Potrebbero piacerti anche
- Diseño Por Fatiga-Oct 2008-4 PDFDocumento148 pagineDiseño Por Fatiga-Oct 2008-4 PDFOscar AbudNessuna valutazione finora
- Final PolicarbonatoDocumento19 pagineFinal PolicarbonatoNathalye Ponce ZevallosNessuna valutazione finora
- Manual instrucciones cocinas gasDocumento16 pagineManual instrucciones cocinas gasMarthyLemaNessuna valutazione finora
- Análisis y Diseño de Estructuras de Acero para El Soporte de Grúas Viajeras - TESISDocumento145 pagineAnálisis y Diseño de Estructuras de Acero para El Soporte de Grúas Viajeras - TESISCristo ArellanoNessuna valutazione finora
- Nuevo Cajon Porta TanquesDocumento1 paginaNuevo Cajon Porta TanquesÁlvaro Vargas RodríguezNessuna valutazione finora
- PlanosDocumento26 paginePlanosBilly EDNessuna valutazione finora
- Presupuesto de CubiertaDocumento7 paginePresupuesto de CubiertaClaudia Génesis MendozaNessuna valutazione finora
- Manual Revitstructure 2Documento100 pagineManual Revitstructure 2Guillermo Vasquez BardalesNessuna valutazione finora
- Procedimiento de Pruebas Sew - 18.09.15Documento6 pagineProcedimiento de Pruebas Sew - 18.09.15go_to_hell_now0% (1)
- Diseño Estructuras MetálicasDocumento3 pagineDiseño Estructuras MetálicasMarcelaGóchezNessuna valutazione finora
- Interoperabilidad2017 PDFDocumento366 pagineInteroperabilidad2017 PDFGustavo Alonso Cappa SalasNessuna valutazione finora
- Catalogo Tecnico Galopin 2013 PDFDocumento146 pagineCatalogo Tecnico Galopin 2013 PDFPatricia Ureta MucherlNessuna valutazione finora
- Como Desinflamar Las Hemorroides - Consejos para Alviar Esta Terrible CondiciónDocumento8 pagineComo Desinflamar Las Hemorroides - Consejos para Alviar Esta Terrible CondiciónDiego HerreraNessuna valutazione finora
- Encuentra sentido en DiosDocumento16 pagineEncuentra sentido en DiosElias Espinosa CoronaNessuna valutazione finora
- TS DRA 2018 Es Crear DibujosDocumento1.020 pagineTS DRA 2018 Es Crear DibujosAnonymous pKyALHoeNessuna valutazione finora
- Gestión de proyectos con SAFEDocumento132 pagineGestión de proyectos con SAFEAlex Raúl Gálvez VásquezNessuna valutazione finora
- Structural Steel Design1-6Documento102 pagineStructural Steel Design1-6YeltzinPkmz RamOsNessuna valutazione finora
- Presentación ColumnasDocumento21 paginePresentación ColumnasOsman Carrillo SotoNessuna valutazione finora
- Acoplamientos vástagos FestoDocumento13 pagineAcoplamientos vástagos FestoEddo CarrionNessuna valutazione finora
- MathCAD - Diseño Zapata Aislada - TF - 01Documento6 pagineMathCAD - Diseño Zapata Aislada - TF - 01NestorBarretoJamancaNessuna valutazione finora
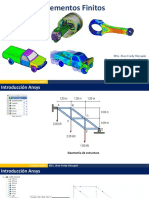
- Introducción a Elementos Finitos en ANSYS menos deDocumento13 pagineIntroducción a Elementos Finitos en ANSYS menos deMateo CorreaNessuna valutazione finora
- Clase 03 Cargas Laterales 24-4-20Documento86 pagineClase 03 Cargas Laterales 24-4-20Ruizz Ruizz RojassNessuna valutazione finora
- Tesis Cerco 1Documento102 pagineTesis Cerco 1jaimeleoxxx100% (1)
- 06-Canalización HellermanTytonDocumento18 pagine06-Canalización HellermanTytonGabriel GonzalezNessuna valutazione finora
- Catalogo Comercial Tupunatron 2017Documento180 pagineCatalogo Comercial Tupunatron 2017JM CuevasNessuna valutazione finora
- Cargas Y Precios Puentes GruasDocumento16 pagineCargas Y Precios Puentes GruasecocadecNessuna valutazione finora
- Porque LRFDDocumento136 paginePorque LRFDJose Antonio Paredes Vera100% (1)
- Memoria Tecle 2 Ton VaDocumento8 pagineMemoria Tecle 2 Ton VaJuan PerezNessuna valutazione finora
- Diseño de losas y vigas en concreto armadoDocumento197 pagineDiseño de losas y vigas en concreto armadoEDUARDO JESUS HUAMANCULI FLORESNessuna valutazione finora
- Marco y CajetínDocumento4 pagineMarco y CajetínJOSE FERNANDO TAFUR HUAMANNessuna valutazione finora
- Dieta para Curar Hemorroides InternasDocumento5 pagineDieta para Curar Hemorroides InternasjorgeNessuna valutazione finora
- Practica #1Documento15 paginePractica #1Diaz Julian AndresNessuna valutazione finora
- El Tipo Del Eje y Su Peso Es Más Importante Que El Peso Del VehículoDocumento3 pagineEl Tipo Del Eje y Su Peso Es Más Importante Que El Peso Del VehículoBrandon HernándezNessuna valutazione finora
- Cálculo cubierta polideportivo NatagaDocumento21 pagineCálculo cubierta polideportivo Natagaluis angel espitia lopezNessuna valutazione finora
- Fabricación y Montaje de Estructuras de Acero Unidades I, II y IIIDocumento224 pagineFabricación y Montaje de Estructuras de Acero Unidades I, II y IIISerch Barajas100% (1)
- Análisis de placas rectangulares sometidas a compresión y carga transversalDocumento28 pagineAnálisis de placas rectangulares sometidas a compresión y carga transversalgaggiaNessuna valutazione finora
- CestriDocumento1 paginaCestrinestor_Acevedo20Nessuna valutazione finora
- TIJERALESDocumento12 pagineTIJERALESRafael Vidal33% (3)
- Conexiones Empernadas 1Documento10 pagineConexiones Empernadas 1José CardNessuna valutazione finora
- Albañileria Tarrajeo 2019-0 PDFDocumento100 pagineAlbañileria Tarrajeo 2019-0 PDFMarko Andre Talledo HerreraNessuna valutazione finora
- Trabajo de Investigacion Ise Agregado ...Documento43 pagineTrabajo de Investigacion Ise Agregado ...Jose Vivanco BravoNessuna valutazione finora
- Analisis de Elementos Finitos Grua BYNSA Rev BDocumento56 pagineAnalisis de Elementos Finitos Grua BYNSA Rev BCarlos Ernesto Flores Albino100% (1)
- Documents - Tips Curso Basico de Diseno de Pavimentos Parte 2 Fernando Sanchez SabogalDocumento1.444 pagineDocuments - Tips Curso Basico de Diseno de Pavimentos Parte 2 Fernando Sanchez SabogalCristian Valdivia AstudilloNessuna valutazione finora
- Informe de Semiremolque PlataformaDocumento13 pagineInforme de Semiremolque PlataformaHelard AlvarezNessuna valutazione finora
- Fabricación y Montaje de Estructuras de Acero PDFDocumento224 pagineFabricación y Montaje de Estructuras de Acero PDFGilberto Ramos TorresNessuna valutazione finora
- Ejercicio de modelado estructural en Tekla StructuresDocumento124 pagineEjercicio de modelado estructural en Tekla StructuresAnonymous 6iWYZZNessuna valutazione finora
- Juntas EmpernadasDocumento26 pagineJuntas EmpernadaslisbethNessuna valutazione finora
- CIRSOC 301 ComentariosDocumento171 pagineCIRSOC 301 ComentariossarmatiasNessuna valutazione finora
- Curso Correas Transportadoras Segun Norm 230219 063436Documento279 pagineCurso Correas Transportadoras Segun Norm 230219 063436CaRlos Cisneros Chavez100% (2)
- Manual de Aplicacion Del Programa SAP200Documento123 pagineManual de Aplicacion Del Programa SAP200Wendell Callender100% (1)
- Puentes Volados 2Documento75 paginePuentes Volados 2Sergio Peña ChaharNessuna valutazione finora
- Memoria de Calculo Rack TVDocumento9 pagineMemoria de Calculo Rack TVEberth Gonzales SamayaniNessuna valutazione finora
- Teoria DiseñoaceroDocumento9 pagineTeoria DiseñoaceroDrake Fuentes LlanosNessuna valutazione finora
- Viga Principal de Un PuenteDocumento95 pagineViga Principal de Un PuenteYuri Montalvo SotoNessuna valutazione finora
- Catálogo Juntas Composan-SERCO S.A.Documento20 pagineCatálogo Juntas Composan-SERCO S.A.aleonr10Nessuna valutazione finora
- Capitulo 2, Diseño de Silo EurocodigoDocumento7 pagineCapitulo 2, Diseño de Silo EurocodigoPablo YañezNessuna valutazione finora
- Soldadura TesisAriasny Ramos MartínezDocumento70 pagineSoldadura TesisAriasny Ramos MartínezRoberto Jesus Arias Espada100% (1)
- Proyecto y Diseno de Juntas Soldadas SegDocumento13 pagineProyecto y Diseno de Juntas Soldadas SegJOEL VLADIMIRNessuna valutazione finora
- Diseño de Juntas Soldadas Segun DIN-18800Documento13 pagineDiseño de Juntas Soldadas Segun DIN-18800Danilo Guedes GuedesNessuna valutazione finora
- Preparación de Juntas para SoldaduraDocumento9 paginePreparación de Juntas para SoldaduraDiego Arenas100% (1)
- Manual Diseño GN ComerciosDocumento40 pagineManual Diseño GN ComerciosFrancisco Mendoza RosadoNessuna valutazione finora
- Instalaciones Industriales (Documento81 pagineInstalaciones Industriales (Francisco Mendoza RosadoNessuna valutazione finora
- IT00147-08 PROCEDIMIENTOS DE EJECUCION TANQUES 7D-4 y 32T-2 ESTACION 7 PETROPERU-AADocumento11 pagineIT00147-08 PROCEDIMIENTOS DE EJECUCION TANQUES 7D-4 y 32T-2 ESTACION 7 PETROPERU-AAFrancisco Mendoza RosadoNessuna valutazione finora
- P105 GASTRAIN Holiday GeneralFoodDocumento18 pagineP105 GASTRAIN Holiday GeneralFoodFrancisco Mendoza RosadoNessuna valutazione finora
- PAP - TANQUE DE GLP BILCON Ok PDFDocumento39 paginePAP - TANQUE DE GLP BILCON Ok PDFjuliocsaNessuna valutazione finora
- Modelo de Memoria Descriptiva Gas Natural para MultifamiliarDocumento13 pagineModelo de Memoria Descriptiva Gas Natural para MultifamiliarFrancisco Mendoza RosadoNessuna valutazione finora
- Seguridad en Instalaciones de Glp-Ing - Pedro Ordaya 1Documento75 pagineSeguridad en Instalaciones de Glp-Ing - Pedro Ordaya 1Maicol R Ojeda CristobalNessuna valutazione finora
- Instalaciones Industriales (Documento81 pagineInstalaciones Industriales (Francisco Mendoza RosadoNessuna valutazione finora
- Informe Análisis Del Abrasivo - Difasco - Arenado SersaDocumento2 pagineInforme Análisis Del Abrasivo - Difasco - Arenado SersaFrancisco Mendoza RosadoNessuna valutazione finora
- Bases CMA-0002-2007-OLE OLEODUCTO MILAGRODocumento86 pagineBases CMA-0002-2007-OLE OLEODUCTO MILAGROFrancisco Mendoza RosadoNessuna valutazione finora
- Protecion Catodica LarkDocumento15 pagineProtecion Catodica LarkFrancisco Mendoza RosadoNessuna valutazione finora
- Notas de CalculoDocumento15 pagineNotas de CalculoMax RDNessuna valutazione finora
- INFORME ANÁLISIS DEL ABRASIVO - DIFASCO - Arenado SERSADocumento2 pagineINFORME ANÁLISIS DEL ABRASIVO - DIFASCO - Arenado SERSAFrancisco Mendoza RosadoNessuna valutazione finora
- Certificado - Cable - NYY 1x10 mm2Documento4 pagineCertificado - Cable - NYY 1x10 mm2Francisco Mendoza Rosado100% (1)
- PARTE1 Manual de Ventilacion IG3Documento93 paginePARTE1 Manual de Ventilacion IG3Francisco Mendoza RosadoNessuna valutazione finora
- 01 Epc DM MC 003Documento5 pagine01 Epc DM MC 003Francisco Mendoza RosadoNessuna valutazione finora
- 1841 I 41000 7 MD 0001 Rev4 - IIEEDocumento47 pagine1841 I 41000 7 MD 0001 Rev4 - IIEEFrancisco Mendoza RosadoNessuna valutazione finora
- Procedimiento de Pintado - DIFASCO - Tuberías de Gas Natural CALIDDADocumento9 pagineProcedimiento de Pintado - DIFASCO - Tuberías de Gas Natural CALIDDAFrancisco Mendoza RosadoNessuna valutazione finora
- Estudio de Riesgos-Liquidos b5 D2!01!001-Rev0Documento36 pagineEstudio de Riesgos-Liquidos b5 D2!01!001-Rev0Francisco Mendoza RosadoNessuna valutazione finora
- Soldadura Electrofusion MAIMPRODocumento9 pagineSoldadura Electrofusion MAIMPROFrancisco Mendoza RosadoNessuna valutazione finora
- Simbología de soldadura AWS A2.4Documento60 pagineSimbología de soldadura AWS A2.4LuisGarabitoNessuna valutazione finora
- Soldadura Por Capilaridad MaimproDocumento11 pagineSoldadura Por Capilaridad MaimproFrancisco Mendoza RosadoNessuna valutazione finora
- Instalación de red de gas natural en fábrica de confiteríaDocumento8 pagineInstalación de red de gas natural en fábrica de confiteríaFrancisco Mendoza Rosado0% (1)
- Manual de Seguridad Aie-2019Documento154 pagineManual de Seguridad Aie-2019Francisco Mendoza RosadoNessuna valutazione finora
- Ensayos No Destructivos (Básico) Ver.02Documento62 pagineEnsayos No Destructivos (Básico) Ver.02Francisco Mendoza RosadoNessuna valutazione finora
- Estudio de Riesgos-Liquidos b5 D2!01!001-Rev0Documento36 pagineEstudio de Riesgos-Liquidos b5 D2!01!001-Rev0Francisco Mendoza RosadoNessuna valutazione finora
- Fotos de Defectos de SoldaduraDocumento11 pagineFotos de Defectos de SoldaduraFrancisco Mendoza RosadoNessuna valutazione finora
- Ensayos No Destructivos (Básico) Ver.02Documento62 pagineEnsayos No Destructivos (Básico) Ver.02Francisco Mendoza RosadoNessuna valutazione finora
- Directivas para La Instalacion de Gas Natural ResidencialDocumento41 pagineDirectivas para La Instalacion de Gas Natural ResidencialIRVIN DIAS MAMANINessuna valutazione finora
- Especificaciones Mecanicas-Et InenDocumento207 pagineEspecificaciones Mecanicas-Et InenFrancisco Mendoza RosadoNessuna valutazione finora
- EETT Herrajes para Conductor ACSR Curlew REPDocumento31 pagineEETT Herrajes para Conductor ACSR Curlew REPKingmer FloresNessuna valutazione finora
- Avance de ProyectoDocumento11 pagineAvance de ProyectoFiorela RivasNessuna valutazione finora
- Reactivo Mayer 40Documento3 pagineReactivo Mayer 40spiderman0067% (3)
- Unidad 3 - Tarea 4 - Metales y MetalurgiaDocumento11 pagineUnidad 3 - Tarea 4 - Metales y MetalurgiaJohn Jader Rico Benavides100% (1)
- GEOTECNIADocumento79 pagineGEOTECNIAJosephLizarragaNessuna valutazione finora
- Tabla de Emisividad PDFDocumento1 paginaTabla de Emisividad PDFmiguelNessuna valutazione finora
- 24Documento12 pagine24Lion GaitNessuna valutazione finora
- WPS FMAWDocumento5 pagineWPS FMAWAnonymous IkF0z3VOmNessuna valutazione finora
- Ejercicios de Equilibrio de Oxido ReduccionDocumento2 pagineEjercicios de Equilibrio de Oxido ReduccionAlfredo DuranNessuna valutazione finora
- Conceptualización y Clasificación de Los AlimentosDocumento3 pagineConceptualización y Clasificación de Los AlimentosROSALÍA JÚBIZ HERRERA100% (2)
- 2Q - QUIMICA 1ro C - 2020 (Autoguardado)Documento351 pagine2Q - QUIMICA 1ro C - 2020 (Autoguardado)abi Lopez100% (1)
- Renacer en La Cuenca de SudburyDocumento5 pagineRenacer en La Cuenca de SudburyANTICONA CUEVA TIODOMIRO ERMESNessuna valutazione finora
- Normas SAEy DINDocumento2 pagineNormas SAEy DINAlexiz CruzNessuna valutazione finora
- Acabados y revestimientos para construcciónDocumento23 pagineAcabados y revestimientos para construcciónJun Kanek PPgoraNessuna valutazione finora
- Equilibrio QuimicoDocumento7 pagineEquilibrio QuimicoLuis MidWanNessuna valutazione finora
- CirconioDocumento2 pagineCirconioJän Çärlös MörälësNessuna valutazione finora
- Petrología Orbicular QuirioDocumento11 paginePetrología Orbicular QuirioKone12345Nessuna valutazione finora
- Principales minerales cúbicos y sus característicasDocumento16 paginePrincipales minerales cúbicos y sus característicasAron JhersonNessuna valutazione finora
- Costos de Produccion de Cal Fina.Documento16 pagineCostos de Produccion de Cal Fina.BckstemSleiterChavezMedinaNessuna valutazione finora
- Caracteristicas Saltantes de Los Elementos QuimicosDocumento5 pagineCaracteristicas Saltantes de Los Elementos QuimicosJhon Deyvit Sahua MaqueraNessuna valutazione finora
- NCh0235-68 FerromanganesoDocumento9 pagineNCh0235-68 FerromanganesojaimeNessuna valutazione finora
- C FiltrosDocumento13 pagineC FiltrosrodonietoNessuna valutazione finora
- Practica ForjaDocumento11 paginePractica ForjaYelsin BravoNessuna valutazione finora
- MOLDESDocumento58 pagineMOLDESFernanda GarciaNessuna valutazione finora
- Depósitos ResidualesDocumento13 pagineDepósitos ResidualesJulioEduardoChaZe100% (1)
- Procesos LixiviaciónDocumento17 pagineProcesos LixiviaciónRoberto E. Alfaro Cortes100% (6)
- Karak Kadrin, Fortaleza del PasoDocumento51 pagineKarak Kadrin, Fortaleza del PasoJavi MéridaNessuna valutazione finora
- Laboratorio de Análisis Instrumental en Ing 2 Por Mi JeDocumento82 pagineLaboratorio de Análisis Instrumental en Ing 2 Por Mi JeTrixy LeslyNessuna valutazione finora
- Proceso de TostacionDocumento18 pagineProceso de TostacionLenin Jhonatan Campos Guardia100% (1)
- RocasDocumento11 pagineRocasTata LeonNessuna valutazione finora