Potrebbero piacerti anche
- Handbook for Transversely Finned Tube Heat Exchanger DesignDa EverandHandbook for Transversely Finned Tube Heat Exchanger DesignNessuna valutazione finora
- Designing of Air Cooled Heat Exchangers: by Mehaboob Basha N.BDocumento28 pagineDesigning of Air Cooled Heat Exchangers: by Mehaboob Basha N.Bgerty1818100% (2)
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Da EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNessuna valutazione finora
- Waste Heat BoilerDocumento2 pagineWaste Heat BoilerSharon LambertNessuna valutazione finora
- 10 Runkel - Sulphuric 2009 - Pyrite Roasting - Runkel Sturm - OUTOTEC JHDocumento26 pagine10 Runkel - Sulphuric 2009 - Pyrite Roasting - Runkel Sturm - OUTOTEC JHvahidNessuna valutazione finora
- AccumulatorsDocumento11 pagineAccumulatorsRufus D SNessuna valutazione finora
- Waste Heat Boiler Recovery: YoshimineDocumento12 pagineWaste Heat Boiler Recovery: YoshimineardiansyahhandikaNessuna valutazione finora
- Glaxo Vol IDocumento164 pagineGlaxo Vol IPrakash WarrierNessuna valutazione finora
- Designing of A TPH Fire Tube Boiler: December 2019Documento25 pagineDesigning of A TPH Fire Tube Boiler: December 2019Hélder PascoalNessuna valutazione finora
- Economizer DesignDocumento2 pagineEconomizer DesignLinggar Setiawan NNessuna valutazione finora
- CondensersDocumento35 pagineCondensersbibobib100% (1)
- Innovation For Boiler TubeDocumento2 pagineInnovation For Boiler TubemasgrahaNessuna valutazione finora
- Thermal Design of Heat ExchangersDocumento24 pagineThermal Design of Heat ExchangersWira NugrohoNessuna valutazione finora
- Liquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems GroupDocumento71 pagineLiquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems Groupsl1828100% (1)
- BB VerticalTrayDeaerator Jan11Documento16 pagineBB VerticalTrayDeaerator Jan11GHEZELASHEGHINessuna valutazione finora
- Design Considerations For Compact Heat ExchangersDocumento16 pagineDesign Considerations For Compact Heat ExchangersHaunted HunterNessuna valutazione finora
- Efficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerDocumento5 pagineEfficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerijsretNessuna valutazione finora
- SRU Brochure ZEECODocumento5 pagineSRU Brochure ZEECOmomemmNessuna valutazione finora
- Design of A Waste Heat BoilerDocumento43 pagineDesign of A Waste Heat BoilerPius100% (3)
- Boiler Feedwater DeaerationDocumento5 pagineBoiler Feedwater DeaerationFA AyNessuna valutazione finora
- Dew Point Od Acid GasDocumento4 pagineDew Point Od Acid GassrshahNessuna valutazione finora
- DraughtDocumento33 pagineDraughtNipun SabharwalNessuna valutazione finora
- Cryogenic Pump 2011 3 (Nikisso)Documento12 pagineCryogenic Pump 2011 3 (Nikisso)Leonidas PetrouNessuna valutazione finora
- Comparison Between Single&multi Shaft Turbine PDFDocumento12 pagineComparison Between Single&multi Shaft Turbine PDFcobrasrkNessuna valutazione finora
- 3194 PDF PDFDocumento7 pagine3194 PDF PDFdillipsh123Nessuna valutazione finora
- Study of Vapour Absorption System Using Waste Heat-F0283439Documento6 pagineStudy of Vapour Absorption System Using Waste Heat-F0283439Anonymous NGXdt2BxNessuna valutazione finora
- 12-Design Fundamentals of BoilerDocumento12 pagine12-Design Fundamentals of BoilerVishalVaishNessuna valutazione finora
- Heat ExchangersDocumento8 pagineHeat ExchangersLiyan Fajar GintaraNessuna valutazione finora
- SAPDocumento16 pagineSAPsourav84Nessuna valutazione finora
- Air Cooled Heat Exchanger CourseDocumento2 pagineAir Cooled Heat Exchanger Courserodrigoperezsimone100% (1)
- Steam Heat Consumption CalculationsDocumento12 pagineSteam Heat Consumption CalculationsshailendraraneNessuna valutazione finora
- EDC Cracking Furnace With TERRACE-WALLDocumento3 pagineEDC Cracking Furnace With TERRACE-WALLC Hua NguNessuna valutazione finora
- 2nd Part of CalculationDocumento26 pagine2nd Part of CalculationLohith NatarajNessuna valutazione finora
- 114c ProposalDocumento174 pagine114c ProposalDimension LessNessuna valutazione finora
- Recover Heat From Waste Inciniration PDFDocumento4 pagineRecover Heat From Waste Inciniration PDFcvolkan1100% (1)
- Gaskets-The Weakest Link - Article From Chemical Engineering June-2005Documento3 pagineGaskets-The Weakest Link - Article From Chemical Engineering June-2005kumar_chemicalNessuna valutazione finora
- Air Preheaters Superheaters EconomizersDocumento26 pagineAir Preheaters Superheaters Economizerskowsar0221Nessuna valutazione finora
- Steam GeneratorDocumento8 pagineSteam GeneratorFrancesco CordellaNessuna valutazione finora
- Forced Draft Fan Sizing For Fired HeatersDocumento5 pagineForced Draft Fan Sizing For Fired Heatersdlalameen4471Nessuna valutazione finora
- Boiler Furnace Design and DutyDocumento6 pagineBoiler Furnace Design and Dutyأمير حارث100% (1)
- Pv-Elite He 101 - Rev 7Documento118 paginePv-Elite He 101 - Rev 7Dwi Putra100% (1)
- Draft and Efficiency Evaluation of Furnace and BoilersDocumento59 pagineDraft and Efficiency Evaluation of Furnace and Boilersmujeebmehar100% (3)
- Air Cooled CondenserDocumento7 pagineAir Cooled Condensermoreds1983Nessuna valutazione finora
- Key Parameters For Air Cooled Condenser DesignDocumento12 pagineKey Parameters For Air Cooled Condenser DesignmohantyomNessuna valutazione finora
- Joule Brayton CycleDocumento12 pagineJoule Brayton CyclecaptfoleyNessuna valutazione finora
- Heat ExchangerDocumento21 pagineHeat ExchangerArun Prakash NatesanNessuna valutazione finora
- DeaeratorDocumento18 pagineDeaeratorSouvik DeNessuna valutazione finora
- Deaerator, Boiler Feed Water Tank - EWT Water TechnologyDocumento3 pagineDeaerator, Boiler Feed Water Tank - EWT Water TechnologyZulal AliNessuna valutazione finora
- Boilers and Thermic Fluid HeatersDocumento42 pagineBoilers and Thermic Fluid HeatersArvind ShuklaNessuna valutazione finora
- Design and Analysis of Boiler Pressure Vessels Based On IBR CodesDocumento9 pagineDesign and Analysis of Boiler Pressure Vessels Based On IBR Codesgermantoledo244596Nessuna valutazione finora
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmDocumento21 pagineProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperNessuna valutazione finora
- Sulphur Acid Plant Modelling (PFD Detailed) PDFDocumento5 pagineSulphur Acid Plant Modelling (PFD Detailed) PDFCristian GómezNessuna valutazione finora
- HP40 NBDocumento13 pagineHP40 NBTarun ChandraNessuna valutazione finora
- Uk Capability: I C C C - P PDocumento9 pagineUk Capability: I C C C - P PShrinivas PrabhuNessuna valutazione finora
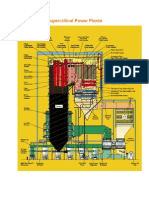
- Supercritical Power PlantsDocumento57 pagineSupercritical Power Plantsmkchy12100% (4)
- Produccion de MetanolDocumento67 pagineProduccion de MetanolPaola Nair M ChNessuna valutazione finora
- ASME90 GT 335 BollandDocumento9 pagineASME90 GT 335 Bollandank_mehraNessuna valutazione finora
- 22 7 Chicago 08-77 0095Documento15 pagine22 7 Chicago 08-77 0095tuansyafiqNessuna valutazione finora
- Heating IN AN Electrically Conducting Layer Carbon-Containing Particles OFDocumento4 pagineHeating IN AN Electrically Conducting Layer Carbon-Containing Particles OFSinhrooNessuna valutazione finora
- Hidrl1 PDFDocumento7 pagineHidrl1 PDFRajesh Kumar100% (1)
- Unsuccessful MT-SM DeliveryDocumento2 pagineUnsuccessful MT-SM DeliveryPitam MaitiNessuna valutazione finora
- DeliciousDoughnuts Eguide PDFDocumento35 pagineDeliciousDoughnuts Eguide PDFSofi Cherny83% (6)
- (Jones) GoodwinDocumento164 pagine(Jones) Goodwinmount2011Nessuna valutazione finora
- Impact of Pantawid Pamilyang Pilipino Program On EducationDocumento10 pagineImpact of Pantawid Pamilyang Pilipino Program On EducationEllyssa Erika MabayagNessuna valutazione finora
- Acer N300 ManualDocumento50 pagineAcer N300 Manualc_formatNessuna valutazione finora
- 20-Admission of PatientDocumento3 pagine20-Admission of Patientakositabon100% (1)
- Evs ProjectDocumento19 pagineEvs ProjectSaloni KariyaNessuna valutazione finora
- Evolution Army 3 R DadDocumento341 pagineEvolution Army 3 R DadStanisław DisęNessuna valutazione finora
- Oxford EAP B1 Pre-Intermediate Student - S Book 2Documento167 pagineOxford EAP B1 Pre-Intermediate Student - S Book 2Thư Dương Thị AnhNessuna valutazione finora
- Advanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsDocumento74 pagineAdvanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsetayhailuNessuna valutazione finora
- Training For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Documento28 pagineTraining For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Paulo Pires100% (1)
- Wholesale Terminal Markets - Relocation and RedevelopmentDocumento30 pagineWholesale Terminal Markets - Relocation and RedevelopmentNeha Bhusri100% (1)
- Wner'S Anual: Led TVDocumento32 pagineWner'S Anual: Led TVErmand WindNessuna valutazione finora
- Speech On Viewing SkillsDocumento1 paginaSpeech On Viewing SkillsMera Largosa ManlaweNessuna valutazione finora
- CV & Surat Lamaran KerjaDocumento2 pagineCV & Surat Lamaran KerjaAci Hiko RickoNessuna valutazione finora
- Illustrating An Experiment, Outcome, Sample Space and EventDocumento9 pagineIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarNessuna valutazione finora
- Epson Stylus Pro 7900/9900: Printer GuideDocumento208 pagineEpson Stylus Pro 7900/9900: Printer GuideJamesNessuna valutazione finora
- Sources of Hindu LawDocumento9 pagineSources of Hindu LawKrishnaKousikiNessuna valutazione finora
- Acute Appendicitis in Children - Diagnostic Imaging - UpToDateDocumento28 pagineAcute Appendicitis in Children - Diagnostic Imaging - UpToDateHafiz Hari NugrahaNessuna valutazione finora
- Measurement Assignment EssayDocumento31 pagineMeasurement Assignment EssayBihanChathuranga100% (2)
- Fundaciones Con PilotesDocumento48 pagineFundaciones Con PilotesReddy M.Ch.Nessuna valutazione finora
- Sample - SOFTWARE REQUIREMENT SPECIFICATIONDocumento20 pagineSample - SOFTWARE REQUIREMENT SPECIFICATIONMandula AbeyrathnaNessuna valutazione finora
- Hướng Dẫn Chấm: Ngày thi: 27 tháng 7 năm 2019 Thời gian làm bài: 180 phút (không kể thời gian giao đề) HDC gồm có 4 trangDocumento4 pagineHướng Dẫn Chấm: Ngày thi: 27 tháng 7 năm 2019 Thời gian làm bài: 180 phút (không kể thời gian giao đề) HDC gồm có 4 trangHưng Quân VõNessuna valutazione finora
- QSP 04bDocumento35 pagineQSP 04bakrastogi94843Nessuna valutazione finora
- Performance Monitoring and Coaching FormDocumento3 paginePerformance Monitoring and Coaching Formjanine masilang100% (2)
- 16783Documento51 pagine16783uddinnadeemNessuna valutazione finora
- Apple Change ManagementDocumento31 pagineApple Change ManagementimuffysNessuna valutazione finora
- Health Post - Exploring The Intersection of Work and Well-Being - A Guide To Occupational Health PsychologyDocumento3 pagineHealth Post - Exploring The Intersection of Work and Well-Being - A Guide To Occupational Health PsychologyihealthmailboxNessuna valutazione finora
- Radon-222 Exhalation From Danish Building Material PDFDocumento63 pagineRadon-222 Exhalation From Danish Building Material PDFdanpalaciosNessuna valutazione finora
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDa EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesValutazione: 4 su 5 stelle4/5 (2)
- Advanced Production Decline Analysis and ApplicationDa EverandAdvanced Production Decline Analysis and ApplicationValutazione: 3.5 su 5 stelle3.5/5 (4)
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)
- A Practical Handbook for Drilling Fluids ProcessingDa EverandA Practical Handbook for Drilling Fluids ProcessingNessuna valutazione finora
- Flow Analysis for Hydrocarbon Pipeline EngineeringDa EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNessuna valutazione finora
- Well Integrity for Workovers and RecompletionsDa EverandWell Integrity for Workovers and RecompletionsValutazione: 5 su 5 stelle5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsDa EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNessuna valutazione finora
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingDa EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNessuna valutazione finora
- Abrasive Water Jet Perforation and Multi-Stage FracturingDa EverandAbrasive Water Jet Perforation and Multi-Stage FracturingNessuna valutazione finora
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDa EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNessuna valutazione finora
- Casing and Liners for Drilling and Completion: Design and ApplicationDa EverandCasing and Liners for Drilling and Completion: Design and ApplicationValutazione: 5 su 5 stelle5/5 (3)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsDa EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNessuna valutazione finora
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsDa EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsValutazione: 4 su 5 stelle4/5 (4)
- Hybrid Enhanced Oil Recovery Using Smart WaterfloodingDa EverandHybrid Enhanced Oil Recovery Using Smart WaterfloodingNessuna valutazione finora
- Fundamentals and Applications of Bionic Drilling FluidsDa EverandFundamentals and Applications of Bionic Drilling FluidsNessuna valutazione finora
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityDa EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityValutazione: 3 su 5 stelle3/5 (2)
- The Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsDa EverandThe Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsValutazione: 3.5 su 5 stelle3.5/5 (5)
- Well Testing Project Management: Onshore and Offshore OperationsDa EverandWell Testing Project Management: Onshore and Offshore OperationsNessuna valutazione finora
- Oil: An Overview of the Petroleum IndustryDa EverandOil: An Overview of the Petroleum IndustryValutazione: 4.5 su 5 stelle4.5/5 (3)
- Oil and Gas Artificial Fluid Lifting TechniquesDa EverandOil and Gas Artificial Fluid Lifting TechniquesValutazione: 5 su 5 stelle5/5 (1)