Potrebbero piacerti anche
- Intern PDFDocumento10 pagineIntern PDFsri lathaNessuna valutazione finora
- Making Rayon FiberDocumento15 pagineMaking Rayon FibernatarajantexNessuna valutazione finora
- Viscose RayonDocumento3 pagineViscose Rayonmaya_muthNessuna valutazione finora
- Regenerated Cellulose Fibers Viscose: Farzana Faiza Lecturer, AUSTDocumento12 pagineRegenerated Cellulose Fibers Viscose: Farzana Faiza Lecturer, AUSTMustafiz RahmanNessuna valutazione finora
- ViscoseDocumento22 pagineViscoseBhawani Pratap Singh Panwar100% (1)
- Rayon DyeingDocumento26 pagineRayon Dyeingtkr163100% (1)
- RayonDocumento2 pagineRayonShreyansh Mone BhatiaNessuna valutazione finora
- Sodium Sulfate PropertiesDocumento5 pagineSodium Sulfate PropertiesPuji TharahNessuna valutazione finora
- Heat Exchanger FoulingDocumento5 pagineHeat Exchanger Foulingrhusseinpos4765Nessuna valutazione finora
- Kingstons Corporate Toastmasters Club Newsletter - March2013Documento2 pagineKingstons Corporate Toastmasters Club Newsletter - March2013Rei Rei PoloatNessuna valutazione finora
- Toastmasters Corporate Club BenefitDocumento3 pagineToastmasters Corporate Club BenefitWalter Evans LasulaNessuna valutazione finora
- Guide For Textile Industries: Cleaner ProductionDocumento75 pagineGuide For Textile Industries: Cleaner ProductionAjmal KhanNessuna valutazione finora
- RayonDocumento17 pagineRayonBharat SinghNessuna valutazione finora
- Gold Alloy Spinnerets For The Production of Viscose RayonDocumento8 pagineGold Alloy Spinnerets For The Production of Viscose RayonPhan MHanhNessuna valutazione finora
- Indian Rayon by Sanjay JadejaDocumento108 pagineIndian Rayon by Sanjay Jadejaraghuram952100% (1)
- Crop Protection: Contents Lists Available atDocumento54 pagineCrop Protection: Contents Lists Available atAdriana Elena CuleaNessuna valutazione finora
- Infosys Toastmasters Mangalore - KaleidoscopeDocumento28 pagineInfosys Toastmasters Mangalore - KaleidoscopeNihmathullah Kalanther LebbeNessuna valutazione finora
- Analytic Hierarchy Process (AHP), Weighted Scoring Method (WSM), and Hybrid Knowledge Based System (HKBS) For Software Selection A Comparative StudyDocumento7 pagineAnalytic Hierarchy Process (AHP), Weighted Scoring Method (WSM), and Hybrid Knowledge Based System (HKBS) For Software Selection A Comparative StudyAda AjaNessuna valutazione finora
- Innovative Integrated 3G Bio-Refineries: Presenter Name - Company NameDocumento24 pagineInnovative Integrated 3G Bio-Refineries: Presenter Name - Company NamemadhujayarajNessuna valutazione finora
- Difference Between Sodium Metabisulfite and Sodium BisulfiteDocumento4 pagineDifference Between Sodium Metabisulfite and Sodium BisulfiteWaleed EmaraNessuna valutazione finora
- CrystallizationDocumento11 pagineCrystallizationChelsea MartinezNessuna valutazione finora
- Biore Nery AlternativesDocumento80 pagineBiore Nery AlternativesLucica BarbesNessuna valutazione finora
- Wordly-Wise Toastmasters Club NewsletterDocumento19 pagineWordly-Wise Toastmasters Club NewsletterAbhishek Kumar TiwaryNessuna valutazione finora
- Process Discription PDFDocumento41 pagineProcess Discription PDFAshish TiwariNessuna valutazione finora
- Wastewater Treatment in Molasses-Based Alcohol Distilleries For CODDocumento17 pagineWastewater Treatment in Molasses-Based Alcohol Distilleries For CODnilesh_ruke100% (1)
- AgrochemicalsDocumento20 pagineAgrochemicalsRavinder SinghNessuna valutazione finora
- GrasimDocumento15 pagineGrasimSudhir Pareek100% (1)
- Biofuel PresentationDocumento9 pagineBiofuel Presentationpournima pawarNessuna valutazione finora
- Brochure Fans Axial Variax AftermarketDocumento8 pagineBrochure Fans Axial Variax Aftermarketkarlos1407Nessuna valutazione finora
- Sodium Sulphate Market AssessmentDocumento11 pagineSodium Sulphate Market AssessmentLinus LauNessuna valutazione finora
- Crystallizer Design PDFDocumento20 pagineCrystallizer Design PDFMelwyn FranciscoNessuna valutazione finora
- Gypsum ProductsDocumento61 pagineGypsum Productsrusschallenger100% (1)
- Boric Oxide, Boric Acid, and BoratesDocumento69 pagineBoric Oxide, Boric Acid, and BoratesGelsemiumElegansNessuna valutazione finora
- Biofuel Production From Citrus Wastes IranDocumento13 pagineBiofuel Production From Citrus Wastes IranRoberto Moreno MuñozNessuna valutazione finora
- Drying of Sodium Sulfate Decahydrate (Na2SO 4 10H2O)Documento6 pagineDrying of Sodium Sulfate Decahydrate (Na2SO 4 10H2O)Jafar KhademNessuna valutazione finora
- Fouling of Heat Exchangers - T R Bott PDFDocumento530 pagineFouling of Heat Exchangers - T R Bott PDFRiki MandolNessuna valutazione finora
- PH Adjustment / Acid Neutralization: PH Values of Solutions of Alkali ProductsDocumento3 paginePH Adjustment / Acid Neutralization: PH Values of Solutions of Alkali ProductsaliNessuna valutazione finora
- Crystalization TypesDocumento44 pagineCrystalization TypesLuis Olmos50% (2)
- 2008 Book Nitrogen-fixingActinorhizalSymDocumento325 pagine2008 Book Nitrogen-fixingActinorhizalSymValeriaAndreaNessuna valutazione finora
- Manures Fertilizers AgrochemicalsDocumento184 pagineManures Fertilizers Agrochemicalssandesh wankhade100% (1)
- Crystallizer PDFDocumento8 pagineCrystallizer PDFTra Phan Thu100% (2)
- Apr17 - Oils and Fats in China PDFDocumento68 pagineApr17 - Oils and Fats in China PDFNgo MyHanh100% (1)
- Kep EPDM SeriesDocumento4 pagineKep EPDM SeriesMartha GuzmanNessuna valutazione finora
- Zero Discharge Treatment of POMEDocumento9 pagineZero Discharge Treatment of POMEAnonymous DJrec2Nessuna valutazione finora
- HowtoBuildaToastmastersClubFFE PDFDocumento34 pagineHowtoBuildaToastmastersClubFFE PDFCarina FlorinNessuna valutazione finora
- Lime Fines BriquettingDocumento23 pagineLime Fines BriquettingPawan Verma100% (1)
- Water Management in Chemical IndustriesDocumento40 pagineWater Management in Chemical IndustriesBelgaumNessuna valutazione finora
- Gypsum Solutions 2014Documento9 pagineGypsum Solutions 2014Stefan IlicNessuna valutazione finora
- Textile EffluentDocumento8 pagineTextile EffluentargentevesNessuna valutazione finora
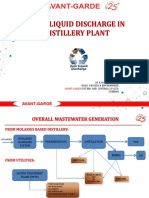
- Avant-Garde Mr. K Mohan KumarDocumento46 pagineAvant-Garde Mr. K Mohan KumarSivakumar SelvarajNessuna valutazione finora
- Textilelearner - Blogspot.ca-Rayon Fiber Characteristics of Rayon Fiber Manufacturing Process of Viscose Rayon End Uses of RayoDocumento4 pagineTextilelearner - Blogspot.ca-Rayon Fiber Characteristics of Rayon Fiber Manufacturing Process of Viscose Rayon End Uses of Rayolyouf100% (1)
- Viscose Rayon NotesDocumento11 pagineViscose Rayon NotesAnkur Vaidya100% (1)
- Rayon PDFDocumento10 pagineRayon PDFVipul DubeyNessuna valutazione finora
- Regenerated FibresDocumento31 pagineRegenerated Fibreszxy_cbe100% (1)
- Regular Rayon (Or Viscose) Is The Most Widely Produced Form of Rayon. This Method of RayonDocumento11 pagineRegular Rayon (Or Viscose) Is The Most Widely Produced Form of Rayon. This Method of RayonManda Ramesh BabuNessuna valutazione finora
- Intern PDFDocumento10 pagineIntern PDFsri lathaNessuna valutazione finora
- Intern PDFDocumento10 pagineIntern PDFsri lathaNessuna valutazione finora
- خط الصناعةDocumento14 pagineخط الصناعةمحمد السعيديNessuna valutazione finora
- Absorbent Sponge Sheets From Pure Cellulose: Calvin Woodings CWC LTDDocumento34 pagineAbsorbent Sponge Sheets From Pure Cellulose: Calvin Woodings CWC LTDKarthikNessuna valutazione finora
- PAPER ON CUPRAMMONIUM RAYON PDFDocumento8 paginePAPER ON CUPRAMMONIUM RAYON PDFchanchalyy123Nessuna valutazione finora
- LU Decomposition With Partial Pivoting C ProgramDocumento3 pagineLU Decomposition With Partial Pivoting C ProgramAmit MakhijaNessuna valutazione finora
- SSTPPDocumento28 pagineSSTPPAmit Makhija100% (4)
- Ratlam Diesel Shed Training ReportDocumento20 pagineRatlam Diesel Shed Training ReportAmit MakhijaNessuna valutazione finora
- To Draw Their Projections Means F.V, T.V. & S.V. What Is Usually Asked in The Problem?Documento37 pagineTo Draw Their Projections Means F.V, T.V. & S.V. What Is Usually Asked in The Problem?Amit MakhijaNessuna valutazione finora
- Transducer: TypesDocumento39 pagineTransducer: Typestujuh belasNessuna valutazione finora
- Trujillo PDFDocumento12 pagineTrujillo PDFVerdy A. KoehuanNessuna valutazione finora
- L3548 4 07Documento2 pagineL3548 4 07Héctor Hugo Sánchez GómezNessuna valutazione finora
- 1996 Club Car DS Golf Cart Owner's ManualDocumento48 pagine1996 Club Car DS Golf Cart Owner's Manualdriver33b60% (5)
- 2.0 MZR-CD Engine Lubrication SystemDocumento20 pagine2.0 MZR-CD Engine Lubrication SystemPablo De Miguel GonzálezNessuna valutazione finora
- Din HandbooksDocumento9 pagineDin HandbooksTalha DikenNessuna valutazione finora
- Hengst Suction FilterDocumento10 pagineHengst Suction FilterElias80Nessuna valutazione finora
- Fluid Flow Through Randomly Packed Columns and Fluidized BedsDocumento6 pagineFluid Flow Through Randomly Packed Columns and Fluidized BedsalexramquiNessuna valutazione finora
- AFL PED CertificateDocumento4 pagineAFL PED CertificateretrogradesNessuna valutazione finora
- Lecture No: 10 (Lubrication in I.C.E) : 10.1 Function of Lubricating SystemDocumento5 pagineLecture No: 10 (Lubrication in I.C.E) : 10.1 Function of Lubricating Systemمصطفى العباديNessuna valutazione finora
- Assessment of Stability of Large Caverns in Himalayas Using 3D Numerical ModellingDocumento14 pagineAssessment of Stability of Large Caverns in Himalayas Using 3D Numerical Modellingpradhith kattaNessuna valutazione finora
- List of Transferred ASME StandardsDocumento3 pagineList of Transferred ASME StandardsShakeel AhmedNessuna valutazione finora
- X X H H S S: Department of Mechanical EngineeringDocumento5 pagineX X H H S S: Department of Mechanical EngineeringSeila MolinaNessuna valutazione finora
- Sharkbite Evopex Product Catalog 08 2020Documento21 pagineSharkbite Evopex Product Catalog 08 2020Arq Cesar Augusto Mejia GNessuna valutazione finora
- JoysticksDocumento12 pagineJoysticksJuan Carlos Aragon CompiNessuna valutazione finora
- Product 1301454674 PDFDocumento4 pagineProduct 1301454674 PDFGabriela E MateiNessuna valutazione finora
- SHM Pendulum Required PracticalDocumento3 pagineSHM Pendulum Required PracticalSagar AgrawalNessuna valutazione finora
- Little Helper. Igantic Effect!: 150 VarioDocumento12 pagineLittle Helper. Igantic Effect!: 150 Variokgv_mailsNessuna valutazione finora
- PPF Multimedia CatalogDocumento24 paginePPF Multimedia Catalogalperen52Nessuna valutazione finora
- Data Base BaruDocumento102 pagineData Base BaruAfif PrstyoNessuna valutazione finora
- Flat Wakaf Mek Zainab P1Documento1 paginaFlat Wakaf Mek Zainab P1Nur NaziraNessuna valutazione finora
- Design and Modelling of A Pelton Wheel Bucket Theoretical Validation and Software ComparisonDocumento4 pagineDesign and Modelling of A Pelton Wheel Bucket Theoretical Validation and Software ComparisonSuhasNessuna valutazione finora
- Aggregate Crushing Value Test For AggregateDocumento2 pagineAggregate Crushing Value Test For AggregateQuality JamNessuna valutazione finora
- Engine Manual of WeichaiDocumento121 pagineEngine Manual of Weichaizein zee100% (9)
- System Sensor Eps 1201 Data SheetDocumento2 pagineSystem Sensor Eps 1201 Data SheetJMAC SupplyNessuna valutazione finora
- Tech Spec For Centrifugal PumpDocumento5 pagineTech Spec For Centrifugal PumpRoby Mirza100% (1)
- Cooling Tower SolutionDocumento38 pagineCooling Tower SolutionThabangNessuna valutazione finora
- Ultrasonic Plastic Welding HornDocumento5 pagineUltrasonic Plastic Welding HornAnonymous MVHeP5zNessuna valutazione finora
- MD 1Documento2 pagineMD 1joshuaNessuna valutazione finora
- Brochure ES-220 UHP Electric Skids PDFDocumento2 pagineBrochure ES-220 UHP Electric Skids PDFvenky4025Nessuna valutazione finora