Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- 0930-AlexaaDocumento30 pagine0930-AlexaaRuth Pauline HutapeaNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Tight OilDocumento5 pagineTight OilmaheshlavandNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- 1.LTPF 2014 Chapter 05 Pipelines Final Proof Sept 2014Documento19 pagine1.LTPF 2014 Chapter 05 Pipelines Final Proof Sept 2014maheshlavandNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Flare Pilot System SafetyDocumento5 pagineFlare Pilot System SafetyBehnam HosseinzadehNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Ge LNGDocumento28 pagineGe LNGRoozbeh P100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Wartsila LNG SystemsDocumento8 pagineWartsila LNG SystemsPandhuNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- IHP Enrollment FormDocumento2 pagineIHP Enrollment FormmaheshlavandNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- SRV NoiseDocumento7 pagineSRV NoisebbmokshNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- List of Funds Offered by DBSDocumento3 pagineList of Funds Offered by DBSmaheshlavandNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Piping Vibration AnalysisDocumento16 paginePiping Vibration AnalysissimonlubisNessuna valutazione finora
- Flare Pilot System SafetyDocumento5 pagineFlare Pilot System SafetyBehnam HosseinzadehNessuna valutazione finora
- Tight OilDocumento5 pagineTight OilmaheshlavandNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Verification SchemeDocumento22 pagineVerification Schememaheshlavand100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Hsg253 The Safe Isolation of Plant and EquipmentDocumento81 pagineHsg253 The Safe Isolation of Plant and EquipmentRichard HollidayNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Curve Fitting Excel GuideDocumento14 pagineCurve Fitting Excel GuideFirdaus AzizanNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hsg253 The Safe Isolation of Plant and EquipmentDocumento81 pagineHsg253 The Safe Isolation of Plant and EquipmentRichard HollidayNessuna valutazione finora
- Curve Fitting Excel GuideDocumento14 pagineCurve Fitting Excel GuideFirdaus AzizanNessuna valutazione finora
- Gulfpub HP 201401Documento103 pagineGulfpub HP 201401maheshlavandNessuna valutazione finora
- Carbon Capture and StorageDocumento7 pagineCarbon Capture and StoragePriyam RamsokulNessuna valutazione finora
- BP 2012 2030 Energy Outlook BookletDocumento88 pagineBP 2012 2030 Energy Outlook BookletRizwan Khan TaoNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Western Area LIC Housing Loan AddressDocumento3 pagineWestern Area LIC Housing Loan AddressmaheshlavandNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- BP 2012 2030 Energy Outlook BookletDocumento88 pagineBP 2012 2030 Energy Outlook BookletRizwan Khan TaoNessuna valutazione finora
- Caterpiller Engine InfoDocumento8 pagineCaterpiller Engine InfomaheshlavandNessuna valutazione finora
- Quantum Mechanics 1Documento88 pagineQuantum Mechanics 1Mehul GuptaNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- JCM Hybrid Controller User ManualDocumento13 pagineJCM Hybrid Controller User ManualMtvc LbNessuna valutazione finora
- Model AR Ellipse® Annular Flow Meter PDFDocumento2 pagineModel AR Ellipse® Annular Flow Meter PDFjhorlanNessuna valutazione finora
- ST Series Servo Motor: Beijing KND CNC Technique Co.,Ltd. 01.2012Documento21 pagineST Series Servo Motor: Beijing KND CNC Technique Co.,Ltd. 01.2012Dinos ArhNessuna valutazione finora
- Proposed Rule: Airworthiness Directives: Cubcrafters, Inc., Model PC18&ndash 160Documento2 pagineProposed Rule: Airworthiness Directives: Cubcrafters, Inc., Model PC18&ndash 160Justia.comNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Hydrographic SurveyDocumento24 pagineHydrographic SurveyKamal Veer100% (1)
- Atmospheric Water Generator DesignDocumento9 pagineAtmospheric Water Generator Designscribd2Nessuna valutazione finora
- Design and Generating Energy As A Car Alternator TDocumento7 pagineDesign and Generating Energy As A Car Alternator TJohnny TestNessuna valutazione finora
- 39CQ Iom 06302014Documento20 pagine39CQ Iom 06302014Non Etabas GadnatamNessuna valutazione finora
- Solutions To ExercisesDocumento47 pagineSolutions To ExercisesNathan D. Gutzmann60% (5)
- EMT2-hw4 - SolDocumento6 pagineEMT2-hw4 - SolSuper SpecialNessuna valutazione finora
- Elective 4 Module1Documento27 pagineElective 4 Module1kentong compraNessuna valutazione finora
- MVDC-Connected Offshore Wind Power Hybrid Resonant ConverterDocumento4 pagineMVDC-Connected Offshore Wind Power Hybrid Resonant ConverterBrightworld ProjectsNessuna valutazione finora
- Cylinder Cutout Cylinder CutoutDocumento12 pagineCylinder Cutout Cylinder CutoutIsrael Miranda ZamarcaNessuna valutazione finora
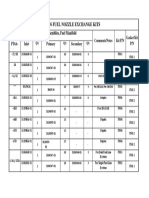
- Pt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldDocumento1 paginaPt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldBerchNessuna valutazione finora
- Futuro Continuo Afirmativo y NegativoDocumento4 pagineFuturo Continuo Afirmativo y NegativoSkoNessuna valutazione finora
- Euler-Ship Mast LocationDocumento61 pagineEuler-Ship Mast LocationzeldaikNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- RAIS PDA AppDocumento8 pagineRAIS PDA Appzaw lin ooNessuna valutazione finora
- SGP Chapter-1Documento81 pagineSGP Chapter-1Shashank ReddyNessuna valutazione finora
- Spe 21970 MSDocumento13 pagineSpe 21970 MSasu jaranNessuna valutazione finora
- Mechatronics Handbook - 02 - Mechatronic Design Approach PDFDocumento16 pagineMechatronics Handbook - 02 - Mechatronic Design Approach PDFJosé Fernando TerronesNessuna valutazione finora
- New Holland Engine F4ge Backhoe en Service ManualDocumento10 pagineNew Holland Engine F4ge Backhoe en Service Manualenrique100% (47)
- JIMMA UNIVERSITY INTERNS' MANUFACTURING EXPERIENCEDocumento41 pagineJIMMA UNIVERSITY INTERNS' MANUFACTURING EXPERIENCEAmanuelNessuna valutazione finora
- (Geoffrey Lawrence, Kristen Lyons, Tabatha Walling (BookFi) PDFDocumento321 pagine(Geoffrey Lawrence, Kristen Lyons, Tabatha Walling (BookFi) PDFIManNessuna valutazione finora
- Kaplan Turbine Working As A Propeller CFD InvestigDocumento11 pagineKaplan Turbine Working As A Propeller CFD InvestigclaudehackerNessuna valutazione finora
- Sungris BrochureDocumento8 pagineSungris Brochurechemasi123Nessuna valutazione finora
- 1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshDocumento65 pagine1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshbenonNessuna valutazione finora
- Budget of Lesson Science 9Documento14 pagineBudget of Lesson Science 9Hezl Valerie ArzadonNessuna valutazione finora
- U3 Oxidation and Reduction PPT WatermarkDocumento45 pagineU3 Oxidation and Reduction PPT Watermarkapi-125934329Nessuna valutazione finora
- Dpu96 Sitras PDFDocumento214 pagineDpu96 Sitras PDFConrad Ziebold VanakenNessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Guidelines for Chemical Process Quantitative Risk AnalysisDa EverandGuidelines for Chemical Process Quantitative Risk AnalysisValutazione: 5 su 5 stelle5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDa EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksValutazione: 5 su 5 stelle5/5 (1)
- Guidelines for the Management of Change for Process SafetyDa EverandGuidelines for the Management of Change for Process SafetyNessuna valutazione finora