Potrebbero piacerti anche
- Dry Bottom Ash RemovalDocumento12 pagineDry Bottom Ash RemovalNath BoyapatiNessuna valutazione finora
- Effect of Bend Geometry On Erosion and Product Degradation in Pneumatic Conveying Pipeline SystemsDocumento8 pagineEffect of Bend Geometry On Erosion and Product Degradation in Pneumatic Conveying Pipeline Systems설동하Nessuna valutazione finora
- Assessment of The Functional Performance of Pneumatic Grain ConveyorsDocumento19 pagineAssessment of The Functional Performance of Pneumatic Grain ConveyorspneuconNessuna valutazione finora
- Dense Phase Pneumatic ConveyingDocumento0 pagineDense Phase Pneumatic Conveyingheroj83Nessuna valutazione finora
- A Primer On Dense Phase Pneumatic Conveying SystemsDocumento7 pagineA Primer On Dense Phase Pneumatic Conveying Systemspneucon100% (1)
- A New Design Approach For of Pneumatic ConveyingDocumento6 pagineA New Design Approach For of Pneumatic ConveyingpneuconNessuna valutazione finora
- Pbe - 199511-Chemical Plant Develops New Method To Gently Load Fragile Prills Into Large Bulk ContainersDocumento3 paginePbe - 199511-Chemical Plant Develops New Method To Gently Load Fragile Prills Into Large Bulk Containers설동하Nessuna valutazione finora
- Pbe - 200810-Conveying Line Elbows Provide Maintenance-Free OperationDocumento4 paginePbe - 200810-Conveying Line Elbows Provide Maintenance-Free Operation설동하Nessuna valutazione finora
- A Study of The Pneumatic Conveying of Non-Spherical Particles in A Tubulent Horizontal Channel FlowDocumento12 pagineA Study of The Pneumatic Conveying of Non-Spherical Particles in A Tubulent Horizontal Channel Flow설동하Nessuna valutazione finora
- Pbe - 200406-Conveyor and Blower Sytem Unloads Positive ResultsDocumento5 paginePbe - 200406-Conveyor and Blower Sytem Unloads Positive Results설동하Nessuna valutazione finora
- Pbe - 200703-Conveying System Successfully Transfers Carbon Black Prills From Railcars To SilosDocumento4 paginePbe - 200703-Conveying System Successfully Transfers Carbon Black Prills From Railcars To Silos설동하Nessuna valutazione finora
- Explosion ProtectionDocumento3 pagineExplosion Protection설동하Nessuna valutazione finora
- Problem-Free Air Conveying Part IDocumento6 pagineProblem-Free Air Conveying Part IpneuconNessuna valutazione finora
- Pbe - 200103-Air Gravity Conveying To EfficiencyDocumento3 paginePbe - 200103-Air Gravity Conveying To Efficiency설동하Nessuna valutazione finora
- Pbe - 198811-Asphalt Producer Waits For Pneumatic Pump To Fail-It's Still WaitingDocumento2 paginePbe - 198811-Asphalt Producer Waits For Pneumatic Pump To Fail-It's Still Waiting설동하Nessuna valutazione finora
- Pbe - 199405-Dense Phase Conveying System Moves Coal Without Particle Degradation and DustingDocumento3 paginePbe - 199405-Dense Phase Conveying System Moves Coal Without Particle Degradation and Dusting설동하Nessuna valutazione finora
- Pbe - 199509-Compact Conveyor Bends For Magnesium Oxide Require Little Elbow RoomDocumento3 paginePbe - 199509-Compact Conveyor Bends For Magnesium Oxide Require Little Elbow Room설동하Nessuna valutazione finora
- Pbe - 199105-Dense Phase Pneumatc System Conveys Hydrated Lime To Treat Sewer SludgeDocumento3 paginePbe - 199105-Dense Phase Pneumatc System Conveys Hydrated Lime To Treat Sewer Sludge설동하Nessuna valutazione finora
- Pbe - 199305-Centrifugal Compressors Blow Away Roofing Manufacturer's Conveying TroublesDocumento3 paginePbe - 199305-Centrifugal Compressors Blow Away Roofing Manufacturer's Conveying Troubles설동하Nessuna valutazione finora
- Pbe - 199306-Compact Pneumatic Conveyor Cleanly Transfers Detergent DustDocumento3 paginePbe - 199306-Compact Pneumatic Conveyor Cleanly Transfers Detergent Dust설동하Nessuna valutazione finora
- Pbe - 198701-Conveying System Packages SuccessDocumento3 paginePbe - 198701-Conveying System Packages Success설동하Nessuna valutazione finora
- White Paper Dust Explosion Propagation Myths and RealitiesDocumento9 pagineWhite Paper Dust Explosion Propagation Myths and Realities설동하Nessuna valutazione finora
- Report Dust Explosion Protection Using Flameless VentingDocumento18 pagineReport Dust Explosion Protection Using Flameless Venting설동하Nessuna valutazione finora
- Pbe - 199310-Active Muffler Helps Solve Bulk Transfer Company's Baffling Noise ProblemDocumento3 paginePbe - 199310-Active Muffler Helps Solve Bulk Transfer Company's Baffling Noise Problem설동하Nessuna valutazione finora
- Pbe - 198904-Bulk Handling System Replaces Company's Manual Bag-Handling MethodDocumento3 paginePbe - 198904-Bulk Handling System Replaces Company's Manual Bag-Handling Method설동하Nessuna valutazione finora
- CP Ehandbook 1302 Process Powders With EaseDocumento30 pagineCP Ehandbook 1302 Process Powders With Ease설동하Nessuna valutazione finora
- CP-Succeed at Solids HandlingDocumento29 pagineCP-Succeed at Solids Handling설동하Nessuna valutazione finora
- CP-140428-Make The Most of Powder ProcessesDocumento26 pagineCP-140428-Make The Most of Powder Processes설동하Nessuna valutazione finora
- CP-Efficient Powder Process HandlingDocumento30 pagineCP-Efficient Powder Process Handling설동하Nessuna valutazione finora
- CP 160219 Make Solid ProgressDocumento24 pagineCP 160219 Make Solid Progress설동하Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ministry of Health and Family Welfare Pregnancy GuidelinesDocumento173 pagineMinistry of Health and Family Welfare Pregnancy GuidelinesKhushi GuptaNessuna valutazione finora
- MAS2014Documento257 pagineMAS2014Nathaly Rojas GonzálezNessuna valutazione finora
- Introduction in Linguistic HANDOUTSDocumento6 pagineIntroduction in Linguistic HANDOUTSRica Mae CastroNessuna valutazione finora
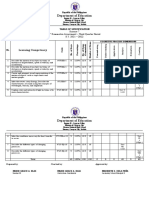
- ITEM ANALYSIS - MATH 9 EmeraldDocumento5 pagineITEM ANALYSIS - MATH 9 EmeraldLiz Rabaya IntiaNessuna valutazione finora
- Department of Education: Learning CompetencyDocumento2 pagineDepartment of Education: Learning CompetencyShaira May Tangonan CaragNessuna valutazione finora
- Free Downloads: Type Matters!Documento3 pagineFree Downloads: Type Matters!Shinko Art Studio9% (11)
- Effect of Childhood Adversity On Brain Dopamine Function in Adulthood !Documento2 pagineEffect of Childhood Adversity On Brain Dopamine Function in Adulthood !Aaron AdamsNessuna valutazione finora
- PCS-9613S X DataSheet en Overseas General X R1.10Documento57 paginePCS-9613S X DataSheet en Overseas General X R1.10parveen115Nessuna valutazione finora
- Intro To Bifurcation TheoryDocumento47 pagineIntro To Bifurcation TheoryJohn StarrettNessuna valutazione finora
- Akshay Urja Full PDFDocumento56 pagineAkshay Urja Full PDFNeelam Shrivastava100% (2)
- (IMP) Ancient Indian JurisprudenceDocumento28 pagine(IMP) Ancient Indian JurisprudenceSuraj AgarwalNessuna valutazione finora
- Edit Resume - My Perfect Resume 1Documento1 paginaEdit Resume - My Perfect Resume 1Ferid MemmedzadeNessuna valutazione finora
- Life After Ashes: Understanding The Impact of Business Loss To The Livelihood of San Fernando City Wet Market VendorsDocumento10 pagineLife After Ashes: Understanding The Impact of Business Loss To The Livelihood of San Fernando City Wet Market Vendorsalrichj29Nessuna valutazione finora
- Marine Ecosystem Restoration and Biodiversity OffsetDocumento10 pagineMarine Ecosystem Restoration and Biodiversity OffsetMiriam TorresNessuna valutazione finora
- Abstract On Face Recognition TechnologyDocumento1 paginaAbstract On Face Recognition TechnologyParas Pareek60% (5)
- AE 2018-19 Syll PDFDocumento118 pagineAE 2018-19 Syll PDFHARI KRISHNA SNessuna valutazione finora
- Design Manual Is-800 Chapter 5Documento92 pagineDesign Manual Is-800 Chapter 5Vivek Kumar GopeNessuna valutazione finora
- MRR1Documento3 pagineMRR1Shaena LarezaNessuna valutazione finora
- Case StudyDocumento11 pagineCase StudyCyril CauilanNessuna valutazione finora
- One-Dimensional Unconstrained Optimization: Example 1 Golden Section MethodDocumento5 pagineOne-Dimensional Unconstrained Optimization: Example 1 Golden Section MethodMohamed MuayidNessuna valutazione finora
- BSP 6000 Pres 1Documento8 pagineBSP 6000 Pres 1PriyanNessuna valutazione finora
- Aptitude Tests For Job ApplicantsDocumento30 pagineAptitude Tests For Job ApplicantsMboowa YahayaNessuna valutazione finora
- English Solved SP3Documento6 pagineEnglish Solved SP3Prem PatelNessuna valutazione finora
- Quantitative School of ManagementDocumento3 pagineQuantitative School of ManagementVAIBHAV JAIN100% (1)
- What Is Emergency Lighting Circuit DiagramDocumento14 pagineWhat Is Emergency Lighting Circuit DiagramjackNessuna valutazione finora
- Participatory Irrigation ManagementDocumento11 pagineParticipatory Irrigation ManagementSidNessuna valutazione finora
- Genomic and CDNA LibrariesDocumento15 pagineGenomic and CDNA LibrariesPrabhleen KaurNessuna valutazione finora
- CTS Company Profile Rev0Documento11 pagineCTS Company Profile Rev0khalesnabilNessuna valutazione finora
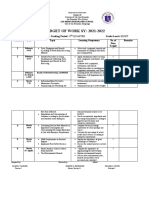
- BUDGET OF WORK SY: 2021-2022: Subject: Tle 8 Grading Period: 3Documento2 pagineBUDGET OF WORK SY: 2021-2022: Subject: Tle 8 Grading Period: 3michelle dayritNessuna valutazione finora
- Scaffold 2Documento3 pagineScaffold 2Mahmoud Elsayed MohamedNessuna valutazione finora