Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Soldier of Fortune PDFDocumento208 pagineSoldier of Fortune PDFNixel SpielNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Ensemble Averaging (Machine Learning)Documento3 pagineEnsemble Averaging (Machine Learning)emma698Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- American BreakfastDocumento4 pagineAmerican BreakfastHamilton Valenzuela ChipongianNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Math AA SL P 1 Marks SchemeDocumento6 pagineMath AA SL P 1 Marks SchemeMrin GhoshNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Arduino Oscilloscope ProjectDocumento12 pagineArduino Oscilloscope ProjectSathya Narayan100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- EXP4 The Diels Alder ReactionsDocumento3 pagineEXP4 The Diels Alder ReactionsLaura GuidoNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Nissan Copper LTDDocumento11 pagineNissan Copper LTDankit_shahNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Cobalamin in Companion AnimalsDocumento8 pagineCobalamin in Companion AnimalsFlávia UchôaNessuna valutazione finora
- Cynosure Starlux 500 Palomar Technical Service ManualDocumento47 pagineCynosure Starlux 500 Palomar Technical Service ManualJF SilvaNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- 3rd Quarter Exam (Statistics)Documento4 pagine3rd Quarter Exam (Statistics)JERALD MONJUANNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Assignment 2 Unit 20 Fully Completed - ReviewedDocumento5 pagineAssignment 2 Unit 20 Fully Completed - Reviewedchris.orisawayiNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- NAT-REVIEWER-IN-PHYSICAL EDUCATIONDocumento4 pagineNAT-REVIEWER-IN-PHYSICAL EDUCATIONMira Rochenie CuranNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- EPCC Hydrocarbon Downstream L&T 09.01.2014Documento49 pagineEPCC Hydrocarbon Downstream L&T 09.01.2014shyaminannnaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Top Ten Myths About The BrainDocumento5 pagineTop Ten Myths About The BrainfayazalamaligNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Comparing Exponential NumbersDocumento5 pagineComparing Exponential NumbersMaya RahayuNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- LET General Math ReviewerDocumento7 pagineLET General Math ReviewerMarco Rhonel Eusebio100% (1)
- Why Are Solids Are Floating On My Secondary Clarifier - Biological Waste TreatmDocumento6 pagineWhy Are Solids Are Floating On My Secondary Clarifier - Biological Waste TreatmIsaac FernándezNessuna valutazione finora
- Liver: Anatomy & FunctionsDocumento18 pagineLiver: Anatomy & FunctionsDR NARENDRANessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Logic NotesDocumento19 pagineLogic NotesCielo PulmaNessuna valutazione finora
- Eldritch HighDocumento39 pagineEldritch Highteam_moNessuna valutazione finora
- 9 5 - 358 362 PDFDocumento5 pagine9 5 - 358 362 PDFمالك مناصرةNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Native Data Sheet Asme b73.1Documento4 pagineNative Data Sheet Asme b73.1Akhmad Faruq Alhikami100% (1)
- Sat Vocabulary Lesson and Practice Lesson 5Documento3 pagineSat Vocabulary Lesson and Practice Lesson 5api-430952728Nessuna valutazione finora
- Innerwear Industry Pitch PresentationDocumento19 pagineInnerwear Industry Pitch PresentationRupeshKumarNessuna valutazione finora
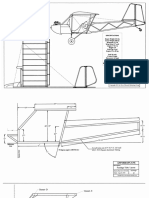
- Plans PDFDocumento49 paginePlans PDFEstevam Gomes de Azevedo85% (34)
- 02-Building Cooling LoadsDocumento3 pagine02-Building Cooling LoadspratheeshNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Contemporary Philippine Arts From The Regions: Quarter 2 - Module 9 Different Contemporary Art Techniques and PerformanceDocumento25 pagineContemporary Philippine Arts From The Regions: Quarter 2 - Module 9 Different Contemporary Art Techniques and PerformanceGrace06 Labin100% (7)
- Mockery Breed Murder Birds PDFDocumento12 pagineMockery Breed Murder Birds PDFLautaro BojanichNessuna valutazione finora
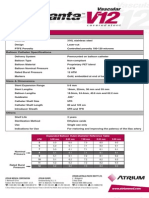
- Advanta V12 Data SheetDocumento2 pagineAdvanta V12 Data SheetJuliana MiyagiNessuna valutazione finora
- NCP Orif Right Femur Post OpDocumento2 pagineNCP Orif Right Femur Post OpCen Janber CabrillosNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)