Potrebbero piacerti anche
- Piping Inspector QuestionsDocumento10 paginePiping Inspector QuestionsRichard Periyanayagam100% (1)
- Saudi Aramco Piping QC Inspector Sample Interview Questions & Answers..Documento5 pagineSaudi Aramco Piping QC Inspector Sample Interview Questions & Answers..Ch SIB100% (1)
- Piping Inspector Questions 1Documento6 paginePiping Inspector Questions 1Badiuzzama786100% (1)
- QDocumento12 pagineQJoseph Peter100% (1)
- Saudi Aramco Piping QC Inspector Sample Interview QuestionsDocumento6 pagineSaudi Aramco Piping QC Inspector Sample Interview QuestionsRichard Periyanayagam100% (3)
- Piping Inspector QuestionsDocumento7 paginePiping Inspector Questionsnike_y2k100% (1)
- Piping QuestionnaireDocumento10 paginePiping QuestionnaireRahman100% (2)
- Aramco Exam QusDocumento23 pagineAramco Exam Qussarath100% (3)
- Piping, Hydro QC List-InterviewDocumento3 paginePiping, Hydro QC List-InterviewAnonymous 4e7GNjzGW100% (1)
- Aramco Piping QuestionsDocumento6 pagineAramco Piping Questionschandu666creator88% (8)
- Piping Latest Aramco QuestionsDocumento2 paginePiping Latest Aramco Questionschandu666creator0% (1)
- UG Piping, Hydro QC List-InterviewDocumento6 pagineUG Piping, Hydro QC List-InterviewSyed M. Imran Ali100% (1)
- Piping QuestionsDocumento13 paginePiping QuestionsMani KantaNessuna valutazione finora
- Piping, Hydro QC List-InterviewDocumento8 paginePiping, Hydro QC List-Interviewtayyab100% (1)
- Interview Ques & Ans - KNPCDocumento8 pagineInterview Ques & Ans - KNPCStephen RajNessuna valutazione finora
- TR IntervieweDocumento28 pagineTR Interviewemohamedqc100% (1)
- Welding Inspector Interview ReviewDocumento5 pagineWelding Inspector Interview ReviewLuttpiNessuna valutazione finora
- Questions Related To WeldingDocumento12 pagineQuestions Related To WeldingpremNessuna valutazione finora
- Aramco CBT Questions-Answere For QAQC WeldingDocumento10 pagineAramco CBT Questions-Answere For QAQC WeldingAbdul HafeezNessuna valutazione finora
- 1 SATIP-L-108-01 Valve Installation-Rev 2Documento15 pagine1 SATIP-L-108-01 Valve Installation-Rev 2Md ShariqueNessuna valutazione finora
- CBT Welding QuestionDocumento57 pagineCBT Welding QuestionRishiNessuna valutazione finora
- Welding Inspector Interview QuestionsDocumento5 pagineWelding Inspector Interview Questionsவிஷ்ணு ராஜசெல்வன்Nessuna valutazione finora
- RTR Pipe Interview QuestionsDocumento1 paginaRTR Pipe Interview QuestionsMd Sharique100% (1)
- Centre To Centre Tolerance For BoltingDocumento50 pagineCentre To Centre Tolerance For BoltingSm JawedNessuna valutazione finora
- Welding Questionarie & Ans.Documento6 pagineWelding Questionarie & Ans.Deepak DineshNessuna valutazione finora
- CBT Piping Questionnaire-1Documento3 pagineCBT Piping Questionnaire-1kumarNessuna valutazione finora
- 4) Piping Interview QuestionnaireDocumento2 pagine4) Piping Interview QuestionnaireAjaz Malik33% (3)
- CBT QuestionsDocumento5 pagineCBT QuestionsAris Bulaong100% (1)
- CBT QustionDocumento3 pagineCBT Qustionneelapu mahesh reddyNessuna valutazione finora
- Welding Questionaire: Duties and Responsibilities of Welding InspectorDocumento32 pagineWelding Questionaire: Duties and Responsibilities of Welding Inspectorshaynad binsharafNessuna valutazione finora
- Mechanical General QuestionsDocumento57 pagineMechanical General QuestionsZain Sani Butt100% (1)
- CBT Questions For PipingDocumento41 pagineCBT Questions For PipingarulselvamNessuna valutazione finora
- TOP 250+ QC Welding Inspector Interview Questions and Answers 10 July 2019 - QC Welding Inspector Interview Questions - Wisdom Jobs IndiaDocumento7 pagineTOP 250+ QC Welding Inspector Interview Questions and Answers 10 July 2019 - QC Welding Inspector Interview Questions - Wisdom Jobs IndiaOmidNessuna valutazione finora
- Satorp TR Interview Questionnar (Welding)Documento21 pagineSatorp TR Interview Questionnar (Welding)abyNessuna valutazione finora
- Piping QuestonaryDocumento25 paginePiping QuestonarySanjay Kumar yadav100% (3)
- Piping Q & ADocumento8 paginePiping Q & AvenkateshNessuna valutazione finora
- Piping QC Guide (For Saudi Aramco Project)Documento11 paginePiping QC Guide (For Saudi Aramco Project)HengNessuna valutazione finora
- WPS SummaryDocumento33 pagineWPS SummaryMidhun K ChandraboseNessuna valutazione finora
- Feild Inspection of Shell and Tube Heat ExchangersDocumento4 pagineFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettNessuna valutazione finora
- Aramco Piping Inspector Question and AnswersDocumento11 pagineAramco Piping Inspector Question and AnswersSURESH NAIRNessuna valutazione finora
- Sa (Valves and Fittings Exam)Documento6 pagineSa (Valves and Fittings Exam)rajaksekar100% (2)
- Welding Procedure Specification: Asme Sec IxDocumento22 pagineWelding Procedure Specification: Asme Sec IxMd Anamul HoqueNessuna valutazione finora
- 23 Piping InspectorDocumento79 pagine23 Piping InspectorBukty Siahaan100% (3)
- Piping Interview QuestionsDocumento4 paginePiping Interview Questionsmithunjobs100% (4)
- Valves & Fittings Question - 02Documento3 pagineValves & Fittings Question - 02mohamed elmasry100% (1)
- General Mechanical-2 PDFDocumento6 pagineGeneral Mechanical-2 PDFAhmed Shaban KotbNessuna valutazione finora
- Piping Question and AnswerDocumento7 paginePiping Question and AnswerMohammed Abdul Moqeet100% (10)
- Questions Related To CodesDocumento10 pagineQuestions Related To CodesMayur Mandrekar100% (1)
- Hydrotesting of RTR PipesDocumento9 pagineHydrotesting of RTR PipesMd ShariqueNessuna valutazione finora
- API 510 Question & AnswerDocumento8 pagineAPI 510 Question & AnswerSakthi Pk100% (1)
- Question For InterviewDocumento4 pagineQuestion For InterviewJlkKumar100% (2)
- Aramco Interview QuestionsDocumento38 pagineAramco Interview QuestionsMd Sharique83% (6)
- Aramco Q&aDocumento5 pagineAramco Q&aEzhil Arasan100% (2)
- Piping InterviewDocumento9 paginePiping Interviewsatyammmishra0101Nessuna valutazione finora
- Erection and Commissioning Procedure PDFDocumento94 pagineErection and Commissioning Procedure PDFShankar JhaNessuna valutazione finora
- Project Standards and Specifications Metallic Expansion Joint Rev01Documento4 pagineProject Standards and Specifications Metallic Expansion Joint Rev01hiyeonNessuna valutazione finora
- ASME STS-1 Steel Stacks (Partial) - Edition 2000Documento6 pagineASME STS-1 Steel Stacks (Partial) - Edition 2000Bui Chi TamNessuna valutazione finora
- Gates Hydraulic HosesDocumento80 pagineGates Hydraulic HosesSyavash Ensha100% (3)
- Tablas Medidas Tubos de Acero API5L - ASTM A53 - A106Documento6 pagineTablas Medidas Tubos de Acero API5L - ASTM A53 - A106Reinaldo AndaraNessuna valutazione finora
- BCM Capacity ChartDocumento1 paginaBCM Capacity ChartKrishnaKumar BangaruNessuna valutazione finora
- Engineering Chemistry Unit 3 Notes RGPVDocumento14 pagineEngineering Chemistry Unit 3 Notes RGPVMufaddal HamidNessuna valutazione finora
- V Clic Workshop ManualDocumento44 pagineV Clic Workshop ManualWG-Friend IvybridgeNessuna valutazione finora
- ASME Boiler and Pressure Vessel Code, Section III NF, EditioDocumento101 pagineASME Boiler and Pressure Vessel Code, Section III NF, EditiorazvannuNessuna valutazione finora
- Skid Steer Safety and Maintenance ChecklistDocumento2 pagineSkid Steer Safety and Maintenance Checklistvishal100% (1)
- Calculation Report Bagging Electrical RoomDocumento131 pagineCalculation Report Bagging Electrical RoomGee - FNessuna valutazione finora
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocumento36 pagineRequirements Concerning Gas Tankers: International Association of Classification SocietieschrisNessuna valutazione finora
- Design of Forming ToolsDocumento22 pagineDesign of Forming ToolskunwarNessuna valutazione finora
- Shridevi - Types of Machine FoundationDocumento12 pagineShridevi - Types of Machine FoundationAshokan Keloth100% (1)
- Deformation ProcessDocumento25 pagineDeformation Processutpal singhaNessuna valutazione finora
- Control Board Kit 30072-451-86ADocumento8 pagineControl Board Kit 30072-451-86AEdwin RinconNessuna valutazione finora
- QCDD 1.1 Basic Requirements Rev ADocumento4 pagineQCDD 1.1 Basic Requirements Rev ADinesh GuptaNessuna valutazione finora
- ROHR2fesu FeaturelistDocumento20 pagineROHR2fesu FeaturelistJohan ConradieNessuna valutazione finora
- Crouse Hinds Form7 Catalog PageDocumento8 pagineCrouse Hinds Form7 Catalog PageFERNANDO RODRIGUEZNessuna valutazione finora
- Owner's Manual For Porsgrunn Rotary Vane Steering Gear S-1995Documento124 pagineOwner's Manual For Porsgrunn Rotary Vane Steering Gear S-1995O olezhaod100% (4)
- Numerical Simulation of Inflow Performance For Perforated Horizontal WellsDocumento7 pagineNumerical Simulation of Inflow Performance For Perforated Horizontal Wellssaholans2000Nessuna valutazione finora
- Outdoor Unit Indoor Unit: Excellent Ecodan's Heating Performance, Even at Low Outdoor Temperature!Documento19 pagineOutdoor Unit Indoor Unit: Excellent Ecodan's Heating Performance, Even at Low Outdoor Temperature!Ивайло СтояновNessuna valutazione finora
- Tut-371 No.2Documento8 pagineTut-371 No.2fletusdiabloiNessuna valutazione finora
- Cobalt Chromium Implant Grade TubingDocumento2 pagineCobalt Chromium Implant Grade Tubingkunalkp88Nessuna valutazione finora
- 2005 - Theoretical Analysis of Dehumidification Process in A Desiccant WheelDocumento10 pagine2005 - Theoretical Analysis of Dehumidification Process in A Desiccant WheelzebrazerozeroNessuna valutazione finora
- Chassis Design Report PDFDocumento8 pagineChassis Design Report PDFPrakhar YadavNessuna valutazione finora
- Turbine RepairDocumento67 pagineTurbine RepairFrancisco Novoa Rodriguez50% (2)
- Materials System SpecificationDocumento19 pagineMaterials System SpecificationGOSP3 QC MechanicalNessuna valutazione finora
- ABB Water MotorDocumento16 pagineABB Water MotorHenry ChokieNessuna valutazione finora
- Bombas Reciprocantes PDFDocumento43 pagineBombas Reciprocantes PDFSamuel Arias CamachoNessuna valutazione finora
- College of Engineering Process Control Lab.: Basrah UniversityDocumento11 pagineCollege of Engineering Process Control Lab.: Basrah UniversityhanaNessuna valutazione finora
- RTA-59 Procedures and Relevant Information For RTA Engines To Comply With The Annex VI NOx LimitDocumento7 pagineRTA-59 Procedures and Relevant Information For RTA Engines To Comply With The Annex VI NOx LimitCatalin CataNessuna valutazione finora
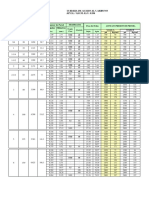
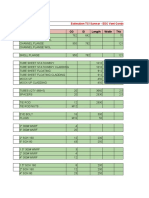
- Estimation TCI Sanmar - EDC Vent Condenser Tag No E-102Documento5 pagineEstimation TCI Sanmar - EDC Vent Condenser Tag No E-102Raviraj Shashikant PatilNessuna valutazione finora
- NES 339 Requirements For Steering and Stabilizer Systems For HM Surface Ships and Royal Fleet Auxiliaries - Category 1Documento66 pagineNES 339 Requirements For Steering and Stabilizer Systems For HM Surface Ships and Royal Fleet Auxiliaries - Category 1JEORJENessuna valutazione finora