Potrebbero piacerti anche
- Survey ChecklistDocumento17 pagineSurvey ChecklistSamuel Blandes Rwegasira100% (1)
- Rudder ConstructionDocumento54 pagineRudder ConstructionAnkur Sharma100% (1)
- Dynamic positioning The Ultimate Step-By-Step GuideDa EverandDynamic positioning The Ultimate Step-By-Step GuideNessuna valutazione finora
- Cargo Securing ManualDocumento27 pagineCargo Securing Manualrsalvasan100% (1)
- Anchoring SystemsDocumento16 pagineAnchoring SystemsKarim Abd ElazizNessuna valutazione finora
- Winch Brake Holding Capacity TestDocumento2 pagineWinch Brake Holding Capacity TestDenis Mihin83% (6)
- 80 Ton AHTS Specification Rev 0Documento81 pagine80 Ton AHTS Specification Rev 0Mark Samsel RohanNessuna valutazione finora
- MOORING WINCH BRAKE HOLDING TEST JAN2017 Report OnlyDocumento1 paginaMOORING WINCH BRAKE HOLDING TEST JAN2017 Report Onlyvinnileo0% (1)
- Brake Holding Power TestDocumento6 pagineBrake Holding Power TestCaptIsqanNessuna valutazione finora
- Brake Testing Record & Data For Mooring Winches: National Iranian Tanker CompanyDocumento2 pagineBrake Testing Record & Data For Mooring Winches: National Iranian Tanker Companybehzad parsi100% (1)
- Short Condition Survey Report-2012-1Documento7 pagineShort Condition Survey Report-2012-1alive2flirtNessuna valutazione finora
- Engine DeratingDocumento4 pagineEngine Deratingiuliiulian100% (1)
- Wheel Over Position CalculationDocumento3 pagineWheel Over Position CalculationAbishek Dhar100% (10)
- Sill Height of Watertight Door and HatchesDocumento3 pagineSill Height of Watertight Door and HatchesOzata Tersanesi100% (1)
- Commercial Ship Surveying: On/Off Hire Condition Surveys and Bunker SurveysDa EverandCommercial Ship Surveying: On/Off Hire Condition Surveys and Bunker SurveysValutazione: 4.5 su 5 stelle4.5/5 (6)
- On Hire Survey and Off Hire SurveyDocumento4 pagineOn Hire Survey and Off Hire SurveyOhh Min75% (4)
- Stress Analysis and Computer Simulation of Vessel Dry DockingDocumento40 pagineStress Analysis and Computer Simulation of Vessel Dry DockingmgoyenNessuna valutazione finora
- Brake Holding FormulaDocumento2 pagineBrake Holding FormulaVinay Pratap Singh100% (10)
- HMC S Eng V6Documento104 pagineHMC S Eng V6mohammed100% (1)
- R&I Air Brake System - Learning PDFDocumento67 pagineR&I Air Brake System - Learning PDFprasetyo nugrohoNessuna valutazione finora
- BTF141101 Freeboard Basel S5Documento16 pagineBTF141101 Freeboard Basel S5tahtoh25100% (1)
- Free Conveyor DesignDocumento12 pagineFree Conveyor DesignRyukiNessuna valutazione finora
- Brake Test Procedure - (1300mm Drum)Documento3 pagineBrake Test Procedure - (1300mm Drum)Kapil Kalra100% (1)
- TE2AutomotiveWorkSheets PDFDocumento36 pagineTE2AutomotiveWorkSheets PDFAnaNessuna valutazione finora
- Break TestDocumento2 pagineBreak Testbehzad parsi100% (2)
- Annual, Docking, Intermediate SurveyDocumento29 pagineAnnual, Docking, Intermediate SurveyAjay SinghNessuna valutazione finora
- Part A - Summary ReportDocumento21 paginePart A - Summary ReportGreg AkisNessuna valutazione finora
- Bulkheads FinalDocumento15 pagineBulkheads Finalvikram5211Nessuna valutazione finora
- Mooring Winch Tests1Documento7 pagineMooring Winch Tests1RachitNessuna valutazione finora
- Mooring Winch Brake Capacity Calculation PDFDocumento1 paginaMooring Winch Brake Capacity Calculation PDFvdeviv100% (1)
- Assignment of FreeboardDocumento18 pagineAssignment of FreeboardBharatiyulam100% (4)
- SEQ Survey Checks PDFDocumento23 pagineSEQ Survey Checks PDFAnonymous XtvvG80zu100% (3)
- 4x 65 Ton AHTS Specification Rev 0Documento85 pagine4x 65 Ton AHTS Specification Rev 0pal_malay100% (1)
- Microsoft Word - 0405-4 MooringDocumento17 pagineMicrosoft Word - 0405-4 Mooringpatrihsimbolon100% (2)
- STS QAC SOP 015 PSV ServicingDocumento11 pagineSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- Lifeboat Study PDFDocumento48 pagineLifeboat Study PDFNur SyahroniNessuna valutazione finora
- 한도샤프트2Documento56 pagine한도샤프트2Mirequip Mirequip100% (1)
- Boiler Survey ProcedureDocumento5 pagineBoiler Survey ProcedureMeghali Borle100% (1)
- Sag AllowanceDocumento1 paginaSag AllowanceAli Punga50% (2)
- Sag AllowanceDocumento1 paginaSag AllowanceAli Punga50% (2)
- Sag AllowanceDocumento1 paginaSag AllowanceAli Punga50% (2)
- Mooring Winch Brake Capacity CalculationDocumento1 paginaMooring Winch Brake Capacity CalculationDani Parada56% (9)
- Clipper Cristobal - Out Turn SurveyDocumento11 pagineClipper Cristobal - Out Turn SurveyRogério Tristão100% (1)
- Docdoss 5138Documento419 pagineDocdoss 5138naved ahmedNessuna valutazione finora
- Ship Handling Rotor-TugDocumento6 pagineShip Handling Rotor-TugElena Mihaela BengaNessuna valutazione finora
- Crane SafetiesDocumento38 pagineCrane SafetiesSamar Rustagi100% (1)
- Rolls-Royce M250-C20 Commercial Engine Bulletin IndexDocumento25 pagineRolls-Royce M250-C20 Commercial Engine Bulletin IndexAsep HidayatNessuna valutazione finora
- PRANTIK SARWAR Condition Survey Report DD 23 April 2021Documento72 paginePRANTIK SARWAR Condition Survey Report DD 23 April 2021Joel Jeffery Sarkar50% (2)
- Rules For Towing SurveyDocumento14 pagineRules For Towing Surveythugsdei100% (2)
- Code of Safe Working Practices for Merchant Seafarers: Consolidated edition (incorporating amendments 1-6)Da EverandCode of Safe Working Practices for Merchant Seafarers: Consolidated edition (incorporating amendments 1-6)Nessuna valutazione finora
- Mechanical Calculation Sheet Drafting Procedure PDFDocumento50 pagineMechanical Calculation Sheet Drafting Procedure PDFlongnhar100% (10)
- Dry Docking NotesDocumento16 pagineDry Docking NotesIshan Vyas100% (1)
- Tow Approval ReportDocumento16 pagineTow Approval Reportdiegocely700615100% (1)
- AMSA MO32 Lifting DevicesDocumento51 pagineAMSA MO32 Lifting DevicesAjay W DhimanNessuna valutazione finora
- Brosur MCV, BCV & Sprinkler Head DUYARDocumento12 pagineBrosur MCV, BCV & Sprinkler Head DUYARArya WisnuNessuna valutazione finora
- Selecting The Proper Conveyor Belt: Single Pulley DriveDocumento18 pagineSelecting The Proper Conveyor Belt: Single Pulley Drivettr_1983Nessuna valutazione finora
- ESP CodeDocumento7 pagineESP CodeAkash KandwalNessuna valutazione finora
- Bulk Carrier - General Cargo - Container Vessel Survey Report R1.3 FullDocumento27 pagineBulk Carrier - General Cargo - Container Vessel Survey Report R1.3 FullKurupath SidharthanNessuna valutazione finora
- Pre-Purchase Inspection Report-MV QI SHANDocumento22 paginePre-Purchase Inspection Report-MV QI SHANTakis Rappas100% (1)
- Scope of Load Line SurveyDocumento5 pagineScope of Load Line SurveyMuhammed Mudafi ElhaqNessuna valutazione finora
- B.H.C Test EPC.Documento10 pagineB.H.C Test EPC.dassi99Nessuna valutazione finora
- Ampi Spring 2014 - LRDocumento20 pagineAmpi Spring 2014 - LRAli PungaNessuna valutazione finora
- PressureVacuum PV Valves For Chemical TankersDocumento3 paginePressureVacuum PV Valves For Chemical TankersSahil Biswas100% (1)
- Mooring Winch Brake Holding CapacityDocumento2 pagineMooring Winch Brake Holding CapacitysbcheahNessuna valutazione finora
- Class 4 Safety Oral Ship Construction & Naval FileDocumento72 pagineClass 4 Safety Oral Ship Construction & Naval Fileclinton100% (4)
- Code 17 DeficienciesDocumento18 pagineCode 17 DeficienciescapmanirajNessuna valutazione finora
- SPS Code General - 1Documento27 pagineSPS Code General - 1famwhaiyun100% (1)
- Hatch Cover Survey Check-ListDocumento2 pagineHatch Cover Survey Check-ListDAVYDEBOCKNessuna valutazione finora
- Winch Brake Test Certificate 1Documento1 paginaWinch Brake Test Certificate 1Владимир МищенкоNessuna valutazione finora
- Bow ThrusterDocumento19 pagineBow ThrusterAnakin SkywalkerNessuna valutazione finora
- Damage Stability Assessment of ContainershipDocumento18 pagineDamage Stability Assessment of ContainershipgksahaNessuna valutazione finora
- Damper 2Documento18 pagineDamper 2takalkars2511Nessuna valutazione finora
- Braking Calculations: "What Do You Want The Brake To Do?"Documento4 pagineBraking Calculations: "What Do You Want The Brake To Do?"Youness AjaarrourNessuna valutazione finora
- 1 25MWDocumento33 pagine1 25MWmadivala nagarajaNessuna valutazione finora
- Chapt 22 PDFDocumento12 pagineChapt 22 PDFMj Secherico PerilloNessuna valutazione finora
- Chapt 22 PDFDocumento12 pagineChapt 22 PDFMj Secherico PerilloNessuna valutazione finora
- CAP For Bulk CarriersDocumento10 pagineCAP For Bulk CarriersAli PungaNessuna valutazione finora
- Chapt 22 PDFDocumento12 pagineChapt 22 PDFMj Secherico PerilloNessuna valutazione finora
- Approximate Assessment of The Ultimate Longitudinal Strength of The Hull GirderDocumento10 pagineApproximate Assessment of The Ultimate Longitudinal Strength of The Hull GirderAli PungaNessuna valutazione finora
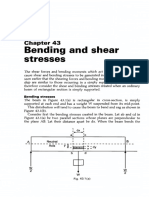
- Bending & Shear StressesDocumento24 pagineBending & Shear StressesAli PungaNessuna valutazione finora
- 20138192147MSC.1-Circ.1278 - Guidance On Wearing Immersion Suits in Totally Enclosed Lifeboats (Secretariat)Documento1 pagina20138192147MSC.1-Circ.1278 - Guidance On Wearing Immersion Suits in Totally Enclosed Lifeboats (Secretariat)Ali PungaNessuna valutazione finora
- Ampi Spring 2013 - LRDocumento20 pagineAmpi Spring 2013 - LRAli PungaNessuna valutazione finora
- Navigation BookDocumento44 pagineNavigation BookGeorge PantherNessuna valutazione finora
- The FSC - StabilityDocumento9 pagineThe FSC - StabilityAli PungaNessuna valutazione finora
- Coal BasicsDocumento2 pagineCoal BasicsAli PungaNessuna valutazione finora
- Condition of Assignment and Its Periodic InspectionDocumento2 pagineCondition of Assignment and Its Periodic InspectionAli PungaNessuna valutazione finora
- Added MassDocumento3 pagineAdded MassAli PungaNessuna valutazione finora
- Influence of External Factors On Fuel ConsumptionDocumento3 pagineInfluence of External Factors On Fuel ConsumptionAli PungaNessuna valutazione finora
- Hydrostatic Pressure TestsDocumento3 pagineHydrostatic Pressure TestsAli PungaNessuna valutazione finora
- Case Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsDocumento13 pagineCase Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsAruna MNessuna valutazione finora
- Materials System SpecificationDocumento9 pagineMaterials System Specificationnadeem shaikhNessuna valutazione finora
- Influence of Blade Wrap Angle On Centrifugal Pump Performance by Numerical and Experimental StudyDocumento7 pagineInfluence of Blade Wrap Angle On Centrifugal Pump Performance by Numerical and Experimental StudyVignesh KumaranNessuna valutazione finora
- Vigo Elec Wiring DiagramDocumento18 pagineVigo Elec Wiring DiagramVinh PhạmNessuna valutazione finora
- محاضرات هندسة الاساسات د. طارق نجيب P3Documento42 pagineمحاضرات هندسة الاساسات د. طارق نجيب P3Hasan100% (2)
- S04 FIP FIPD En-BDocumento16 pagineS04 FIP FIPD En-BzuccoloNessuna valutazione finora
- Elec-Thrtl-Ctrls-98 Cummin PDFDocumento58 pagineElec-Thrtl-Ctrls-98 Cummin PDFjuanNessuna valutazione finora
- Essential Conditions For Efficient Engine OperationDocumento4 pagineEssential Conditions For Efficient Engine OperationMelanie Saldivar CapalunganNessuna valutazione finora
- Wärtsilä Enviroguard Pse DatasheetDocumento4 pagineWärtsilä Enviroguard Pse DatasheetWilfredo Salas MarcosNessuna valutazione finora
- Mock Final ExamDocumento15 pagineMock Final ExamMing SuNessuna valutazione finora
- FXDQ-NBVE Technical Data PDFDocumento13 pagineFXDQ-NBVE Technical Data PDFLuis CarlosNessuna valutazione finora
- As Answers Camb 2003 June A Level Paper 1 2 9702-1-2Documento3 pagineAs Answers Camb 2003 June A Level Paper 1 2 9702-1-2jmok92100% (1)
- Spare Parts Manual: Solidc PumpDocumento12 pagineSpare Parts Manual: Solidc PumpDaniel FernándezNessuna valutazione finora
- Winkler Curved Beam TheoryDocumento21 pagineWinkler Curved Beam TheoryfddssaaNessuna valutazione finora
- Articulating Frac Arm-ScreenDocumento2 pagineArticulating Frac Arm-Screenpatitococa100% (1)
- PDAM Detail JunctionDocumento4 paginePDAM Detail JunctionC. A. ArdhaniNessuna valutazione finora
- Daftar Pustaka Ship MotionDocumento6 pagineDaftar Pustaka Ship MotionAris MunandarNessuna valutazione finora
- Recommended Spare Parts List: Servicemaster 600RDocumento1 paginaRecommended Spare Parts List: Servicemaster 600RSofia PerezNessuna valutazione finora
- InnoPlus LD2420D - InnoPlusDocumento3 pagineInnoPlus LD2420D - InnoPlusEko SabtianNessuna valutazione finora
- Selecting Centrifugal Pumps Data KSB 28Documento1 paginaSelecting Centrifugal Pumps Data KSB 28avinashuklaNessuna valutazione finora
- Starting Methods For Induction MotorsDocumento3 pagineStarting Methods For Induction MotorsKrishnamoorthy Ayyasami100% (1)