Potrebbero piacerti anche
- Me003 ManometrosDocumento21 pagineMe003 ManometrosVictor MurciaNessuna valutazione finora
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Da EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Valutazione: 4.5 su 5 stelle4.5/5 (8)
- Guia de Estadistica Capitulos 7 y 8 Grupo #5Documento18 pagineGuia de Estadistica Capitulos 7 y 8 Grupo #5Lizeth ZepedaNessuna valutazione finora
- Cabracion ManometrosDocumento20 pagineCabracion ManometrosRaúl González ParedesNessuna valutazione finora
- Parcial 2 Metrologia PaolaReveloDocumento17 pagineParcial 2 Metrologia PaolaReveloPaola ReveloNessuna valutazione finora
- Bureta DigitalDocumento12 pagineBureta DigitalArnaldo AbadNessuna valutazione finora
- Procedimiento CalibracionDocumento14 pagineProcedimiento CalibracionLupita RuelasNessuna valutazione finora
- Procedimiento de Calibracio NDocumento54 pagineProcedimiento de Calibracio Nmiguel1360Nessuna valutazione finora
- SOP Transferpette ES PDFDocumento15 pagineSOP Transferpette ES PDFEdson Castañeda OsorioNessuna valutazione finora
- Presentación Pequeños VolumenesDocumento66 paginePresentación Pequeños VolumenestoranagasanNessuna valutazione finora
- Refractómetro: Master-3Documento6 pagineRefractómetro: Master-3Flowers Lz Anahi50% (2)
- Métodos de Calibración y MantenimientoDocumento16 pagineMétodos de Calibración y MantenimientoWalker Adan Rios RojasNessuna valutazione finora
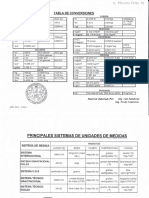
- Tabla de ConversionesDocumento2 pagineTabla de ConversionesMiGuel Rodas100% (1)
- El Trabajo Del Leer y Escribir en El AulaDocumento25 pagineEl Trabajo Del Leer y Escribir en El AulaLuher100% (1)
- Escuela Situacional o Contingencial de La AdministraciónDocumento13 pagineEscuela Situacional o Contingencial de La Administraciónpirwin67% (6)
- Requerimientos Técnicos en Termometría de RadiaciónDocumento11 pagineRequerimientos Técnicos en Termometría de RadiaciónMer Letto100% (1)
- Métodos de CalibraciónDocumento7 pagineMétodos de Calibraciónanderson bautistaNessuna valutazione finora
- Ensayo Critica de La Razon PuraDocumento5 pagineEnsayo Critica de La Razon Pura̶Η̶ι̶γ̶η̶ Ε̶χ̶ι̶σ̶ρ̶ε̶ν̶ξ̶ε̶100% (1)
- Calibracion de PicnometrosDocumento113 pagineCalibracion de PicnometrosFrancisco Martínez MéndezNessuna valutazione finora
- Laboratorio DensidadDocumento7 pagineLaboratorio DensidadSteven SandovalNessuna valutazione finora
- Incertidumbre en La Calibracion de Tipo Vernier (Conceptos Basicos)Documento13 pagineIncertidumbre en La Calibracion de Tipo Vernier (Conceptos Basicos)Eduardo RojoNessuna valutazione finora
- 1ra Clase Balanza 1 y IIDocumento33 pagine1ra Clase Balanza 1 y IIb4tipibeNessuna valutazione finora
- Calibración Simple de ManómetrosDocumento5 pagineCalibración Simple de ManómetrosAlexander Morales RiosNessuna valutazione finora
- Curso Verif de Manometros - PPSX 2Documento44 pagineCurso Verif de Manometros - PPSX 2MIGUEL FELIPE ORDAZ HIGAREDANessuna valutazione finora
- Procedimiento para La Elaboracion y Gestión de Los Certificados de Calibración INTIDocumento10 pagineProcedimiento para La Elaboracion y Gestión de Los Certificados de Calibración INTIFer CapdevilaNessuna valutazione finora
- Guía Técnica de TrazabilidadDocumento32 pagineGuía Técnica de TrazabilidadWilliam DoradoNessuna valutazione finora
- Metrología y NormalizaciónDocumento83 pagineMetrología y NormalizaciónGiulian FrisoniNessuna valutazione finora
- Modulo 4 - Cadena de Frio y Gestion de ResiduosDocumento14 pagineModulo 4 - Cadena de Frio y Gestion de ResiduosjvlpNessuna valutazione finora
- Manometro PDFDocumento4 pagineManometro PDFHeidi Parker100% (2)
- Calibración de Indicadores de FlujoDocumento15 pagineCalibración de Indicadores de FlujoEulises De Lazaro ToribioNessuna valutazione finora
- Iom If101 Standard Turbine SpanishDocumento48 pagineIom If101 Standard Turbine SpanishLuis Felipe Matamala AravenaNessuna valutazione finora
- Cem GasDocumento30 pagineCem GasFredy Aparco IngaNessuna valutazione finora
- SNM Caracterizacion Medios IsotermosDocumento38 pagineSNM Caracterizacion Medios IsotermosJuan Francisco Velazco DiazNessuna valutazione finora
- Preguntas y Problemas para ExamenDocumento15 paginePreguntas y Problemas para ExamenDavid RendonNessuna valutazione finora
- VARIACIÓN DE LOS RESULTADOS DE MEDICIÓN EN LAS PIPETAS DE PISTÓN X PUNTA DESECHABLE Y HR Ta-064 PDFDocumento5 pagineVARIACIÓN DE LOS RESULTADOS DE MEDICIÓN EN LAS PIPETAS DE PISTÓN X PUNTA DESECHABLE Y HR Ta-064 PDFGustavo SánchezNessuna valutazione finora
- Influencia de La Estadistica en La MetrologiaDocumento80 pagineInfluencia de La Estadistica en La MetrologiaMaguiña Polanco Eric0% (1)
- Procedimiento de Calibracion de Termometros DigitalesDocumento21 pagineProcedimiento de Calibracion de Termometros Digitalesjavierth Enrique AraucoNessuna valutazione finora
- Manometro DiferencialDocumento4 pagineManometro DiferencialMario ArielNessuna valutazione finora
- Metrologia Basica PDFDocumento4 pagineMetrologia Basica PDFBruno MauNessuna valutazione finora
- PDF Calibracion de Cronomeros Nist en EspaolDocumento29 paginePDF Calibracion de Cronomeros Nist en EspaolRicarditoNessuna valutazione finora
- Calibracion FinalDocumento39 pagineCalibracion Finalkarito4100% (1)
- Métodos Ensayos Físico-Químicos y Microbiologicos (Parte II)Documento96 pagineMétodos Ensayos Físico-Químicos y Microbiologicos (Parte II)Yis MendozaNessuna valutazione finora
- Pv-003. Procedimiento para La Verificación Inicial de Medidores de Agua Con Diámetro Nominal de 15 MM A 25 MMDocumento16 paginePv-003. Procedimiento para La Verificación Inicial de Medidores de Agua Con Diámetro Nominal de 15 MM A 25 MMmetrologia qbcoNessuna valutazione finora
- Bomba Hidraulica FlukeDocumento2 pagineBomba Hidraulica FlukeRodolfo YanaNessuna valutazione finora
- CALIBRACIONDocumento19 pagineCALIBRACIONDaleshka Herrera ParedesNessuna valutazione finora
- Pval 0082Documento12 paginePval 0082Daniela100% (1)
- Informe Calibración de Un ManómetroDocumento10 pagineInforme Calibración de Un ManómetroVictor Pugliese50% (2)
- Calibración de Condensadores PDFDocumento69 pagineCalibración de Condensadores PDFCarlos GuanipaNessuna valutazione finora
- U PR 10.004.003 Procedimiento Aseguramiento Metrologico PDFDocumento9 pagineU PR 10.004.003 Procedimiento Aseguramiento Metrologico PDFJGlobexNessuna valutazione finora
- PRACTICA NRO 3 Calibracion de Sensores de PresionDocumento10 paginePRACTICA NRO 3 Calibracion de Sensores de PresionJoaura Jakeline Romero AlvarezNessuna valutazione finora
- Practica 9 (Sistema Hidraulico)Documento18 paginePractica 9 (Sistema Hidraulico)karina_ramirez_p3810Nessuna valutazione finora
- Informe Corrección 1Documento41 pagineInforme Corrección 1Luis SahuaNessuna valutazione finora
- Transmisor Ultrasonico de Nivel OmegaDocumento17 pagineTransmisor Ultrasonico de Nivel OmegaVelásq IsaacNessuna valutazione finora
- NT 04Documento7 pagineNT 04Edu_HNessuna valutazione finora
- Me003 Manometros CompletoDocumento21 pagineMe003 Manometros CompletoEdgardo Hurtado QuintoNessuna valutazione finora
- Documentos Normativos PresionDocumento81 pagineDocumentos Normativos PresionEver Daniel Castro RodriguezNessuna valutazione finora
- 03 - 1826390 Práctica 5Documento12 pagine03 - 1826390 Práctica 5Imagíne PiplupNessuna valutazione finora
- Practca 5Documento12 paginePractca 5Alexander RincónNessuna valutazione finora
- Castillo Rangel Antonio 3RM3 Calibración de ManómetrosDocumento13 pagineCastillo Rangel Antonio 3RM3 Calibración de ManómetrosAntonio Castillo RangelNessuna valutazione finora
- Practica 5-Ezequiel Ayala-1939068 PDFDocumento14 paginePractica 5-Ezequiel Ayala-1939068 PDFAngel CastanedaNessuna valutazione finora
- Práctica 1 ManómetrosDocumento12 paginePráctica 1 ManómetrosLuis Gerardo Escobar HuertaNessuna valutazione finora
- Investigar Calibración de Instrumento de NivelDocumento8 pagineInvestigar Calibración de Instrumento de NivelEduardo Coello Juárez0% (2)
- Prã - Ctica 5 - Mecã - Nica de FluidosDocumento10 paginePrã - Ctica 5 - Mecã - Nica de FluidosSahidNessuna valutazione finora
- Cómo Calibrar Manómetros 8pDocumento8 pagineCómo Calibrar Manómetros 8pJose Fernandez LopezNessuna valutazione finora
- Universidad Autónoma de Nuevo León Mecánica: Facultad de Ingeniería Y EléctricaDocumento13 pagineUniversidad Autónoma de Nuevo León Mecánica: Facultad de Ingeniería Y EléctricaDanna PaolaNessuna valutazione finora
- La Personalidad Antoni AndresDocumento99 pagineLa Personalidad Antoni AndresSarina Stefany Beltran CardenasNessuna valutazione finora
- Semana7 Cinematica PDFDocumento23 pagineSemana7 Cinematica PDFAngieNessuna valutazione finora
- Iv MuestreoDocumento34 pagineIv MuestreoLaura Elena Casillas CastañedaNessuna valutazione finora
- Entrelazamientos de Los Cuerpos y Las FormasDocumento2 pagineEntrelazamientos de Los Cuerpos y Las FormasSimon Torres CortesNessuna valutazione finora
- Tesis Final IgssDocumento533 pagineTesis Final IgssRoneyri CastilloNessuna valutazione finora
- Semana 16 2013 - 1 PDFDocumento105 pagineSemana 16 2013 - 1 PDFLyra La aventureraNessuna valutazione finora
- El Giro Antropológico de La FilosofíaDocumento4 pagineEl Giro Antropológico de La FilosofíaCarlos RicardoNessuna valutazione finora
- Teoria OnomatopeyicaDocumento4 pagineTeoria OnomatopeyicaPazMora0% (1)
- Tabla Comparativa Propiedades de Los FluDocumento2 pagineTabla Comparativa Propiedades de Los FluSyd Barrett50% (2)
- Presentacion de Trabajo EncargadoDocumento3 paginePresentacion de Trabajo EncargadoChristopher ClarkNessuna valutazione finora
- LABORATORIO No. 2 CALIBRACIÓN DE MATERIAL DE VIDRIO VOLUMÉTRICO PDFDocumento4 pagineLABORATORIO No. 2 CALIBRACIÓN DE MATERIAL DE VIDRIO VOLUMÉTRICO PDFLuis PNessuna valutazione finora
- Introducción A Los Fundamentos Teóricos de La ComunicaciónDocumento5 pagineIntroducción A Los Fundamentos Teóricos de La ComunicaciónFabiana Kawakami MálagaNessuna valutazione finora
- Laboratorio 7 Fisica1Documento8 pagineLaboratorio 7 Fisica1CarolinaNessuna valutazione finora
- Hab Lógico Mat PDFDocumento60 pagineHab Lógico Mat PDFMATEO TAIPE TANIANessuna valutazione finora
- Rubricas MDM Ante Proyecto TesisDocumento6 pagineRubricas MDM Ante Proyecto Tesisjose_juanfv1499Nessuna valutazione finora
- TPF TopografiaDocumento23 pagineTPF TopografiaJeanne BrithoNessuna valutazione finora
- Protocolo - DM LM 030 (Junio 2019) - Pesas m2Documento22 pagineProtocolo - DM LM 030 (Junio 2019) - Pesas m2Dennis Gamarra RodriguezNessuna valutazione finora
- Tecnicas de Investigacion ACT4 UnadDocumento6 pagineTecnicas de Investigacion ACT4 UnadSergio GuerreroNessuna valutazione finora
- LIBRO Evaluación Socioformativa 1.0 1 PDFDocumento98 pagineLIBRO Evaluación Socioformativa 1.0 1 PDFDavid Oquendo100% (3)
- ME2.C13. ANA CALERO. Reestructuración CognitivaDocumento22 pagineME2.C13. ANA CALERO. Reestructuración Cognitiva123maidenNessuna valutazione finora
- FB Horkheimer Materialismo Metafisica y Moral - OdtDocumento5 pagineFB Horkheimer Materialismo Metafisica y Moral - OdtMaryluz Gomez PlataNessuna valutazione finora
- Tarea 2 Psicologia SocialDocumento3 pagineTarea 2 Psicologia SocialIris AlvarezNessuna valutazione finora
- Ajuste de Minimos Cuadrados PDFDocumento3 pagineAjuste de Minimos Cuadrados PDFRuben CondeNessuna valutazione finora
- Logica UESDocumento171 pagineLogica UESwillian HernandezNessuna valutazione finora
- Asignacion 1-Repaso Modulo 1Documento10 pagineAsignacion 1-Repaso Modulo 1Víctor MartínezNessuna valutazione finora