Pile DriSofda Imela100% (1)
- KJR 20 880 PDFDocumento14 pagineKJR 20 880 PDFNam LeNessuna valutazione finora
- Reporte Corporativo de Louis Dreyfus Company (LDC)Documento21 pagineReporte Corporativo de Louis Dreyfus Company (LDC)OjoPúblico Periodismo de InvestigaciónNessuna valutazione finora
- Search Engine Marketing Course Material 2t4d9Documento165 pagineSearch Engine Marketing Course Material 2t4d9Yoga Guru100% (2)
- Rolls-Royce M250 FIRST Network: 2015 Customer Support DirectoryDocumento76 pagineRolls-Royce M250 FIRST Network: 2015 Customer Support Directoryale11vigarNessuna valutazione finora
- 1.1 Enterprise AssessmentDocumento1 pagina1.1 Enterprise AssessmentGermanRobertoFongNessuna valutazione finora
- Shooting ScriptDocumento12 pagineShooting Scriptapi-544851273Nessuna valutazione finora
- Cheat Codes SkyrimDocumento13 pagineCheat Codes SkyrimDerry RahmaNessuna valutazione finora
- Unit 5 EstándarDocumento2 pagineUnit 5 EstándardechillbroNessuna valutazione finora
- Rustom Shams PDFDocumento48 pagineRustom Shams PDFmtaha85Nessuna valutazione finora
- Idler Sprockets: Poly Chain GT and Powergrip GTDocumento2 pagineIdler Sprockets: Poly Chain GT and Powergrip GTVolodymуr VorobetsNessuna valutazione finora
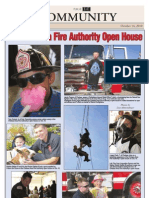
- CAFA Open House HighlightsDocumento1 paginaCAFA Open House HighlightsDaniel LaiNessuna valutazione finora
- TM T70 BrochureDocumento2 pagineTM T70 BrochureNikhil GuptaNessuna valutazione finora
- Summative Test For Quadratic Equations2Documento2 pagineSummative Test For Quadratic Equations2AsmiraMangontra0% (1)
- Construction Materials and Testing: "WOOD"Documento31 pagineConstruction Materials and Testing: "WOOD"Aira Joy AnyayahanNessuna valutazione finora
- CD 1 - Screening & DiagnosisDocumento27 pagineCD 1 - Screening & DiagnosiskhairulfatinNessuna valutazione finora
- Gen 001 Sas 4Documento4 pagineGen 001 Sas 4Michael MarzonNessuna valutazione finora
- Forecast Time Series-NotesDocumento138 pagineForecast Time Series-NotesflorinNessuna valutazione finora
- LETTER OF AUTHORIZATION CREDO INVEST DownloadDocumento1 paginaLETTER OF AUTHORIZATION CREDO INVEST DownloadEsteban Enrique Posan BalcazarNessuna valutazione finora
- Application of Gis in Electrical Distribution Network SystemDocumento16 pagineApplication of Gis in Electrical Distribution Network SystemMelese Sefiw100% (1)
- Concise Operating Instructions: Frequency Converter For HOISTING - TRAVEL (Siemens)Documento9 pagineConcise Operating Instructions: Frequency Converter For HOISTING - TRAVEL (Siemens)Pablo Hidalgo ValenzuelaNessuna valutazione finora
- Determination of Atenolol in Pharmaceutical Dosages by Fourier Transform Infrared Spectrometry (FTIR)Documento11 pagineDetermination of Atenolol in Pharmaceutical Dosages by Fourier Transform Infrared Spectrometry (FTIR)Geovas GomezNessuna valutazione finora
- Clock Al Ghadeer Setup GuideDocumento4 pagineClock Al Ghadeer Setup Guideakberbinshowkat100% (2)