Potrebbero piacerti anche
- Hoja de Operación e Instrucción de Inspección TratamientoDocumento1 paginaHoja de Operación e Instrucción de Inspección TratamientoDavid CamachoNessuna valutazione finora
- En Graner EctoDocumento1 paginaEn Graner EctoDavid CamachoNessuna valutazione finora
- Reporte LibroDocumento11 pagineReporte LibroDavid CamachoNessuna valutazione finora
- Hoja de Operación e Instrucción de Inspección RectificadoDocumento1 paginaHoja de Operación e Instrucción de Inspección RectificadoDavid CamachoNessuna valutazione finora
- Hojas de ProcesosDocumento9 pagineHojas de ProcesosDavid CamachoNessuna valutazione finora
- Hoja de Operación e Instrucción de Inspección CorteDocumento1 paginaHoja de Operación e Instrucción de Inspección CorteDavid CamachoNessuna valutazione finora
- Hoja de Operación e Instrucción de Inspección TornoDocumento1 paginaHoja de Operación e Instrucción de Inspección TornoDavid CamachoNessuna valutazione finora
- Diseño de Elementos de Maquinas - Tornillos y Uniones AtornilladasDocumento20 pagineDiseño de Elementos de Maquinas - Tornillos y Uniones AtornilladasOMAR ANG100% (11)
- Hoja de Operación e Instrucción de Inspección FresadoDocumento1 paginaHoja de Operación e Instrucción de Inspección FresadoDavid Camacho100% (2)
- Vero Control1Documento2 pagineVero Control1David CamachoNessuna valutazione finora
- PlanoDocumento1 paginaPlanoDavid CamachoNessuna valutazione finora
- Reporte ServicioDocumento1 paginaReporte ServicioDavid CamachoNessuna valutazione finora
- Costos Reales: David Salvador Camacho MorenoDocumento8 pagineCostos Reales: David Salvador Camacho MorenoDavid CamachoNessuna valutazione finora
- PlanosDocumento4 paginePlanosDavid CamachoNessuna valutazione finora
- Transform AdoresDocumento14 pagineTransform AdoresGherson D. Toro MelendrezNessuna valutazione finora
- Pieza Reina CroquisDocumento1 paginaPieza Reina CroquisDavid CamachoNessuna valutazione finora
- Proyecto Diseño de Herramental 2014b UAEMEXDocumento20 pagineProyecto Diseño de Herramental 2014b UAEMEXDavid CamachoNessuna valutazione finora
- Pieza ReinaDocumento1 paginaPieza ReinaDavid CamachoNessuna valutazione finora
- Plano CoordenadasDocumento1 paginaPlano CoordenadasDavid CamachoNessuna valutazione finora
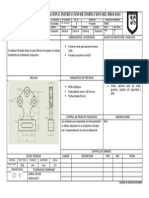
- Hoja de Operación e Instrucción de Inspección Del ProcesotaladradoDocumento1 paginaHoja de Operación e Instrucción de Inspección Del ProcesotaladradoDavid CamachoNessuna valutazione finora
- Pieza Proyecto OperacionfresadoDocumento1 paginaPieza Proyecto OperacionfresadoDavid CamachoNessuna valutazione finora
- Pieza ReinaDocumento1 paginaPieza ReinaDavid CamachoNessuna valutazione finora
- Plano Pieza ReinaDocumento1 paginaPlano Pieza ReinaDavid CamachoNessuna valutazione finora
- Pie Zap Roy EctoDocumento1 paginaPie Zap Roy EctoDavid CamachoNessuna valutazione finora
- Hoja de Operación e Instrucción de Inspección Del ProcesorectificadoDocumento1 paginaHoja de Operación e Instrucción de Inspección Del ProcesorectificadoDavid CamachoNessuna valutazione finora
- Hoja de Operación e Instrucción de Inspección Del ProcesorecticadodefresadoDocumento1 paginaHoja de Operación e Instrucción de Inspección Del ProcesorecticadodefresadoDavid CamachoNessuna valutazione finora
- Hoja de Operación e Instrucción de Inspección Del ProcesofresadoDocumento1 paginaHoja de Operación e Instrucción de Inspección Del ProcesofresadoDavid CamachoNessuna valutazione finora
- Pasa NoPasa PlanoDocumento1 paginaPasa NoPasa PlanoDavid CamachoNessuna valutazione finora
- MACK Pinnacle CXU613 EURO 5Documento2 pagineMACK Pinnacle CXU613 EURO 5lauxingrey67% (6)
- Programa para La Ejecución Del Proyecto 2022 PregradoDocumento69 paginePrograma para La Ejecución Del Proyecto 2022 PregradoHector BejaranoNessuna valutazione finora
- Estructura Del Proyecto FedoraDocumento14 pagineEstructura Del Proyecto FedoraFedora NicaraguaNessuna valutazione finora
- La Clasificación de Los Procesos de ManufacturaDocumento16 pagineLa Clasificación de Los Procesos de ManufacturaOlguin Plomares Jesus JosafatNessuna valutazione finora
- Formato de Inspeccion de Herramientas ManualesDocumento2 pagineFormato de Inspeccion de Herramientas ManualesVero Mazo PosadaNessuna valutazione finora
- Qué Es El Ciclo PHRADocumento2 pagineQué Es El Ciclo PHRAjohnNessuna valutazione finora
- Asientos de GubernamentalDocumento14 pagineAsientos de GubernamentalMaria Violeta Cardenas MayuriNessuna valutazione finora
- Método CJ ZJDocumento7 pagineMétodo CJ ZJJohan Rolando TomaláNessuna valutazione finora
- Abanto Lozano Silva Orbegozo Abregu ChavezDocumento10 pagineAbanto Lozano Silva Orbegozo Abregu ChavezFernandoVillanuevaNessuna valutazione finora
- Vehículos de DiseñoDocumento22 pagineVehículos de DiseñoMarycruz Arana OrdoñezNessuna valutazione finora
- Producción de Acetato de MetiloDocumento30 pagineProducción de Acetato de MetiloPaola Yuliana Trujillo Paz0% (1)
- Ciclo Del Camión MineroDocumento9 pagineCiclo Del Camión MineroKimberly Vera Felipa100% (1)
- Aplicación de La Metodología Seis Sigma para Disminuir La Variación de Medición de La Carga Del Resorte de FricciónDocumento11 pagineAplicación de La Metodología Seis Sigma para Disminuir La Variación de Medición de La Carga Del Resorte de FricciónRosa Canales VargasNessuna valutazione finora
- Tipos de TaqeutesDocumento17 pagineTipos de TaqeutesSalvador LopezNessuna valutazione finora
- FOL01 TareaDocumento9 pagineFOL01 Tareaeduito197360% (5)
- Brochure de Presentación - KalpatDocumento12 pagineBrochure de Presentación - KalpatJose Martinez MillaNessuna valutazione finora
- Sesion 01 Gases Ideales y Reales 2017-2Documento61 pagineSesion 01 Gases Ideales y Reales 2017-2Paola Jhandyrha Incio RiveraNessuna valutazione finora
- Caso HondaDocumento15 pagineCaso HondaJorge Emilio Perleche García100% (1)
- NTS 005 - AndamiosDocumento23 pagineNTS 005 - AndamiosGustavo Calderon EliasNessuna valutazione finora
- Suma AlzadaDocumento8 pagineSuma AlzadaBehelizaBrendaBarrientosNessuna valutazione finora
- Clasificados 24 de AbrilDocumento15 pagineClasificados 24 de AbrilelheraldocoNessuna valutazione finora
- Ejercicio 6.30Documento6 pagineEjercicio 6.30Jose Alonso Zeballos PintoNessuna valutazione finora
- 1.1.1 Introducción A Los Sistemas de Producción.Documento13 pagine1.1.1 Introducción A Los Sistemas de Producción.alexfly100000083% (6)
- Como Disenar Una CMDB EfectivaDocumento24 pagineComo Disenar Una CMDB EfectivapqtulodigasNessuna valutazione finora
- Calor de Descomposicion Del Peroxido de HidrogenoDocumento11 pagineCalor de Descomposicion Del Peroxido de HidrogenoDaniel Díaz díaNessuna valutazione finora
- Mini TruckDocumento105 pagineMini Truckalandaset50% (2)
- ADMINISTRACION Dra Susana Ruíz Valdés.Documento26 pagineADMINISTRACION Dra Susana Ruíz Valdés.haideemartinez01Nessuna valutazione finora
- Documento Arquitectura de Software RupDocumento22 pagineDocumento Arquitectura de Software RupDavid LopezNessuna valutazione finora
- Congestion Vehicular PDFDocumento21 pagineCongestion Vehicular PDFCiinthyStephPeraltaNessuna valutazione finora
- 77 250 Ducato 603.99.316 Es 01 05.13 L E4Documento291 pagine77 250 Ducato 603.99.316 Es 01 05.13 L E4HAROLD MEJIANessuna valutazione finora