Potrebbero piacerti anche
- Unit-1 Metal Casting ProcessDocumento261 pagineUnit-1 Metal Casting ProcessDharun PrakashNessuna valutazione finora
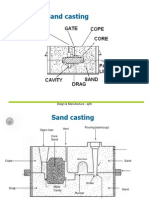
- Design Sand Casting Class IDocumento23 pagineDesign Sand Casting Class Iiamajith123Nessuna valutazione finora
- Solder Alloy ChartDocumento2 pagineSolder Alloy ChartDiane PaceNessuna valutazione finora
- Tutorial Glass EyeDocumento186 pagineTutorial Glass EyeGheorghe IoanaNessuna valutazione finora
- DogCollarAllSizes OTAxNzDocumento18 pagineDogCollarAllSizes OTAxNzDevlin BelfastNessuna valutazione finora
- Ch-21 Sand CastingDocumento156 pagineCh-21 Sand CastingDivya SoniNessuna valutazione finora
- StainedglasswindowcompleteDocumento8 pagineStainedglasswindowcompleteapi-253005231Nessuna valutazione finora
- Stained Glass Domes & Panels: Saadia Tariq Mobile: 050 4305662Documento17 pagineStained Glass Domes & Panels: Saadia Tariq Mobile: 050 4305662Saadia Tariq100% (1)
- Patina ProcesDocumento3 paginePatina ProcesparaziteNessuna valutazione finora
- Copper AlloysDocumento24 pagineCopper AlloysdiehardjamesbondNessuna valutazione finora
- Glass Painting Designs - Blogspot.in Glass PaintingDocumento8 pagineGlass Painting Designs - Blogspot.in Glass PaintingLavanya VallbhareddyNessuna valutazione finora
- Heat PatinasDocumento1 paginaHeat PatinasMood IndigoNessuna valutazione finora
- DoorWorkshopBook PDFDocumento31 pagineDoorWorkshopBook PDFRohonNessuna valutazione finora
- Glass - Aid To AppreciationDocumento13 pagineGlass - Aid To AppreciationminorchordNessuna valutazione finora
- Art of Stained GlassDocumento6 pagineArt of Stained GlassSubadNessuna valutazione finora
- Some Interesting Projects in FoundryDocumento59 pagineSome Interesting Projects in FoundrySneha KritiNessuna valutazione finora
- Fórmulas de PatinasDocumento4 pagineFórmulas de Patinasdefensormaldito100% (2)
- Permanent Mold CastingDocumento15 paginePermanent Mold CastingEka RosmitaliaNessuna valutazione finora
- Lathe OperationsDocumento29 pagineLathe OperationsWaqas AhmadNessuna valutazione finora
- Chess Salt and Pepper MillsDocumento23 pagineChess Salt and Pepper MillsMaxmore KarumamupiyoNessuna valutazione finora
- EnvisionTEC Lost Wax Casting GuideDocumento7 pagineEnvisionTEC Lost Wax Casting GuidedbpeNessuna valutazione finora
- Sand CastingDocumento6 pagineSand CastingShiri ShaNessuna valutazione finora
- AUtomotive Heat ExchangerDocumento28 pagineAUtomotive Heat ExchangersantoshkumarvenuNessuna valutazione finora
- 2 - 2 Fundamentals of CastingDocumento172 pagine2 - 2 Fundamentals of CastingColorgold BirlieNessuna valutazione finora
- Atoglas Iapdfeb02Documento2 pagineAtoglas Iapdfeb02huuperNessuna valutazione finora
- Stained GlassDocumento2 pagineStained GlassBentong747Nessuna valutazione finora
- Dietary Guidelines For Americans 2020-2025-1Documento10 pagineDietary Guidelines For Americans 2020-2025-1Guillermo ValdèsNessuna valutazione finora
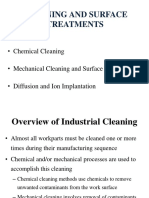
- 7 Cleaning & Surface TreatmentsDocumento70 pagine7 Cleaning & Surface Treatmentssakali ali100% (1)
- Shaw ProcessDocumento2 pagineShaw ProcessSuresh KumarNessuna valutazione finora
- 3form Varia Fabrication Manual Rev007Documento6 pagine3form Varia Fabrication Manual Rev007api-220610298Nessuna valutazione finora
- Mould MaintenanceDocumento8 pagineMould Maintenance631052Nessuna valutazione finora
- Tiffany Lamps Tiffany Lamps and LightingDocumento6 pagineTiffany Lamps Tiffany Lamps and LightingErica de OliveiraNessuna valutazione finora
- AssemblyinstructionsDocumento12 pagineAssemblyinstructionsPriscila AzevedoNessuna valutazione finora
- T-Nuts in FoamDocumento6 pagineT-Nuts in Foamscribd4uall100% (1)
- Monitor Stand PlansDocumento8 pagineMonitor Stand PlansJP_MakesNessuna valutazione finora
- Mold CastingDocumento55 pagineMold CastingSumit SharmaNessuna valutazione finora
- Free Screen Printing Press PlansDocumento1 paginaFree Screen Printing Press PlansMuhamad Waqiuddin0% (1)
- The Lost-Wax Casting Process-Down To Basics: ConceptDocumento3 pagineThe Lost-Wax Casting Process-Down To Basics: ConceptRizuanul Arefin EmonNessuna valutazione finora
- An Introduction To Shaw Process by MustaDocumento14 pagineAn Introduction To Shaw Process by MustaMarthinNessuna valutazione finora
- Threading OptionsDocumento3 pagineThreading Optionsapi-522254901Nessuna valutazione finora
- Casting Processes SummaryDocumento6 pagineCasting Processes SummaryRajaSekarsajjaNessuna valutazione finora
- Metal CoastingDocumento20 pagineMetal CoastingPranay Gaddam0% (1)
- Aviary Design GuidelinesDocumento17 pagineAviary Design GuidelinesJa Velasquez100% (1)
- Metal Spinning For Woodturners: James ThurmanDocumento5 pagineMetal Spinning For Woodturners: James ThurmanJose Luis Araoz Platero OrfebreNessuna valutazione finora
- UpcyclingFashion CoolClothingPH RefashioningofUsedClothesforMarket-AFeasibilityStudyDocumento58 pagineUpcyclingFashion CoolClothingPH RefashioningofUsedClothesforMarket-AFeasibilityStudyErine ContranoNessuna valutazione finora
- 3475331Documento41 pagine3475331Nguyen Trong TanNessuna valutazione finora
- Sand Casting and Other Casting ProcessesDocumento74 pagineSand Casting and Other Casting ProcessesRashid KareemNessuna valutazione finora
- DIY - Metal Roller Bender: InstructablesDocumento8 pagineDIY - Metal Roller Bender: Instructablesafrica schoolNessuna valutazione finora
- Casting Tools and EquipmentDocumento5 pagineCasting Tools and EquipmentFEAR Oo100% (1)
- Vacuum CastingDocumento2 pagineVacuum CastingRaheel Ahmed KhanNessuna valutazione finora
- TeachingguideDocumento53 pagineTeachingguideandrelessa01Nessuna valutazione finora
- Manufacturing Unit 1Documento53 pagineManufacturing Unit 1vikas sharma50% (2)
- Alien Gear ShapeShift Shoulder HolsterDocumento4 pagineAlien Gear ShapeShift Shoulder HolsterTwobirds Flying PublicationsNessuna valutazione finora
- Ball Mill From Mainly Recycled Parts - InstructablesDocumento8 pagineBall Mill From Mainly Recycled Parts - InstructablespolikarpaNessuna valutazione finora
- Growbox Schematics InstructablesDocumento10 pagineGrowbox Schematics InstructablesTanner WrateNessuna valutazione finora
- Laser Cutting: Navigation SearchDocumento11 pagineLaser Cutting: Navigation SearchIjie BladerzNessuna valutazione finora
- Quantitative and Qualitative Methods in Process Improvement and Product Quality AssessmentDocumento10 pagineQuantitative and Qualitative Methods in Process Improvement and Product Quality AssessmentRavasaheb BholeNessuna valutazione finora
- Evolution in Japan: JIT - Background and HistoryDocumento1 paginaEvolution in Japan: JIT - Background and HistoryRavasaheb BholeNessuna valutazione finora
- Jommo Kenyatta University of Agriculture and Technology, Kigali CampusDocumento35 pagineJommo Kenyatta University of Agriculture and Technology, Kigali CampusRavasaheb BholeNessuna valutazione finora
- Mats SCDocumento26 pagineMats SCRavasaheb BholeNessuna valutazione finora
- Section - A-FEB 16 PDFDocumento27 pagineSection - A-FEB 16 PDFRavasaheb BholeNessuna valutazione finora
- MT-2 Core MaterialsDocumento3 pagineMT-2 Core MaterialsRavasaheb BholeNessuna valutazione finora
- Fusion Welding Process, Chapter 27Documento24 pagineFusion Welding Process, Chapter 27Abie RexoMen100% (1)
- Hydro Testing ProcedureDocumento12 pagineHydro Testing ProcedureGaapchuNessuna valutazione finora
- VX 135 - CNC Machines, CNC Turning Centre, CNC Vertical Machining Centre, CNC Machinery India - MacPowerDocumento2 pagineVX 135 - CNC Machines, CNC Turning Centre, CNC Vertical Machining Centre, CNC Machinery India - MacPowercm_chemical81Nessuna valutazione finora
- Module 4 - Quality Management: 2 Marks Questions 1. What Is DMAIC?Documento21 pagineModule 4 - Quality Management: 2 Marks Questions 1. What Is DMAIC?DarshanPrimeNessuna valutazione finora
- SP Guide To CompositesDocumento69 pagineSP Guide To CompositesCefirel_grifonNessuna valutazione finora
- Facility Decisions: Network Design in A Supply ChainDocumento35 pagineFacility Decisions: Network Design in A Supply Chainmushtaque61Nessuna valutazione finora
- Packaging PDFDocumento4 paginePackaging PDFRanjeet NiliNessuna valutazione finora
- Woodrat TWWDocumento2 pagineWoodrat TWWdlukasdNessuna valutazione finora
- Mouni (Equity Analysis)Documento22 pagineMouni (Equity Analysis)arjunmba119624Nessuna valutazione finora
- The RMA Rubber HandbookDocumento62 pagineThe RMA Rubber Handbookjonathan6657Nessuna valutazione finora
- GTL Process - by A.hoekDocumento58 pagineGTL Process - by A.hoekDebye101100% (1)
- Failure Due To BandingDocumento7 pagineFailure Due To Bandingmal singh50% (2)
- Chapter2-Colin DruryDocumento3 pagineChapter2-Colin DruryMarioNessuna valutazione finora
- Spinning Hafizur Rahman PDFDocumento1 paginaSpinning Hafizur Rahman PDFAwais ImranNessuna valutazione finora
- Nitoseal 105: Uses PropertiesDocumento2 pagineNitoseal 105: Uses PropertiesVenkata RaoNessuna valutazione finora
- ERWDocumento2 pagineERWcvssbvNessuna valutazione finora
- Labour Productivity Chart in UaeDocumento11 pagineLabour Productivity Chart in Uaegeorge israel50% (4)
- c2g Pump BrochureDocumento8 paginec2g Pump Brochuretyutyu0% (1)
- Fabrication CostDocumento4 pagineFabrication CostVasudev BhanajiNessuna valutazione finora
- W7-323E Reheat FurnacesDocumento29 pagineW7-323E Reheat FurnacesMadan Mohan Katta100% (1)
- 4.1 Materials and MetallurgyDocumento16 pagine4.1 Materials and MetallurgyVijayKumarNessuna valutazione finora
- HIFLEX TPO Resins Technical PaperDocumento31 pagineHIFLEX TPO Resins Technical PaperzakariiNessuna valutazione finora
- Real EstatexyzDocumento4 pagineReal EstatexyzabhiperiwalNessuna valutazione finora
- Measuring and Improving Performance:Information Technology Applications in Lean SystemsDocumento280 pagineMeasuring and Improving Performance:Information Technology Applications in Lean SystemsKnowledgeFlame100% (5)
- LYSAGHT BONDEK II Design & Constuction GuideDocumento52 pagineLYSAGHT BONDEK II Design & Constuction GuideHazel Liow HYNessuna valutazione finora
- Blue MarbleDocumento5 pagineBlue MarbleMileniaNessuna valutazione finora
- Challenges and Opportunities of SCMDocumento14 pagineChallenges and Opportunities of SCMAndrea PonsekNessuna valutazione finora
- 7 - Schematic of A Thermal Power PlantDocumento29 pagine7 - Schematic of A Thermal Power PlantAnonymous 4SIk3AdnNessuna valutazione finora
- Chapter 7Documento14 pagineChapter 7ptgoelNessuna valutazione finora