Potrebbero piacerti anche
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionDa EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNessuna valutazione finora
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Documento129 pagineManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaNessuna valutazione finora
- MT-2 Core MaterialsDocumento3 pagineMT-2 Core MaterialsRavasaheb BholeNessuna valutazione finora
- GCE4145 Lecture 3 - CoreDocumento14 pagineGCE4145 Lecture 3 - CoreAbdullah SubbirNessuna valutazione finora
- Prediction of Solidification TimeDocumento9 paginePrediction of Solidification TimeRaghu BhatNessuna valutazione finora
- Casting Process Design GuidelinesDocumento8 pagineCasting Process Design GuidelinestejassidhpuraNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Core MANUFUCTURINGDocumento35 pagineCore MANUFUCTURINGAnonymous Zx7EG1PaNessuna valutazione finora
- Chapter 11-Metal Casting ProcessesDocumento80 pagineChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiNessuna valutazione finora
- Manufacturing Process-I (Casting)Documento25 pagineManufacturing Process-I (Casting)Rahul Deb PalNessuna valutazione finora
- Cost Effective Casting Design PDFDocumento20 pagineCost Effective Casting Design PDFBambangIrawan48Nessuna valutazione finora
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Documento6 pagineKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNessuna valutazione finora
- DIN - ASME - STANDARD - HeadsDocumento3 pagineDIN - ASME - STANDARD - HeadsHong Dae YoonNessuna valutazione finora
- IE 337 W10 Lecture 7.casting 1Documento48 pagineIE 337 W10 Lecture 7.casting 1linkinunNessuna valutazione finora
- Core Sand MaterialDocumento20 pagineCore Sand MaterialsudhirNessuna valutazione finora
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Da EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Nessuna valutazione finora
- Centrifugal CastingDocumento21 pagineCentrifugal Castingadwankarparag50% (2)
- Gating SystemDocumento24 pagineGating SystemTri Yudha SetiawanNessuna valutazione finora
- Chor InovDocumento7 pagineChor Inovmanoj ranathiive100% (1)
- Honing Machine Actuated by ServomotorDocumento45 pagineHoning Machine Actuated by ServomotorNissan PatelNessuna valutazione finora
- Casting Fundamentals DesignDocumento35 pagineCasting Fundamentals DesignRia Sharma0% (1)
- Casting Process Design GuidelinesDocumento8 pagineCasting Process Design GuidelinesSanjay ShahNessuna valutazione finora
- Forgings PDFDocumento23 pagineForgings PDFrrameshsmitNessuna valutazione finora
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- Example For Milling CalculationDocumento3 pagineExample For Milling CalculationAbd Muhaimin AmmsNessuna valutazione finora
- Ch-21 Sand CastingDocumento156 pagineCh-21 Sand CastingMANJEET KUMARNessuna valutazione finora
- Design of Gating and Riser System For Grate Bar CastingDocumento6 pagineDesign of Gating and Riser System For Grate Bar CastingvaseaNessuna valutazione finora
- E - 2 - Effect of Casting Shape and Size On Solidification TimeDocumento6 pagineE - 2 - Effect of Casting Shape and Size On Solidification Timeoğuz kağanNessuna valutazione finora
- Riview On Cold Drawing Process PDFDocumento7 pagineRiview On Cold Drawing Process PDFAmandeep Singh GujralNessuna valutazione finora
- Forgingforging ProcessDocumento13 pagineForgingforging Processpatel ketanNessuna valutazione finora
- Design of Components With Casting ConsiderationsDocumento49 pagineDesign of Components With Casting ConsiderationsOrville SutariNessuna valutazione finora
- Tungsten CarbideDocumento47 pagineTungsten CarbideAmit DhekaleNessuna valutazione finora
- Hollow Steel Catalog PDFDocumento44 pagineHollow Steel Catalog PDFaiyubi2Nessuna valutazione finora
- Casting DesignDocumento39 pagineCasting DesignHirenkumar ShahNessuna valutazione finora
- Redesign of CastingDocumento35 pagineRedesign of Casting20MP62 - GOWTHAM BNessuna valutazione finora
- Sand Casting: Pouring Cup Cope Down Sprue RiserDocumento71 pagineSand Casting: Pouring Cup Cope Down Sprue Riservenkat4Nessuna valutazione finora
- Spiral Wound GasketsDocumento7 pagineSpiral Wound GasketsPrem NautiyalNessuna valutazione finora
- Reaction Injection MoldingDocumento8 pagineReaction Injection MoldingAmeer_Takashim_9385Nessuna valutazione finora
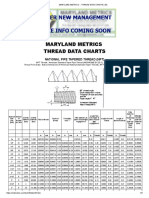
- Maryland Metrics - Thread Data Charts PDFDocumento3 pagineMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNessuna valutazione finora
- Gating SystemDocumento7 pagineGating SystemKiwil CtrNessuna valutazione finora
- Foundery Shop (Ch-6)Documento121 pagineFoundery Shop (Ch-6)Shubham VermaNessuna valutazione finora
- Yield Improvement Steel Castings PDFDocumento321 pagineYield Improvement Steel Castings PDFMy Dad My WorldNessuna valutazione finora
- Agarwal Fastners Pvt. Ltd.Documento1 paginaAgarwal Fastners Pvt. Ltd.satyam nagaichNessuna valutazione finora
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocumento7 pagineKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaNessuna valutazione finora
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocumento7 pagineOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNessuna valutazione finora
- ADI CASt Iron-2 PDFDocumento8 pagineADI CASt Iron-2 PDFarshia123Nessuna valutazione finora
- Chapter 10-Casting IDocumento38 pagineChapter 10-Casting Iking slayerNessuna valutazione finora
- Astm E10 2001 PDFDocumento9 pagineAstm E10 2001 PDFSofiaJabadanEspulgarNessuna valutazione finora
- BS en 736-2 189Documento12 pagineBS en 736-2 189dionepsouzaNessuna valutazione finora
- Heat Treatment-1 PDFDocumento104 pagineHeat Treatment-1 PDFSagnik ChakrabortyNessuna valutazione finora
- Design of Hyd. CylindersDocumento10 pagineDesign of Hyd. CylindersVinod YbNessuna valutazione finora
- Welding Cost Formula For Different Welding ProcessesDocumento2 pagineWelding Cost Formula For Different Welding ProcessesmekoxxxNessuna valutazione finora
- Galling InformationDocumento3 pagineGalling Informationvp989Nessuna valutazione finora
- Performance Slurry PumpDocumento154 paginePerformance Slurry PumpJhonny AlvarezNessuna valutazione finora
- SN430-2 2006-12 SAP eDocumento3 pagineSN430-2 2006-12 SAP eChristopher LloydNessuna valutazione finora
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Documento5 pagineSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNessuna valutazione finora
- Heat TreatmentDocumento2 pagineHeat TreatmentAnonymous VRspXsmNessuna valutazione finora
- Solidification Analysis in Continuous Casting Process - Barman TambunanDocumento11 pagineSolidification Analysis in Continuous Casting Process - Barman TambunanBarman TambunanNessuna valutazione finora
- Inspection Checklist: S.No Components Class Type of Check Quantum of CheckDocumento8 pagineInspection Checklist: S.No Components Class Type of Check Quantum of CheckCheeragNessuna valutazione finora
- Form 26AS: Annual Tax Statement Under Section 203AA of The Income Tax Act, 1961Documento4 pagineForm 26AS: Annual Tax Statement Under Section 203AA of The Income Tax Act, 1961CheeragNessuna valutazione finora
- Inspection Checklist: S.No Description Activity Quantum Inspection Date Status Remarks Acceptance Criteria/Type of CheckDocumento1 paginaInspection Checklist: S.No Description Activity Quantum Inspection Date Status Remarks Acceptance Criteria/Type of CheckCheeragNessuna valutazione finora
- YzcvfDocumento2 pagineYzcvfCheeragNessuna valutazione finora
- Staff Selection Commission: Registration Part Apply PartDocumento1 paginaStaff Selection Commission: Registration Part Apply PartCheeragNessuna valutazione finora
- Metro Card Movement Details: S.No. Date From To 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19Documento4 pagineMetro Card Movement Details: S.No. Date From To 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19CheeragNessuna valutazione finora
- What Is Air ConditioningDocumento16 pagineWhat Is Air ConditioningCheeragNessuna valutazione finora
- Quality Management System, Quality Inspection & Execution Key Performance IndicatorsDocumento2 pagineQuality Management System, Quality Inspection & Execution Key Performance IndicatorsCheeragNessuna valutazione finora
- NCR Bar ChartDocumento1 paginaNCR Bar ChartCheeragNessuna valutazione finora
- Steel Innovations Pvt. LTDDocumento1 paginaSteel Innovations Pvt. LTDCheeragNessuna valutazione finora
- SLMDocumento1 paginaSLMCheeragNessuna valutazione finora
- KKGDocumento2 pagineKKGCheeragNessuna valutazione finora
- TackDocumento2 pagineTackCheeragNessuna valutazione finora
- Lal Quila Mode TablesDocumento3 pagineLal Quila Mode TablesCheeragNessuna valutazione finora
- QA/QC Monthly Report of June 2017Documento3 pagineQA/QC Monthly Report of June 2017CheeragNessuna valutazione finora
- Project: DMRC Phase-Iii, Ce10 & 11 Lot-1: QA/QC Critical Observation Report For SLMDocumento2 pagineProject: DMRC Phase-Iii, Ce10 & 11 Lot-1: QA/QC Critical Observation Report For SLMCheeragNessuna valutazione finora
- QA/QC Monthly Report of June 2017Documento3 pagineQA/QC Monthly Report of June 2017CheeragNessuna valutazione finora
- Jama Masjid Mode TablesDocumento3 pagineJama Masjid Mode TablesCheeragNessuna valutazione finora
- KG Mode TablesDocumento3 pagineKG Mode TablesCheeragNessuna valutazione finora
- IqspDocumento1 paginaIqspCheeragNessuna valutazione finora
- Internal Audit Report: IQA NO: 001 Date Jan.10th 2015 ISO 9001:2008 Clause Ref. Target DateDocumento6 pagineInternal Audit Report: IQA NO: 001 Date Jan.10th 2015 ISO 9001:2008 Clause Ref. Target DateCheeragNessuna valutazione finora
- Preparation Method of Monthly QA/QC Report: Cover PageDocumento2 paginePreparation Method of Monthly QA/QC Report: Cover PageCheeragNessuna valutazione finora
- Project:Dmrc Phase-3 CONTRACT:CE-10 & 11 LOT-1Documento1 paginaProject:Dmrc Phase-3 CONTRACT:CE-10 & 11 LOT-1CheeragNessuna valutazione finora
- Ultrasonic Test Record: S.no Date of Testing Station Joints Tested Failed No. Failure CauseDocumento2 pagineUltrasonic Test Record: S.no Date of Testing Station Joints Tested Failed No. Failure CauseCheeragNessuna valutazione finora
- Material Delivery Report: Sub Contractor: Suvidha Engineers India PVT LTDDocumento3 pagineMaterial Delivery Report: Sub Contractor: Suvidha Engineers India PVT LTDCheeragNessuna valutazione finora
- Material ListDocumento6 pagineMaterial ListCheeragNessuna valutazione finora
- Consortium Scti & SCTCDocumento1 paginaConsortium Scti & SCTCCheeragNessuna valutazione finora
- Checklist QualityDocumento14 pagineChecklist QualityCheeragNessuna valutazione finora
- Project:-Azadpur Station: MOD ScheduleDocumento4 pagineProject:-Azadpur Station: MOD ScheduleCheeragNessuna valutazione finora
- TYPE A - Real Time Quiz End Semester Examination - ME331Documento7 pagineTYPE A - Real Time Quiz End Semester Examination - ME331Selvi RNessuna valutazione finora
- Advanced Metal CastingDocumento98 pagineAdvanced Metal Castingavutu_kunduru100% (2)
- Lec 1 - Casting and Molding ProcessDocumento18 pagineLec 1 - Casting and Molding ProcessEslam MansourNessuna valutazione finora
- 5.design and Analysis of Fatique Lfe of ImpellerDocumento50 pagine5.design and Analysis of Fatique Lfe of ImpellerSivakumar AsokanNessuna valutazione finora
- Shell Molding Process Guide - The Eagle GroupDocumento27 pagineShell Molding Process Guide - The Eagle GroupVasu RajaNessuna valutazione finora
- FInal DesignDocumento79 pagineFInal DesignMekonnen KassahunNessuna valutazione finora
- Kalpakjian CastingDocumento63 pagineKalpakjian Castingbangbangtut100% (2)
- Casting TheoryDocumento22 pagineCasting TheoryJairam Atluri100% (1)
- TIC Inserts Blow Bars by JYS CastingDocumento11 pagineTIC Inserts Blow Bars by JYS CastingTomas ChienNessuna valutazione finora
- Material HandlingDocumento8 pagineMaterial HandlingSuman MukherjeeNessuna valutazione finora
- PDFDocumento127 paginePDFsrsivaraman81Nessuna valutazione finora
- ISCO Major Group 7 Craft and Related Trades WorkersDocumento12 pagineISCO Major Group 7 Craft and Related Trades WorkersГеоргий РомановNessuna valutazione finora
- Unit - I Metal Casting PprocessDocumento129 pagineUnit - I Metal Casting PprocessMohana KrishnanNessuna valutazione finora
- ME333Documento228 pagineME333Furkan GeçitNessuna valutazione finora
- Green Sand Control Best PracticesDocumento7 pagineGreen Sand Control Best PracticesAndrea VillamizarNessuna valutazione finora
- Boy Scouts of America Merit Badge For Foundry Practice 1930Documento34 pagineBoy Scouts of America Merit Badge For Foundry Practice 1930foundryjoe100% (2)
- Objectives: On Completion of This Period, You Would Be Able To KnowDocumento26 pagineObjectives: On Completion of This Period, You Would Be Able To KnowRamu AmaraNessuna valutazione finora
- CrankshaftDocumento31 pagineCrankshaftAbhinav Bakre50% (4)
- Optimization of Knuckle Joint by Using Finite Element Analysis and Its Experimental ValidationDocumento7 pagineOptimization of Knuckle Joint by Using Finite Element Analysis and Its Experimental ValidationSatya MonishNessuna valutazione finora
- Sand CastingDocumento45 pagineSand CastingwinasharNessuna valutazione finora
- MP 1st Module NotesDocumento39 pagineMP 1st Module NotesKailas Sree ChandranNessuna valutazione finora
- MFT PDFDocumento15 pagineMFT PDFRamakrishnanNessuna valutazione finora
- Chapter 2 - Metal CastingDocumento75 pagineChapter 2 - Metal CastingAbhik RoyNessuna valutazione finora
- Thermit Welding: Principle:: 8 Al + 3 Fe3O4 - 9 Fe + 4 Al2O3 + HeatDocumento4 pagineThermit Welding: Principle:: 8 Al + 3 Fe3O4 - 9 Fe + 4 Al2O3 + HeatJaya Krishna KurraNessuna valutazione finora
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocumento69 pagineMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNessuna valutazione finora
- ManufacturingTechnology I GKVDocumento20 pagineManufacturingTechnology I GKVaswin jithuNessuna valutazione finora
- DM-1 CO-1 Special Castings MaterialDocumento9 pagineDM-1 CO-1 Special Castings MaterialSree vishnu Sai chandan guntupalliNessuna valutazione finora
- Workshop Processes & PracticeDocumento8 pagineWorkshop Processes & PracticeGavaine MattisonNessuna valutazione finora
- Seiatsu GBDocumento10 pagineSeiatsu GBthom_rnNessuna valutazione finora
- Adama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringDocumento12 pagineAdama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringAbel MeketaNessuna valutazione finora