Potrebbero piacerti anche
- Wind Driven Mobile Charging of Automobile BatteryDocumento7 pagineWind Driven Mobile Charging of Automobile Batterysuraj dhulannavarNessuna valutazione finora
- Visvesvaraya Technological University BelgaumDocumento2 pagineVisvesvaraya Technological University Belgaumsuraj dhulannavarNessuna valutazione finora
- 1:1 XXX A1: Toshavi PCDocumento1 pagina1:1 XXX A1: Toshavi PCsuraj dhulannavarNessuna valutazione finora
- FrameDocumento1 paginaFramesuraj dhulannavarNessuna valutazione finora
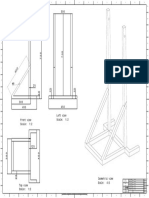
- Left View Scale: 1:2: 1:1 XXX A0Documento1 paginaLeft View Scale: 1:2: 1:1 XXX A0suraj dhulannavarNessuna valutazione finora
- D e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N eDocumento13 pagineD e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N esuraj dhulannavarNessuna valutazione finora
- M.H.Saboo Siddik PolytechnicDocumento5 pagineM.H.Saboo Siddik Polytechnicsuraj dhulannavarNessuna valutazione finora
- 1:1 XXX A1: Toshavi 5/3/2016Documento1 pagina1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarNessuna valutazione finora
- 1:1 XXX A4: Designed By: DateDocumento1 pagina1:1 XXX A4: Designed By: Datesuraj dhulannavarNessuna valutazione finora
- FrameDocumento1 paginaFramesuraj dhulannavarNessuna valutazione finora
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDocumento17 pagineWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarNessuna valutazione finora
- 1:1 XXX A1: Designed By: DateDocumento1 pagina1:1 XXX A1: Designed By: Datesuraj dhulannavarNessuna valutazione finora
- 1:1 XXX A4: Toshavi 4/8/2016Documento1 pagina1:1 XXX A4: Toshavi 4/8/2016suraj dhulannavarNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Directorate of Technical Education, Maharashtra State, MumbaiDocumento57 pagineDirectorate of Technical Education, Maharashtra State, MumbaiShubham DahatondeNessuna valutazione finora
- Neural Computing and ApplicationsDocumento49 pagineNeural Computing and ApplicationsLine PhamNessuna valutazione finora
- Birth Trauma and Post Traumatic Stress Disorder The Importance of Risk and ResilienceDocumento5 pagineBirth Trauma and Post Traumatic Stress Disorder The Importance of Risk and ResilienceMsRockPhantomNessuna valutazione finora
- 27 Points of Difference Between Personnel Management & HRDDocumento2 pagine27 Points of Difference Between Personnel Management & HRDMurtaza Ejaz33% (3)
- Rubric For Audio Speech DeliveryDocumento2 pagineRubric For Audio Speech DeliveryMarie Sol PanganNessuna valutazione finora
- Unit 1: Power and Responsibility: 1. Important Leadership QualitiesDocumento6 pagineUnit 1: Power and Responsibility: 1. Important Leadership QualitiesTrần Thanh MinhNessuna valutazione finora
- WDP Process Diagrams v1Documento6 pagineWDP Process Diagrams v1Ryan HengNessuna valutazione finora
- Company Profile 4Documento54 pagineCompany Profile 4Khuloud JamalNessuna valutazione finora
- EdM 101 - Joan Marie PeliasDocumento9 pagineEdM 101 - Joan Marie Peliasjoan marie Pelias100% (1)
- Woldia University: A Non Ideal TransformerDocumento24 pagineWoldia University: A Non Ideal TransformerKANDEGAMA H.R. (BET18077)Nessuna valutazione finora
- Aug 21 Lab PhET Motion Graphs QuDocumento8 pagineAug 21 Lab PhET Motion Graphs QureynandcpcNessuna valutazione finora
- English ID Student S Book 1 - 015Documento1 paginaEnglish ID Student S Book 1 - 015Williams RoldanNessuna valutazione finora
- Chapter 4 Seepage TheoriesDocumento60 pagineChapter 4 Seepage Theoriesmimahmoud100% (1)
- General Mathematics SS3 2ND Term SchemeDocumento2 pagineGeneral Mathematics SS3 2ND Term Schemesam kaluNessuna valutazione finora
- IOM - Rampa Hidráulica - Blue GiantDocumento32 pagineIOM - Rampa Hidráulica - Blue GiantPATRICIA HERNANDEZNessuna valutazione finora
- System of Linear Equation and ApplicationDocumento32 pagineSystem of Linear Equation and Applicationihsaanbava0% (1)
- Résumé Emily Martin FullDocumento3 pagineRésumé Emily Martin FullEmily MartinNessuna valutazione finora
- Cot Observation ToolDocumento14 pagineCot Observation ToolArnoldBaladjayNessuna valutazione finora
- Medha Servo Drives Written Exam Pattern Given by KV Sai KIshore (BVRIT-2005-09-ECE)Documento2 pagineMedha Servo Drives Written Exam Pattern Given by KV Sai KIshore (BVRIT-2005-09-ECE)Varaprasad KanugulaNessuna valutazione finora
- Pin Joint en PDFDocumento1 paginaPin Joint en PDFCicNessuna valutazione finora
- Konsep Negara Hukum Dalam Perspektif Hukum IslamDocumento11 pagineKonsep Negara Hukum Dalam Perspektif Hukum IslamSiti MasitohNessuna valutazione finora
- All Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Documento7 pagineAll Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Emerson Mayon SanchezNessuna valutazione finora
- Michael Ungar - Working With Children and Youth With Complex Needs - 20 Skills To Build Resilience-Routledge (2014)Documento222 pagineMichael Ungar - Working With Children and Youth With Complex Needs - 20 Skills To Build Resilience-Routledge (2014)Sølve StoknesNessuna valutazione finora
- Nielsen Report - The New Trend Among Indonesia's NetizensDocumento20 pagineNielsen Report - The New Trend Among Indonesia's NetizensMarsha ImaniaraNessuna valutazione finora
- Ugtt April May 2019 NewDocumento48 pagineUgtt April May 2019 NewSuhas SNessuna valutazione finora
- Ccie R&s Expanded-BlueprintDocumento12 pagineCcie R&s Expanded-BlueprintAftab AlamNessuna valutazione finora
- KV4BBSR Notice ContractuaL Interview 2023-24Documento9 pagineKV4BBSR Notice ContractuaL Interview 2023-24SuchitaNessuna valutazione finora
- TakeawaysDocumento2 pagineTakeawaysapi-509552154Nessuna valutazione finora
- Concise Beam DemoDocumento33 pagineConcise Beam DemoluciafmNessuna valutazione finora
- CNNPX310R-6P: General SpecificationsDocumento5 pagineCNNPX310R-6P: General SpecificationsZoheir KacimiNessuna valutazione finora