Potrebbero piacerti anche
- Tabla de Contenidos DORMERDocumento144 pagineTabla de Contenidos DORMERPipe AriasNessuna valutazione finora
- Manual UtpDocumento198 pagineManual UtpicomsacvNessuna valutazione finora
- Info Rodamientos WarmanDocumento1 paginaInfo Rodamientos WarmanCamilo Dittus LeónNessuna valutazione finora
- Catalogo Superprecision AC 41130 6 de EsDocumento204 pagineCatalogo Superprecision AC 41130 6 de EsJesus N RodriguezNessuna valutazione finora
- Acero HardoxDocumento12 pagineAcero HardoxJose Luis ErasoNessuna valutazione finora
- Tabla Comparativa de AcerosDocumento1 paginaTabla Comparativa de AcerosCruz Cruz Daniela GuadalupeNessuna valutazione finora
- Catalogo Simoniz 2014Documento17 pagineCatalogo Simoniz 2014Hector CardenasNessuna valutazione finora
- Teoria Corte A CizallaDocumento3 pagineTeoria Corte A CizallaMemo MartinezNessuna valutazione finora
- TESIS Recubrimiento TermorociadoDocumento135 pagineTESIS Recubrimiento TermorociadoRick HunterNessuna valutazione finora
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocumento10 pagine1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezNessuna valutazione finora
- FichTec Elf Epexelf 2Documento1 paginaFichTec Elf Epexelf 2GUILLERMO SEGURANessuna valutazione finora
- 8-Tolerancias de Los RodamientosDocumento24 pagine8-Tolerancias de Los RodamientosHusa GomezNessuna valutazione finora
- Tigerflex Espanol 2014Documento76 pagineTigerflex Espanol 2014jovares2099Nessuna valutazione finora
- 1-Herramientas Manuales Catalogo 1200Documento267 pagine1-Herramientas Manuales Catalogo 1200lcs993100% (1)
- (256597860) Tabla Aceros para HerramientasDocumento3 pagine(256597860) Tabla Aceros para HerramientasMartinezAlanNessuna valutazione finora
- Catalogo de Pernos Con AgujerosDocumento103 pagineCatalogo de Pernos Con AgujerosVladimir GordilloNessuna valutazione finora
- SimonizDocumento32 pagineSimonizJuan Carlos RodriguezNessuna valutazione finora
- Alambre MIG TM-811N1Documento1 paginaAlambre MIG TM-811N1winrorroNessuna valutazione finora
- 1030Documento4 pagine1030Alex Calizaya VasquezNessuna valutazione finora
- LOG-F-011 Mantenimiento de Generador Eléctrico - Rev.02Documento2 pagineLOG-F-011 Mantenimiento de Generador Eléctrico - Rev.02alexander ortizNessuna valutazione finora
- Correas Tablas Bueno PDFDocumento124 pagineCorreas Tablas Bueno PDFHugh SagoNessuna valutazione finora
- Taladro StancoDocumento29 pagineTaladro StancoqcomoNessuna valutazione finora
- Eutectrode 536Documento1 paginaEutectrode 536Luis Mori0% (1)
- Catalogo Metrologia Dimensional Espanhol Starrett PDFDocumento92 pagineCatalogo Metrologia Dimensional Espanhol Starrett PDFJOSE MARIA GARCIA SANTIAGONessuna valutazione finora
- Chancadora Cónica Funvesa 3Documento7 pagineChancadora Cónica Funvesa 3Jose Rodriguez RomoNessuna valutazione finora
- Informe Técnico de Falla de Engranajes Cónicos HelicoidalesDocumento2 pagineInforme Técnico de Falla de Engranajes Cónicos HelicoidalesJhordan SmithNessuna valutazione finora
- Informe Final de Desmontaje Cedazo Tycan 6'x 16' Montaje de Zaranda Metso 6'x16 DD Parada de Planta Planta Paragsha Julio Del 2021Documento25 pagineInforme Final de Desmontaje Cedazo Tycan 6'x 16' Montaje de Zaranda Metso 6'x16 DD Parada de Planta Planta Paragsha Julio Del 2021LUIS GARCIA100% (1)
- Tigfil 316lg5 PDFDocumento1 paginaTigfil 316lg5 PDFRenzo TuestasNessuna valutazione finora
- Eutectrode 680Documento1 paginaEutectrode 680Mac Daniel100% (1)
- SewDocumento157 pagineSewKugoleoNessuna valutazione finora
- Fora 450-400Documento6 pagineFora 450-400Javier Sanchez MartinezNessuna valutazione finora
- Tesis Manual Mantto de Molino VerticalDocumento106 pagineTesis Manual Mantto de Molino VerticalFreddy SucuytanaNessuna valutazione finora
- Indicadores de TableroDocumento9 pagineIndicadores de TableroJose RuizNessuna valutazione finora
- Catálogo de Rodamiento Rígido de Bolas TIMKENDocumento16 pagineCatálogo de Rodamiento Rígido de Bolas TIMKENClaude ClaudeNessuna valutazione finora
- ESPECIFICACIONES ARCWELD 200i ST EDIPESADocumento2 pagineESPECIFICACIONES ARCWELD 200i ST EDIPESACarlos Enrique Rivas BustamanteNessuna valutazione finora
- Juan Clark Catalogo Epoxicos TonsanDocumento6 pagineJuan Clark Catalogo Epoxicos TonsanJesusMorenoNessuna valutazione finora
- Norma AdmaDocumento6 pagineNorma AdmaOlga159Nessuna valutazione finora
- Selección de Acoplamiento VulkanDocumento1 paginaSelección de Acoplamiento VulkanAlex Xavier Malasquez LeónNessuna valutazione finora
- SIU8270 Manual Reductor Hansen P4 SITDocumento56 pagineSIU8270 Manual Reductor Hansen P4 SITAldo AlvarezNessuna valutazione finora
- Acoplamientos RUPEXDocumento24 pagineAcoplamientos RUPEXpablodugalNessuna valutazione finora
- Catalogo Casdel-04-11-2017 PDFDocumento7 pagineCatalogo Casdel-04-11-2017 PDFLatonya RossNessuna valutazione finora
- Catalogo Autoperforantes 2Documento66 pagineCatalogo Autoperforantes 2Federico ReynosoNessuna valutazione finora
- Multitac Sistema Automático de Lubricación Molinos SALDocumento19 pagineMultitac Sistema Automático de Lubricación Molinos SALrobertoalfaro492023100% (1)
- Plano Ruta de Cable Bombas Warman 6x4 y 4x3Documento1 paginaPlano Ruta de Cable Bombas Warman 6x4 y 4x3Pablo García PeñaNessuna valutazione finora
- Pdp-Mol1-Pets-029 Mantenimiento Del Silo de Cal.Documento16 paginePdp-Mol1-Pets-029 Mantenimiento Del Silo de Cal.Albert Nick Vega LaureanoNessuna valutazione finora
- Heater FagDocumento30 pagineHeater Fagerikmaxramos72Nessuna valutazione finora
- Propuesta de Jabon de TrefiladoDocumento66 paginePropuesta de Jabon de TrefiladoHector LavoeNessuna valutazione finora
- Analisis de AceiteDocumento2 pagineAnalisis de AceiterpumacayovNessuna valutazione finora
- Ficha Tecnica TK60 HRC Rev11691939Documento3 pagineFicha Tecnica TK60 HRC Rev11691939RodrigoNessuna valutazione finora
- Alloy C 4300 PDFDocumento2 pagineAlloy C 4300 PDFjuanchis650Nessuna valutazione finora
- Coples EstrellaDocumento1 paginaCoples EstrellaGerardo Espinosa EspinosaNessuna valutazione finora
- Cambio de Hardox 400 A Weldox 450Documento4 pagineCambio de Hardox 400 A Weldox 450cristobal_tl2277Nessuna valutazione finora
- Catalogue CoroKey SANDIVIK 2010Documento208 pagineCatalogue CoroKey SANDIVIK 201004104647623100% (1)
- Planchas Antidesgaste AR-400 - 16!11!12Documento10 paginePlanchas Antidesgaste AR-400 - 16!11!12Raphael LinoNessuna valutazione finora
- 4 Herramientas de RoscarDocumento311 pagine4 Herramientas de RoscarJesús Reynoso SotoNessuna valutazione finora
- Cat A LogoDocumento28 pagineCat A Logojosemaria1970agostoNessuna valutazione finora
- Alumold FortalDocumento4 pagineAlumold FortalconradoralNessuna valutazione finora
- Catalogo de Herramientas de TornoDocumento156 pagineCatalogo de Herramientas de TornoWilson Rivera Flores100% (1)
- Catalogo Completo NachiDocumento169 pagineCatalogo Completo Nachiinthelightwork-scribdNessuna valutazione finora
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDa EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoValutazione: 5 su 5 stelle5/5 (1)
- Angeles GuardianesDocumento14 pagineAngeles GuardianesPedro LeosNessuna valutazione finora
- Catalogo 2018 HLMDocumento74 pagineCatalogo 2018 HLMPedro LeosNessuna valutazione finora
- Catalogo Tunix 2017Documento79 pagineCatalogo Tunix 2017Pedro LeosNessuna valutazione finora
- Catalogo Ledur 1.1Documento62 pagineCatalogo Ledur 1.1Pedro LeosNessuna valutazione finora
- Porque Algunos Pensadores Positivos Obtienen Resultados PoderososDocumento12 paginePorque Algunos Pensadores Positivos Obtienen Resultados PoderososPedro LeosNessuna valutazione finora
- Fichas Tecnica Pack TorinoDocumento1 paginaFichas Tecnica Pack TorinoPedro LeosNessuna valutazione finora
- 4 GayDocumento6 pagine4 GayPedro LeosNessuna valutazione finora
- Catalogo Renovatio 2014Documento142 pagineCatalogo Renovatio 2014Pedro LeosNessuna valutazione finora
- 12 Botellas de Leche PDFDocumento28 pagine12 Botellas de Leche PDFPedro LeosNessuna valutazione finora
- Indicadores ProduccionDocumento41 pagineIndicadores ProduccionPedro Leos100% (2)
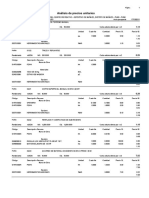
- (XLS) Análisis de Costos Unitarios CanalDocumento6 pagine(XLS) Análisis de Costos Unitarios CanalSixto PaulNessuna valutazione finora
- Certificado ArandelasDocumento2 pagineCertificado ArandelasJuanSebastianValderramaNessuna valutazione finora
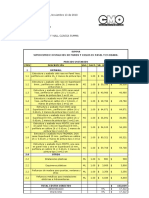
- Lista de Precios OrganizadoresDocumento6 pagineLista de Precios OrganizadoresJose Daniel Garcia ApazaNessuna valutazione finora
- 6 Acu Instalacion de Areas VerdesDocumento5 pagine6 Acu Instalacion de Areas VerdesFidel Parqui MamaniNessuna valutazione finora
- Tubería Conduit Marca Rymco: Bajo La Norma ULDocumento1 paginaTubería Conduit Marca Rymco: Bajo La Norma ULIng. Mario A. Samudio IbarraNessuna valutazione finora
- Manual de Labores Sigma Supermatic 2000Documento43 pagineManual de Labores Sigma Supermatic 2000charisaiz81% (31)
- Joyería Envuelta en Alambre Con Imitación WigjigDocumento14 pagineJoyería Envuelta en Alambre Con Imitación WigjigKuskunku Makiruray100% (1)
- Casa de Terra e Sangue - Cidade Da Lua Crescente - Vol. 01 - Sarah J. MaasDocumento20 pagineCasa de Terra e Sangue - Cidade Da Lua Crescente - Vol. 01 - Sarah J. MaasPatty Gracino67% (3)
- Rendimiento de ObraDocumento29 pagineRendimiento de Obraeler gomezNessuna valutazione finora
- Fotografía 1 - Unidad 1Documento12 pagineFotografía 1 - Unidad 1Vivanco gNessuna valutazione finora
- Faros y FocosDocumento45 pagineFaros y FocosWil ExtremeNightNessuna valutazione finora
- Medidas Normalizadas de Tornillos y TuercasDocumento41 pagineMedidas Normalizadas de Tornillos y TuercasCHRISTIAN PAUL SAAVEDRA MATUTENessuna valutazione finora
- Amigurumi Hello Kitty Patron Gratis Paso A PasoDocumento12 pagineAmigurumi Hello Kitty Patron Gratis Paso A PasoAngie100% (4)
- Ceramistas CusqueñosDocumento2 pagineCeramistas CusqueñosJUAN LOPEZNessuna valutazione finora
- Dibujo TécnicoDocumento22 pagineDibujo TécnicoLilia rosa Sandoval bendezuNessuna valutazione finora
- Cotizacion Mano de Obra SV y Apto ModeloDocumento24 pagineCotizacion Mano de Obra SV y Apto ModeloAndrea Ines Rodriguez SuanNessuna valutazione finora
- Basicos Morteros 2018Documento23 pagineBasicos Morteros 2018aldahirNessuna valutazione finora
- 01 Apu Caja de CaptacionDocumento3 pagine01 Apu Caja de CaptacionDáneryVilchezAlfaroNessuna valutazione finora
- Presupuesto Laboratorio Cargill 02-01-2017Documento32.767 paginePresupuesto Laboratorio Cargill 02-01-2017gersonggggNessuna valutazione finora
- INFORMEDocumento8 pagineINFORMEMateo JavierNessuna valutazione finora
- Ferretería GeneralDocumento2.066 pagineFerretería GeneralEmiliano FloresNessuna valutazione finora
- MECANIZADO DE MATERIALES - DEFORMACION Y CORTE 2011 v6 PDFDocumento138 pagineMECANIZADO DE MATERIALES - DEFORMACION Y CORTE 2011 v6 PDFmarialetorrespNessuna valutazione finora
- Analisis 04 Juegos InfantilesDocumento3 pagineAnalisis 04 Juegos InfantilesGeder Alex Mamani NinaNessuna valutazione finora
- Riesgos Relacionados Con MáquinasDocumento12 pagineRiesgos Relacionados Con MáquinasJuanNessuna valutazione finora
- Medidas de Seguridad para Operar La Maquina FresadoraDocumento3 pagineMedidas de Seguridad para Operar La Maquina FresadoraFrancisco Daniel Montes Romero100% (3)
- PTS - Trabajo en Altura y AndamiosDocumento6 paginePTS - Trabajo en Altura y Andamiosseba25chileNessuna valutazione finora
- Oe.3 (Primera Parte - 139)Documento60 pagineOe.3 (Primera Parte - 139)SantiagoNessuna valutazione finora
- 0022258-00001-18 Anchor Baby Book Brown Booties - ESDocumento7 pagine0022258-00001-18 Anchor Baby Book Brown Booties - ESÁngela BurbanoNessuna valutazione finora
- Tarifas EscanerDocumento10 pagineTarifas EscanerJesús SerranoNessuna valutazione finora
- U2 - S6 Uso de Librerias de InventorDocumento13 pagineU2 - S6 Uso de Librerias de InventorluisNessuna valutazione finora