Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Especificaciones Tecnicass de Las Estructuras Metalicas
Caricato da
Jeanpierre Jaimes OcrospomaTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Especificaciones Tecnicass de Las Estructuras Metalicas
Caricato da
Jeanpierre Jaimes OcrospomaCopyright:
Formati disponibili
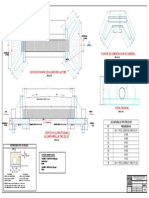
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
ESPECIFICACIONES TCNICAS
PROYECTO:
ANTAMINA
MONTAJE
1.0
ALCANCE DEL TRABAJO
1.1
GENERALIDADES
DE
ESCALERAS
METLICAS
EN
1.1.1La presente Especificacin establece los requerimientos mnimos que
deben cumplir todo material, obra de mano, equipos, faenas y
servicios para la ejecucin de las obras de fabricacin y montaje de
escaleras metlicas correspondientes al proyecto Ampliacin de
campamento, de ANTAMINA. Las obras se ejecutarn, cumpliendo las
exigencias indicadas en las presentes especificaciones y a los planos
estructurales del Proyecto. Este documento ser complementado con
los planos generales y de detalles de la obra, normas vigentes
correspondientes y las instrucciones que aporte la Inspeccin durante
el desarrollo de los trabajos.
1.1.2Todas las obras se realizarn en concordancia con las disposiciones y
ordenanzas generales de construccin, con las normas del
Reglamento nacional de edificaciones. vigentes y con las normas
indicadas en los planos y especificaciones correspondientes.
1.1.3Todas las obras se ejecutarn dentro de las tolerancias y/o requisitos
de calidad establecidos en estas Especificaciones o en los planos
correspondientes. La Inspeccin podr rechazar igualmente cualquier
material que estime que no cumple con la calidad respectiva
especificada.
1.1.4Todos los trabajos y obras que se estipulan en estas Especificaciones
sern ejecutados completos, de acuerdo con los planos y
especificaciones del Proyecto. Cualquier interrupcin o paralizacin
definitiva de las obras deber ser previamente autorizada por escrito
por la Inspeccin.
1.1.5En caso de discrepancias entre planos y otros documentos el
Contratista solicitar medicin de cantidades.
1.2 DEFINICIONES
1.2.1Cuando se refiera al MANDANTE se entender ANTAMINA
1.2.2Cuando se refiera a PLANOS se entender que incluye todos los
planos, listas de materiales
1.2.3Cuando se refiera al INGENIERO se entender un representante de la
empresa de Ingeniera que es responsable del diseo del Proyecto.
1.2.4Cuando se refiera a la supervisin se entender como el
representante autorizado por TECNO FAST ATCO que fiscalizar el
cumplimiento de lo sealado en los planos y especificaciones y la
correcta ejecucin de los trabajos; ya sea en taller o en obra. Para
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
estos efectos, la Inspeccin podr recurrir a la asesora de empresas
y/o laboratorios especializados en inspecciones.
1.2.5Cuando se refiera al CONTRATISTA se entender como el
representante autorizado en obra de la empresa que ha recibido el
encargo de ANTAMINA para efectuar ya sea en forma parcial o total
los trabajos y suministros incluidos o relacionados con esta
Especificacin; los cuales se llevarn a efecto de acuerdo con los
planos del Proyecto.
1.2.6Cuando se refiera al PROVEEDOR se entender como CORPORACION
CAM.
1.3 TRABAJOS INCLUIDOS
Se encuentran cubiertos por la presente especificacin los siguientes
trabajos:
1.3.1Dibujo y emisin de los planos de fabricacin y montaje de las
estructuras, incluyendo la coordinacin necesaria, lo cual ser de
cargo del Contratista. Los planos se harn de acuerdo con los
requerimientos de estas especificaciones.
1.3.2Slo podr iniciarse la inspeccin de estructuras fabricadas que
tengan sus planos de fabricacin correspondientes aprobados por un
representante autorizado de ANTAMINA.
1.3.3Se entregar lista de materiales, incluyendo las marcas de
identificacin relacionadas con los planos de montaje.
1.3.4Suministro de acero en planchas, secciones estructurales, planchas y
parrillas para pisos y peldaos. Suministro de electrodos, fijaciones,
conectores, pernos corrientes y de alta resistencia, y otros productos
complementarios.
1.3.5Se define como acero estructural y quedan cubiertas por esta
Especificacin la fabricacin y montaje de estructuras, que incluye al
menos las siguientes partes y categoras:
Prticos
Llegadas
Descansos
Tramos de escalera
Columnas
Barandas
Vigas
Techo.
1.3.6Transportes y movimiento de materiales, que sean necesarios para
las actividades anteriores.
1.3.7Suministro de obra de mano, materiales, maquinaria y equipos
adecuados para la fabricacin, transporte y montaje de las
estructuras de acero del Proyecto.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
1.4 TRABAJOS EXCLUIDOS
1.4.1Se encuentran excluidos de la presente Especificacin, los siguientes
trabajos:
Soporte de maquinarias y equipos que sean suministro de
Proveedores.
Fabricacin de Gratting.
1.4.2Todos aquellos trabajos no cubiertos por el conjunto de las
especificaciones del Proyecto se regirn por medio de las
instrucciones o especificaciones entregadas por la Inspeccin.
1.5 ABREVIATURAS
1.5.1Se indican los significados de las abreviaturas usadas corrientemente
en estas especificaciones:
AISC
American Institute of Steel Construction (USA)
ANSI American National Standard Institute (USA)
ASME American Society of Mechanical Engineers (USA)
ASTM American Society of Testing and Materials (USA)
AWS
American Welding Society (USA)
RNE
Reglamento Nacional de Edificaciones
SSPC Steel Structural Painting Council (USA)
1.6 NORMAS APLICABLES
1.6.1Normas Nacionales
NT G-050
Norma tcnica de seguridad durante la
construccin.
NT E-020
Norma tcnica de Cargas
NT E-090
Norma tcnica de Estructuras metlicas
1.6.2Normas extranjeras
AISC
Code of Standard Practice for Steel Buildings and
Bridges.
AISC
Specifications for the Design, Fabrication and
Erection of Structural Steel for Buildings.
AISC
Specification for Structural Joints Using ASTM A325
or A490 Bolts.
ASTM A36
Standard Specification for Structural Steel.
ASTM A307 Specification for Carbon Steel Externally
Threaded Standard Fasteners.
ASTM A325 Specification for High-Strength Bolts for
Structural Steel Joints.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
ASTM A490 Specification for Quenched and Tempend
Alloy Steel Bolts for Structural Steel Joints.
AWS-D1.1
Structural Welding Code.
SSPC-SP1 a SP10
Standars SSPC. Surface Preparation.
1.6.3En caso de existir discrepancias entre dos o ms normas, deber
aplicarse la de criterio ms estricto.
2.0
INSPECCIN
2.1 Todos los materiales y trabajos cubiertos por la presente Especificacin
estarn sujetos a revisin por parte de la Inspeccin, en cualquier lugar
en que se estn efectuando los trabajos. El Contratista deber dar libre
acceso a la Inspeccin a sus talleres y recintos; proporcionndole toda
facilidad necesaria para el desempeo de sus funciones.
2.2 La aceptacin de una pieza o el hecho de no inspeccionarla, no releva al
Contratista de la responsabilidad de suministrar materiales y estructuras
que cumplan con esta Especificacin en todos sus detalles.
2.3 La Inspeccin se reserva el derecho de hacer los controles que estime
convenientes, as como requerir los ensayos necesarios para comprobar
que los trabajos se realizan conforme a esta Especificacin.
2.4 El Proveedor solamente podr entregar, para la inspeccin del
Propietario, el material elaborado que haya pasado sus propios controles
internos y que, a su juicio, se encuentre en condiciones de ser recibido
conforme.
2.5 Se deber proporcionar el personal o equipos necesarios para la
movilizacin de las piezas pesadas que eventualmente deban cambiarse
de lugar o posicin para ser examinadas correctamente.
3.0
MATERIALES
3.1
REQUERIMIENTOS GENERALES
3.1.1Todos los materiales debern ser nuevos y cumplirn con la presente
Especificacin, salvo indicacin contraria establecida en planos; y
debern ser suministrados por el Proveedor con copias de los
certificados de laminacin y sus ensayos correspondientes.
3.1.2La calidad, propiedades y composicin de los materiales debern
cumplir con los requisitos de las normas NTP, ASTM y AWS. Ser
responsabilidad del Contratista la verificacin de los materiales
entregados por Proveedores o distribuidores. No obstante, la
Inspeccin efectuar comprobaciones peridicas de los materiales
empleados en las obras, recurriendo en caso de dudas a ensayos
encargados a un laboratorio especializado. Dichos ensayos sern de
cargo del Contratista.
3.1.3Todo material o producto comercial ser suministrado por el
Contratista.
3.2
PRODUCTOS COMERCIALES
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
3.2.1En caso de emplearse productos comerciales para inspeccin,
limpieza o pintura de las estructuras, stos se aplicarn segn las
instrucciones del Proveedor. La Inspeccin podr solicitar certificados
de calidad para estos productos.
3.2.2Materiales con calidad equivalente a los productos especificados
podrn ser empleados, previa aprobacin por escrito de la Inspeccin.
Ser de cargo del Contratista la comprobacin de la equivalencia de
la calidad y propiedades, cuando sta le sea requerida.
3.3
ACERO
3.3.1El acero para las estructuras ser grado ASTM A36 o ASTM-A572
importados y A37-24ES o A42-27ES nacionales, salvo indicacin
contraria en los planos.
3.3.2Los peldaos de escaleras sern de gratting, segn se indica en los
Planos.
3.3.3Las planchas de pisos sern de acero grado A36, segn norma ASTM.
3.3.4Tubera estructural ser de acero ASTM - A569 grado A o equivalente.
3.4
PERNOS
3.4.1Los pernos corrientes se utilizarn slo en estructuras secundarias,
colgadores, pasadores, esprragos y otras piezas con hilo; junto con
tuercas sern de acero A 307 y debern cumplir las normas ANSI para
pernos hexagonales. Se instalarn con arandela de tipo Medium bajo
tuercas.
3.4.2Los pernos de alta resistencia sern de acero ASTM A325 Tipo 1 TC
(tensin control), salvo indicacin contraria en planos. Pernos, tuercas
y arandelas sern suministrados con marcas de identificacin, de
acuerdo con normas ANSI y AISC.
3.4.3El Contratista proveer un 5% de exceso sobre la cantidad de pernos,
tuercas y arandelas estimadas para el Proyecto, salvo indicacin
contraria de la Inspeccin.
3.4.4Los pernos se almacenarn bajo techo en su embalaje de fbrica y
protegidos de la humedad atmosfrica.
3.5
SOLDADURA
3.5.1Se utilizar soldadura al arco con electrodo revestido en caso de
soldadura manual y arco protegido en caso de soldadura semiautomtica; mientras que toda soldadura automtica se har por el
proceso de arco sumergido. Debern cumplirse las normas de la AWS
para los electrodos, segn la corriente y posicin de soldadura
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
requerida; y la soldadura deber cumplir con las disposiciones de la
Norma AWS D1.1 Structural Welding Code.
3.5.2Salvo indicacin contraria en los planos, se utilizarn electrodos
E60XX o E70XX (o equivalente) de acuerdo con normas del AWS.
3.6
ALMACENAMIENTO
3.6.1El Contratista deber adoptar las mximas previsiones para evitar
dao a todo material almacenado en espera de fabricacin o montaje,
tratando de minimizar el efecto de la corrosin atmosfrica u otro tipo
de deterioro. La Inspeccin podr rechazar todo acero o elemento
estructural que a su juicio tenga dao, deformaciones o corrosin
excesiva. Toda reparacin o reemplazo ser de cargo del Contratista.
3.7
MAQUINAS SOLDADORAS Y SU USO
Automtica de arco sumergido (en taller)
Semiautomtica de arco protegido (en taller y terreno)
Rotativas de arco con electrodo revestido (terreno) para
soldaduras de elementos principales.
Esttica de arco con electrodo revestido (terreno) para
soldaduras de elementos secundarios.
4.0
FABRICACIN
4.1
GENERAL
4.1.1Salvo indicacin contraria en planos, todas las estructuras sern
fabricadas y pintadas en maestranza segn seccin 4.9 de este
documento. Durante la fabricacin debern emplearse los mejores y
ms modernos mtodos de fabricacin y montaje.
4.1.2Salvo indicacin contraria en planos, todas las conexiones de taller
sern soldadas.
4.1.3La fabricacin de las estructuras de acero se har respetando en su
totalidad los planos de diseo, planos de fabricacin, planos de
montaje, especificaciones tcnicas y normas correspondientes,
realizndose a entera satisfaccin de la Inspeccin.
4.2
ALCANCE
4.2.1EL ALCANCE DE LA FABRICACIN SER LA SIGUIENTE
Suministro de materiales, mano de obra, equipos, insumos
y maquinarias de acuerdo con el prrafo 1.3.4.
Fabricacin de acero estructural de acuerdo con el prrafo
1.3.5, incluyendo eventualmente pinturas.
Transportes de acuerdo con el prrafo 1.3.6.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
4.2.2EL ALCANCE DE LA INSPECCION CORRESPONDIENTE
SIGUIENTE:
4.3
SERA
EL
Aprobacin de nmina de soldadores estructurales
calificados y personales que participar en la fabricacin
de las estructuras.
Programa de fabricacin y entrega de las estructuras.
Marca, grado y calidad de materiales e insumos.
Sistema, conservacin y condiciones de almacenamiento
para electrodos y otros materiales.
Equipos y maquinarias.
Recepcin de las estructuras en taller o maestranza, la
que se har despus de armar y antes de proceder a la
pintura de estructuras.
Recepcin de las estructuras en taller o maestranza, la
que se har despus de efectuar el pintado de las
estructuras.
Recepcin de la pintura de maestranza, de haberla.
ARMADO
4.3.1Todos los tramos y elementos debern quedar finalmente ajustados,
alineados y en su posicin precisa, respetando las tolerancias
especificadas por las normas citadas en esta Especificacin.
4.3.2Los elementos no presentarn dobladuras ni desviaciones
innecesarias, salvo las toleradas por las normas. El Contratista no
tendr derecho a ninguna compensacin, cuando la Inspeccin estime
que el dao fue de responsabilidad del Contratista.
4.3.3Los errores de fabricacin o las deformaciones producidas por
armado, manipulacin o transporte, debern ser inmediatamente
informados a la Inspeccin. La Inspeccin deber aprobar la
metodologa de rectificacin, correccin, reparacin o reemplazo de
parte o de toda la estructura daada.
4.3.4Todas las piezas sern de calce adecuado, bien escuadradas y en la
posicin precisa para permitir un montaje seguro y eficiente en
terreno.
4.4
SOLDADURA
4.4.1ELECTRODOS
La clase de electrodo y su dimetro debern ser
apropiados para el tipo de mquina soldadora, intensidad
de la corriente, posicin en que se soldar, tipo de unin,
caractersticas del metal base y especificacin sealada
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
en planos para la soldadura y otros requerimientos
especficos.
La clase de electrodos ser elegida de manera que las
caractersticas del metal depositado sean equivalentes o
concordantes con las del metal base. Adems, se deber
cumplir la condicin siguiente: el lmite de fluencia del
metal depositado debe ser mayor o igual al lmite de
ruptura del metal base.
Es obligatorio que toda partida de electrodos sea sometida
a ensayos de aceptacin por un Laboratorio autorizado
por la Inspeccin, de manera de verificar que stos
cumplan los requisitos de la clasificacin y que sus
caractersticas permanezcan constantes, estos ensayos
sern de cargo del Contratista. Esta exigencia se anular
si el Proveedor entrega certificados correspondientes a la
partida entregada.
Durante la manipulacin de electrodos revestidos debern
adoptarse procedimientos que eviten la absorcin de
humedad en el revestimiento, segn especificaciones del
Proveedor. Se debern conservar aislados en bodega seca
y mantenidos en sus embalajes de fbrica sellados; dichos
embalajes se abrirn a medida que los electrodos sean
requeridos por los soldadores. La Inspeccin podr
prohibir el uso de electrodos que a su juicio se encuentren
hmedos o con dao mecnico.
4.4.2CALIFICACIN DE SOLDADORES
Todos los soldadores que participen en el montaje de las
estructuras sern soldadores estructurales, los que
tendrn certificado vigente de calificacin segn normas
NTE 090 o AWS D1.1, con antigedad no superior a 1 ao
a la fecha de control.
Los soldadores debern haber aprobado los ensayos
equivalentes a las condiciones existentes en la soldadura
a ejecutar:
Posiciones para soldar planchas:
Plana, sobrecabeza
Horizontal, Vertical
Vertical Ascendente
Espesores: Tomar los mayores espesores de la posicin de
soldadura correspondiente.
Criterios de aceptacin de defectos segn la norma AWS
D1.1 Captulo 5 o NTE 090.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
Los soldadores que trabajarn en conexiones soldadas
para perfiles tubulares debern, al menos, haber aprobado
los ensayos correspondientes a la posicin 3G de la Norma
AWS D1.1.
El Contratista deber proporcionar una lista para
aprobacin de la Inspeccin, antes del comienzo de los
trabajos, conteniendo los nombres de todos los soldadores
que propone emplear, incluyendo copias de sus
calificaciones correspondientes.
Deber ser reemplazado cualquier soldador cuyo trabajo
se considere insatisfactorio a juicio de la Inspeccin; este
reemplazo no dar derecho al Contratista a ninguna
compensacin, ni se otorgar extensin alguna en el plazo
de trmino del trabajo.
La Inspeccin podr rechazar o exigir examen radiogrfico
de las soldaduras realizadas por personal no autorizado o
sin calificacin adecuada, siendo el costo de inspeccin y
reposicin de cargo del Contratista.
4.4.3INSPECCIN DE SOLDADURA
Todas las soldaduras sern revisadas por personal de la Inspeccin.
Ensayos no destructivos de soldaduras, tales como inspeccin visual,
lquidos penetrantes, partculas magnticas, ultrasonido y radiografa:
se desarrollarn segn los requerimientos y aceptacin de la norma
AWS D1.1, complementadas por la norma ASME Standard Sections V
and VIII and Process Specification for Magnetic Particle Testing. Estos
ensayos sern de cargo del Contratista.
Para defectos interiores, slo se usarn los procedimientos de
inspeccin radiogrfica o ultrasnica.
Las pruebas o ensayos se debern ejecutar tan pronto como sea
posible luego que comience el trabajo de soldadura, de manera de
evitar la repeticin de cualquier defecto.
Como regla general, ser responsabilidad del Contratista hacer las
gestiones, preparativos y arreglos para las inspecciones, segn lo
requieren estas Especificaciones; esto se aplica especialmente a la
ejecucin e interpretacin de las pruebas radiogrficas. El costo de
los ensayos y de su interpretacin por un laboratorio especializado
ser de cargo del Contratista.
Los defectos puestos en evidencia por rayos, tinturas penetrantes,
ultrasonido o inspeccin visual deben cumplir con las limitaciones
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
prescritas por la norma AWS D1.1 para su aceptacin. Especialmente,
el metal de soldadura y el metal base adyacente no deben contener
grietas.
La reparacin de defectos fuera de tolerancias se deber ejecutar de
acuerdo al captulo 3 de la norma AWS D1.1. Si el torchado se ejecuta
con el proceso de aire-carbono-arco, un esmerilado deber seguir
siempre esta operacin.
Deber evitarse la introduccin de distorsiones o tensiones
residuales, por medio de una adecuada eleccin de: proceso, tipo de
electrodo, corriente, velocidad de avance, cantidad de pasos,
secuencias, etc.
Las soldaduras en perfiles tubulares se harn de acuerdo con los
requerimientos del captulo 10 de la Norma AWS D1.1.
4.4.4PREPARACIN PARA SOLDAR
Considerando que la calidad de una soldadura depende en gran parte
de la preparacin previa, la Inspeccin podr prohibir la ejecucin de
soldaduras para las cuales se haya hecho preparacin inadecuada: el
trmino "preparacin" comprende ngulos de biseles, dimensiones y
condiciones de superficie de las partes que se van a soldar.
Toda superficie en la cual se ir a soldar deber encontrarse libre de
xido, escorias, grasas, pintura, humedad y otras materias extraas.
La limpieza ser mecnica con cepillo de acero y esmeril, de acuerdo
con los requerimientos de la norma SSPC-SP3 para limpieza manualmotriz.
Los biseles se prepararn de acuerdo con los detalles de planos.
Cuando el bisel se prepare por medio de corte a llama, el borde
biselado se terminar suave y libre de defectos, corrigiendo y
alisando con esmeril. Toda soldadura de bisel tendr penetracin
completa.
Junto con el reemplazo de electrodos manuales y al trmino de cada
cordn de soldadura, debern limpiarse cuidadosamente las
superficies hasta dejarlas libres de escorias, incrustaciones y
salpicaduras. La limpieza ser por medio de escobillas de acero para
posteriormente esmerilar, hasta lograr una superficie lisa sin poros ni
sobre-rellenos.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
4.4.5Las dimensiones y secuencias de soldadura no se dejarn en ningn
caso a la iniciativa del soldador, siendo responsabilidad del Jefe de
Cuadrillas de Soldadores la eleccin del proceso de soldadura.
4.4.6PRECALENTAMIENTO
Todo material base se deber precalentar a la temperatura indicada
en Tabla N1 y mantenerlo a esta temperatura durante la soldadura.
Por medio del precalentamiento deber adems eliminarse la
humedad.
Tabla N 1, Temperaturas mnimas de precalentamiento
Espesor de la
parte mas gruesa
de la unin
Soldadura con
electrodo revestido,
con bajo contenido
de hidrgeno
Soldadura con
electrodo que no
sea de bajo
contenido de
hidrgeno
Hasta 20 mm
21 a 40 mm
41 a 65 mm
mayor que 65
mm
20 C
20 C
65 C
110 C
20 C
65 C
110 C
150 C
Estas temperaturas pueden aumentarse para las primeras pasadas.
Las temperaturas de precalentamiento debern mantenerse mientras
dure el proceso de soldadura de cada unin, desde el primer hasta el
ltimo paso.
4.4.7POSCALENTAMIENTO
Se exigir en el caso de soldaduras con espesor igual o superior a 30
mm, segn instrucciones de la Inspeccin.
Se aplicar de acuerdo con la Norma AWS D1.1 Prrafo 4.4.
4.4.8REQUERIMIENTO ADICIONALES
Las uniones de momento en piezas soldadas de tope debern tener
penetracin y fusin completa de las soldaduras y el metal base a
travs de la profundidad de la junta, y sern hechas soldando todo
alrededor, segn detalles de Planos.
Especialmente las soldaduras con respaldo debern tener una buena
fusin en la raz (fusin del respaldo). Este propsito ser alcanzado
con la tcnica de la doble pasada en el fondo (raz): ejecucin de dos
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
pasadas depositadas lateralmente en el fondo para fundir
correctamente las aristas del fondo de los bordes con el respaldo.
Todos los cordones de soldaduras tendrn
(reforzado); salvo indicacin contraria en planos.
contorno
convexo
4.4.9ARMADO Y ALINEAMIENTO DE ELEMENTOS
Los elementos que se van a soldar sern alineados correctamente y
se mantendrn en posicin con la abertura de raz correcta para
alineacin con grampas.
La abertura de la raz deber verificarse antes de soldar usando
calibradores de los espesores correspondientes. Las tolerancias de
aberturas y alineamientos de las uniones estn dados por la citada
norma AWS D1.1 Captulo 3.
Alineamiento de uniones a tope. La excentricidad de alineamiento no
deber exceder de 10% del espesor menor que se une, pero en
ningn caso exceder de 2,0 mm.
La abertura de raz no deber diferir de la que se muestra en los
planos de detalle ms all de las tolerancias siguientes:
- Para uniones sin respaldo, con torchado de raz: + 1,6 mm. - 3,2
mm.
- Para uniones con respaldo: + 6,4 mm. - 1,6 mm.
4.4.10
SOLDAURA EN COLUMNAS, VIGAS Y RETICULADOS
La realizacin de estas soldaduras se llevar a cabo solo a nivel de
suelo, manteniendo las piezas montadas sobre soportes de forma tal,
que se controlen efectivamente las deformaciones debido a la
soldadura.
Las piezas solicitadas por esfuerzos axiales tendrn cordones
resistentes slo en el sentido paralelo al esfuerzo. En sentido
transversal solo podr haber cordones de sello para prevenir
oxidacin.
Los atiesadores de perfiles C o I no se soldarn al ala traccionada en
las zonas de flexin mxima.
4.4.11
REPARACIN DE SOLDADURAS
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
Ser realizada de acuerdo con las instrucciones de la Inspeccin. Este
trabajo no dar derecho al Contratista de ninguna compensacin, ni
se otorgar extensin alguna en el plazo de trmino del trabajo.
Cualquier defecto se remover con cincel o soplete. Se remover todo
el largo del cordn de soldadura, salvo que se haya determinado la
longitud exacta del defecto.
La reparacin de defectos fuera de tolerancia se deber efectuar de
acuerdo con el captulo 3 de la Norma de AWS D1.1. Si el torchado se
ejecuta con el proceso aire- Carbono-arco, un esmerilado deber
seguir siempre esta operacin, hasta dejar una superficie lisa y sin
defectos.
En caso de piezas torcidas al soldar, se podr enderezar por medios
mecnicos o trmicos por un procedimiento previamente autorizado
por la Inspeccin. En ningn caso la temperatura de tratamiento
superar 650 C; debiendo cumplir con los requerimientos de los
acpites 4.4.6 y 4.4.7
Toda reparacin debe ser realizada en forma tal, que no disminuya la
resistencia de la pieza tratada.
4.5
PERFORACIONES PARA PERNOS
4.5.1Tendrn los dimetros y ubicacin conforme a los planos y sern
perpendiculares a la pieza perforada, con superficie lisa y sin rebaba
en los bordes. No se aceptarn agujeros hechos o agrandados con
soplete.
4.5.2En caso de requerirse correccin en obra de ubicacin de
perforaciones realizadas en maestranza, se utilizar un procedimiento
previamente aprobado por la Inspeccin. No se aceptar aumento del
dimetro de perforaciones.
4.5.3Sobredimensin mxima en dimetros de agujeros para pernos: +
1/16" sobre el dimetro nominal del perno (excepto pernos de
anclaje).
4.5.4Las distancias mximas y mnimas entre pernos y entre pernos y
bordes, cumplirn las disposiciones de las normas AISC.
4.6
MARCAS
4.6.1De acuerdo a lo indicado en planos de fabricacin, todos los
elementos debern llevar marca de montaje de maestranza. Su
ubicacin se har de acuerdo con un criterio claro y definitivo,
materializndose con letras y nmeros estampados en un lugar
visible; la nitidez y visibilidad se acentuarn con pintura indeleble, de
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
tamao visible a distancia. Igualmente deber indicarse el peso del
elemento cuando ste sobrepase 2.000 kg.
4.6.2La materializacin del sistema de marcas deber contar con la
aprobacin previa de la Inspeccin.
4.7
SISTEMA DE PINTURAS
4.7.1De requerirse pintado de estructuras, la preparacin de superficies y
la aplicacin del sistema de pinturas se har de acuerdo con los
requerimientos de la Especificaciones.
4.7.2En caso que ANTAMINA solicite estructuras sin pintar, el Proveedor las
entregar libres de xido, limpiadas por medio de un proceso
mecnico aprobado por la Inspeccin.
4.7.3La pintura en obra se trata en la seccin 5.7 de estas
especificaciones.
4.8
TRANSPORTE Y ENTREGA
4.8.1El Contratista podr enviar a faena slo aquellos elementos que se
encuentren aprobados por escrito por parte de la Inspeccin, en
cumplimiento del programa de entregas estipuladas previamente.
4.8.2El Contratista ser el nico responsable ante posibles daos o
accidentes que puedan ocurrir durante el carguo, transporte,
descarga y montaje de los elementos (cuando aplique). Deber tener
especial cuidado en evitar deformaciones e impactos que daen las
estructuras, adems de dao a las pinturas de proteccin de las
estructuras. Ser de cargo del Contratista toda reparacin o
reemplazo de estructuras.
4.8.3Salvo indicacin contraria en los planos, para traslado a la obra, las
estructuras pre-armadas en taller tendrn un tamao que no
exceder las permitidas por las Ordenanzas del Trnsito y la
capacidad de los caminos; slo como referencia se utilizar un
volumen mximo de embarque de 2,5m x 3m x 14m de largo;
dimensiones mayores debern acordarse previamente.
4.8.4El Contratista proveer e instalar sin cargo soportes, conectores y
atiesadores que garanticen un transporte y bodegaje sin dao de los
elementos. Las piezas pequeas se empacarn con bandas de acero
para facilitar su manipulacin y transporte. Tambin proveer e
instalar todos los soportes provisorios de montaje, para materializar
uniones soldadas o apernadas.
4.8.5Las estructuras sern acopiadas en ubicaciones indicadas por la
Inspeccin, sobre soportes de madera que eviten el contacto de los
elementos con el suelo, sin riesgo de dao mecnico o climtico, y sin
dao a la pintura de maestranza.
4.9
REQUERIMIENTOS ESPECFICOS
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
4.9.1CONECTORES
Se utilizarn conectores y procedimientos que hayan sido
previamente aprobados por la Inspeccin; su ubicacin
ser en la parte inferior de la onda de las planchas. La
disposicin, separacin y ubicacin de conectores se har
de acuerdo con planos.
Todos los conectores sern probados de acuerdo con un
mtodo especificado por el Proveedor y aprobado por
Inspeccin segn los requerimientos de la norma AWS
D1.1. El Contratista deber reemplazar a su costo todo
conector defectuoso.
La colocacin de los conectores deber ser realizada por
instaladores autorizados del Proveedor y aprobado por
Inspeccin.
4.9.2REPARACIONES DE PERFILES
Si la inspeccin lo exigiere, las reparaciones debern hacerse en su
presencia.
a) Enderezado de perfiles
Se entender por enderezado de perfiles a la reparacin de piezas
estructurales, que a juicio del Ingeniero o de la Inspeccin tienen
dao menor, constituido principalmente por abolladuras, flechas y
desviaciones laterales menores.
Todo procedimiento de enderezado deber ser aprobado por la
Inspeccin.
El enderezado de planchas, ngulos u otros perfiles que estn
daados, se har de modo de no producir su fractura u otro tipo de
dao. El metal no deber calentarse a menos que lo autorice la
Inspeccin en cuyo caso el calentamiento no deber hacerse a una
temperatura mayor que la que producira un color rojo oscuro.
El enfriamiento del metal deber ser hecho en forma lenta.
b) Reemplazo de partes
Se proceder a reemplazo de partes en aquellas piezas o perfiles
estructurales, que a juicio del Ingeniero o de la Inspeccin, tienen
dao local importante, que origina reduccin de la resistencia de la
pieza o perfil.
- En caso de reemplazo de partes de perfiles, la Inspeccin deber
autorizar el corte y su longitud.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
- Los cortes de secciones de acero debern cumplir con NTE 090 Los
cortes efectuados con oxiacetileno y la limpieza de rebabas se
ejecutarn con exactitud y cuidado.
- Las conexiones sern soldadas y debern cumplir con los
requerimientos de esta Especificacin.
- Las soldaduras y todos los trabajos relativos a reemplazo de partes y
reparacin de perfiles sern revisados por la Inspeccin.
c) Reemplazo de elementos
El Contratista deber reemplazar todos los elementos estructurales
que a juicio del Ingeniero o de la Inspeccin se encuentren
modificados o daados en tal grado, que obligan al reemplazo de las
piezas o perfiles estructurales.
El elemento estructural ser al menos igual o equivalente al perfil del
elemento original, y la fabricacin y montaje se har de acuerdo con
los planos originales, o en su defecto, segn instrucciones de la
Inspeccin.
4.9.3REPARACIN DE CONEXIONES
Se deber reemplazar las conexiones defectuosas:
- En uniones conectadas por remaches y pernos: Se remplazarn o
repondrn utilizando pernos de alta resistencia, acero ASTM A-325 de
dimetro igual al del remache o perno original.
- En conexiones soldadas: se deber remover soldaduras defectuosas,
sin daar perfiles ni planchas. Se preparar la superficie a soldar y se
ejecutar la soldadura de acuerdo a esta especificacin. Finalmente
se proceder a colocar cordones de soldadura para sellado de la
conexin contra la corrosin, usndose cordn de filete 3 mm.
Se removern y reemplazarn planchas, conectores, pernos,
remaches y perfiles que, a juicio de la Inspeccin, presenten dao con
disminucin importante de la resistencia de la conexin.
Toda reparacin de conexin defectuosa deber ser aprobada por la
Inspeccin.
5.0MONTAJE
5.1
GENERAL
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
5.1.1El Contratista asume la total responsabilidad del montaje. Todas las
estructuras sern convenientemente apuntaladas y arriostradas
provisoriamente. Deber asegurarse que las estructuras resistan el
peso propio, viento, sismo y cargas de montaje.
Andamios, plataformas, puntales y equipos sern los apropiados para
el montaje, debiendo encontrase en ptimas condiciones.
5.1.2El Contratista deber hacerse cargo de las consecuencias de
cualquier dificultad resultante de operaciones de transporte o de
armado que se generen durante el montaje que provoque
incumplimiento de plazos. Asimismo, ser responsable de todo dao a
las piezas estructurales; especialmente en el caso de perforacin de
perfiles.
5.1.3El Contratista suministrar e instalar todos los soportes provisorios
de montaje, andamios, plataformas y equipos; los cuales sern
apropiados para el trabajo; debiendo encontrarse en ptimas
condiciones y contar con la aprobacin previa de la Inspeccin.
La provisin de bloques de anclajes y su retiro, una vez que se
termine el trabajo, sern de cargo del Contratista.
5.1.4En caso de haber piezas o elementos con daos, se aplicarn las
disposiciones
del
acpite
4.9.2
Los
daos
debern
ser
inmediatamente informados a la Inspeccin, la cual indicar la tcnica
de reparacin o reemplazo.
5.2
ALCANCE
5.2.1EL ALCANCE DEL MONTAJE SER EL SIGUIENTE
Suministro de materiales, mano de obra, equipos, insumos
y maquinaria, de acuerdo con el prrafo 1.3.4.
Reparacin de piezas daadas.
Fabricacin de estructuras y piezas menores, de acuerdo
con detalles de planos e instrucciones de la Inspeccin.
Montaje del acero estructural de acuerdo con el prrafo
1.3.5. incluyendo remate y terminacin de pinturas.
Suministro, montaje y retiro de puntales, soportes
provisorios y anclajes.
Transporte y movimientos, que sean necesarios para las
actividades anteriores.
Soldadura para el armado y montaje de la estructura.
5.2.2EL ALCANCE MINIMO DE LA INSPECCION CORRESPONDIENTE SERA EL
SIGUIENTE:
Aprobacin de nmina de soldadores estructurales
calificados y personal que participar en el montaje de las
estructuras.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
5.3
Aprobacin del programa de montaje de las estructuras.
Instalacin, equipos y maquinarias para trabajos de
terreno.
Marca, grado y calidad de materiales e insumos.
Sistema, conservacin y condiciones de almacenamiento
para electrodos y otros materiales.
Sistema o procedimiento de montaje.
Recepcin de las estructuras en obra y almacenaje.
Recepcin en obra del armado de las piezas, antes de
proceder al montaje y ejecucin de las uniones soldadas
en obra.
Recepcin de pernos, conectores, fijaciones, tuercas y
golillas.
Verificacin de niveles y trazado (geometra general de la
estructura).
Recepcin de alineamiento y plomos de montajes, la que
se har previo a efectuar las uniones de terreno y grout.
Recepcin de placas base y anclajes.
Recepcin de las uniones de terreno y grout.
Recepcin de limpieza, preparacin de superficies y
pintura de obra de las estructuras.
PROGRAMA DE MONTAJE
5.3.1Con anticipacin al comienzo de los trabajos, el Contratista someter
a aprobacin por parte de la Inspeccin el plan completo de montaje,
el cual deber a tener a su vez la aprobacin de ANTAMINA.
5.3.2El programa de montaje deber indicar como mnimo:
Identificacin y caractersticas de las estructuras,
maquinarias y el equipo que se requiere, incluyendo su
forma de utilizacin respecto al montaje de las piezas.
La posicin de los vientos y bloques de anclaje y otros
posibles puntos de aparejo; sistemas de apuntalamiento.
Las reas de almacenamiento y de armado, y los medios
de acceso planificados para ellas.
El personal que se requiere, desglosado en categoras y
sus asignaciones de tareas.
Certificados de calificaciones para los soldadores que
realizarn las soldaduras de terreno.
Programa de reparacin de piezas daadas durante el
transporte.
Programa y secuencias de armado y montaje, incluyendo
fechas de entrega.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
5.3.3 El programa completo de soldadura de terreno deber incluir:
5.4
Procesos de soldaduras y especificacin de electrodos.
Preparacin de las juntas y mtodo de alineamiento de
piezas.
Metodologa
y
secuencia
de
la
soldadura,
precalentamiento, poscalentamiento y alivio de tensiones.
REQUISITOS GENERALES
5.4.1TRABAJOS PREVIOS
a) Almacenamiento
Salvo indicacin contraria, las estructuras se dejarn a la intemperie
apoyndolas adecuadamente sobre elementos de madera de tal
manera que no queden en contacto con el terreno. Debern
mantenerse limpias y libres de xido.
El almacenamiento se har en un patio sectorizado por reas de
montaje. Cada rea llevar un distintivo en colores indicado por el
Mandante, para facilitar las faenas de montaje.
b) Control de elementos
Se verificar que todos los elementos estn rectos, libres de
abolladuras, torceduras o uniones daadas y con sus pinturas de
taller en buen estado.
La Inspeccin deber ser informada de los errores u omisiones de
fabricacin, y de los daos que existieran.
c) Correccin de daos en terreno
Todo dao producido antes o despus del montaje, deber ser
informado a la Inspeccin. Las correcciones que sean necesarias
sern de ejecucin y cargo de quien corresponda.
El enderezado se har en fro. Para los casos especiales en que no se
pueda enderezar en fro, la Inspeccin podr autorizar el trabajo con
el material calentado al rojo oscuro, tomando precauciones para
conseguir un enfriamiento lento y uniforme. Se rechazarn los
elementos que presenten torceduras, dobladuras o agrietamiento del
material.
5.4.2Antes de comenzar el montaje, el Contratista realizar la topografa
de fundaciones para determinar el alineamiento y niveles de
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
fundaciones, junto con la exacta ubicacin de pernos de anclajes y
sus proyecciones. Un informe de esta topografa ser entregado a
ANTAMINA. De haber discrepancias, la Inspeccin dar instrucciones
para el procedimiento a adoptar.
El montaje ser precedido de la colocacin exacta de los anclajes
indicados en planos de fundaciones.
5.4.3El montaje en general de todos los elementos de acero se efectuar
como se indica en los planos de montaje siguiendo cuidadosamente
las marcas sealadas en ellos y siguiendo una secuencia adecuada
con respecto a las obras de hormign, a la entera satisfaccin de la
Inspeccin.
Se evitar soldar elementos provisorios a las estructuras; si esto no
pudiera ser evitado, debern ser retiradas una vez concluido el
montaje, se esmerilar y repintarn las partes afectadas.
5.4.4Las superficies sobre grout y aquellas que quedarn en contacto
permanente entre s, debern estar limpias, sin xido, escamas de
laminacin polvo, grasa, pintura u otros elementos extraos antes de
proceder al montaje. El procedimiento de limpieza ser aprobado
previamente por la Inspeccin. Especial cuidado se tendr en la
preparacin de superficies que sern metal base de soldaduras.
5.4.5No se soldarn elementos provisorios a las estructuras. Si ello fuese
inevitable, la Inspeccin indicar los lugares para este efecto. Estas
zonas debern quedar limpias de restos de soldaduras y con la
pintura restituida una vez que los elementos provisorios sean
retirados.
5.4.6No se permitir el uso de suples, lainas o cuas para corregir un
trabajo defectuoso, salvo que as lo autorice la Inspeccin.
5.4.7Las estructuras auxiliares de montaje tales como puntales, soportes y
tirantes sern mantenidos en su sitio durante todo el tiempo que las
condiciones de seguridad lo aconsejen.
5.5
CONEXIONES
Las conexiones de terreno sern apernadas, salvo indicacin contraria
en los planos o en esta Especificacin.
Slo se permitir realizar empalmes y uniones donde indiquen los
planos. Los empalmes de elementos en compresin se realizarn
despus que las superficies hayan logrado un contacto total, salvo
indicacin contraria en planos.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
Conexiones unilaterales o excntricas en general no sern
aceptables, salvo que aparezcan mostradas en los planos o que ellas
sean aprobadas por la Inspeccin.
Todas las partes a conectar se presentarn por medio de pernos
temporales y barras, previo a la ejecucin de la conexin.
La Inspeccin verificar la alineacin, nivelacin y aplomado de todos los
elementos antes de conectarlos definitivamente.
5.5.1CONEXIONES APERNADAS DE TERRENO
Para las conexiones apernadas en terreno se usarn pernos con
espiga de corte (Tensin Control), salvo indicacin contraria en los
planos.
Para el montaje de pernos se aceptarn leves ajustes con llave de
cola, pero en ningn caso se permitir ovalar o agrandar los orificios
para unir elementos.
Cuando los Planos especifiquen agujeros perforados en terreno, stos
se harn con taladros porttiles y escareadores.
Antes de apretar cualquier perno, deben colocarse en posicin la
cantidad suficiente de ellos para asegurar un buen contacto entre las
superficies de la unin con apriete suave. A continuacin se colocar
el resto de los pernos de la unin.
Los pernos de alta resistencia se instalarn con torque de acuerdo a
la "Specification for Structural Joints using ASTM A325 or A490 Bolts"
del AISC.
Los equipos y mtodo de apriete de pernos, debern ser previamente
aprobados por la Inspeccin. Llaves de torque o de impacto tendrn al
menos 2 veces en el da control de calibracin: una al comienzo de la
jornada y otra a media jornada o cuando la Inspeccin lo estime
necesario.
Tanto los pernos corrientes, como de alta resistencia, debern ser
introducidos con precisin dentro de los agujeros, sin daar los hilos.
Las cabezas de los pernos debern protegerse de todo dao durante
la operacin.
El apriete definitivo se har sistemticamente desde la parte ms
rgida de la junta hacia los bordes libres, hasta que se logre el torque
especificado.
5.5.2CONEXIONES SOLDADAS DE TERRENO
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
La soldadura de terreno deber cumplir con todos los requerimientos
del captulo 4.4 de esta Especificacin. Previo a su ejecucin se
estudiar su secuencia para
evitar deformaciones y tensiones
internas.
Todas las soldaduras de terreno debern tener penetracin y fusin
completa de las soldaduras y el metal base, a travs de la
profundidad de la junta.
Los pernos de montaje que se usen en conexiones soldadas, podrn
asegurarse firmemente y dejarse en su lugar. Si estos pernos son
retirados, los agujeros debern ser rellenados con tapones de
soldadura. En los casos en los cuales la Inspeccin lo estime
conveniente se exigir operacin bajo techo y cierro temporal, con el
propsito de proteger la operacin de soldadura.
5.6
TOLERNACIAS DE MONTAJE
Todas las piezas a soldar debern cumplir los requerimientos de
tolerancia, alineacin y preparacin de su superficie, y montadas de
tal forma que se controle las deformaciones debidas a la soldadura.
El Contratista deber evitar que las desviaciones respecto a las
tolerancias de los elementos individuales sean acumulativas en las
piezas montadas. Para todas las reglas y tolerancias relativas a
fabricacin y montaje, excepto de las mencionadas a continuacin, el
Contratista deber cumplir con las normas NTE 090, "AISC
Specification for the Design, Fabrication and Erection of Structural
Steel for Buildings" y con el "AISC Code of Standard Practice", ltimas
ediciones.
En caso de producirse discrepancias entre requerimientos, primar el
criterio que resulte ms estricto.
5.7
PINTURA EN OBRA
5.7.1De requerirse pintura de estructuras en obra, todas las piezas sern
pintadas en maestranza. Slo se considera para pintura en obra los
trabajos correspondientes a
reparacin y remate de pinturas;
actividad que deber desarrollarse en lo posible, previamente al
montaje.
5.7.2La Inspeccin determinar en cada caso las superficies de las piezas
que debern llevar pintura aplicada en la faena, ya sea por
reparacin, por aplicacin de proteccin antixido o por aplicacin de
los sistemas de pinturas.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
5.8
LIMPIEZA
Una vez aprobadas por parte de la Inspeccin las estructuras ya
montadas, el Contratista proceder a limpieza general de las reas de
trabajo, talleres y bodegas correspondientes; incluyendo retiro de
materiales, equipos y desechos.
Esta labor ser previa a la recepcin final de la estructura y/o de la
obra.
5.9
PLANOS AS BUILT
5.9.1El Contratista ser responsable de mantener un registro actualizado
de todas las modificaciones efectuadas al Proyecto durante la
fabricacin o montaje, para lo cual destinar especficamente para
este propsito, un juego de copias de todos los planos.
5.9.2Al trmino de las obras el Contratista traspasar todas las
modificaciones a copias reproducibles de los Planos del Proyecto, las
cuales se marcarn con un timbre "As Built". Antes de la Recepcin
Final, el Contratista har entrega a ANTAMINA del juego de copias de
planos As Built, anexando los documentos de respaldo que sean
solicitados por la Inspeccin, en papel y en magntico sin limitacin a
la propiedad.
ESPECIFICACIONES TCNICAS DE ESCALERAS
METLICAS
Potrebbero piacerti anche
- Manual de Diseño de CarreterasDocumento189 pagineManual de Diseño de CarreterasEdgar Alarcon94% (18)
- Calculo de MaterialesDocumento3 pagineCalculo de MaterialesDavid RodriguezNessuna valutazione finora
- Especificaciones Tecnicas Canal de TzacajmonteDocumento43 pagineEspecificaciones Tecnicas Canal de TzacajmonteMARCO RAMIREZNessuna valutazione finora
- Plano Cortes de Casa Unifamiliar 2 Pisos 6.00m X 9.00m (97.71 m2)Documento1 paginaPlano Cortes de Casa Unifamiliar 2 Pisos 6.00m X 9.00m (97.71 m2)Mejia MejiaNessuna valutazione finora
- Problemas Resueltos de FertilidadDocumento39 pagineProblemas Resueltos de FertilidadJeanpierre Jaimes Ocrospoma90% (20)
- Taller 4 FinalDocumento25 pagineTaller 4 FinalYomi GuerrónNessuna valutazione finora
- Alcantarrilla Tmc-A2 PDFDocumento1 paginaAlcantarrilla Tmc-A2 PDFJeanpierre Jaimes OcrospomaNessuna valutazione finora
- PP Identidad CorporativaDocumento2 paginePP Identidad CorporativaVeverito Sanhueza JimenezNessuna valutazione finora
- Directorio Institucional UnasamDocumento1 paginaDirectorio Institucional UnasamJeanpierre Jaimes OcrospomaNessuna valutazione finora
- Acta de Entrega de Cargo de Secretaría General de Fredy A RobinDocumento3 pagineActa de Entrega de Cargo de Secretaría General de Fredy A RobinJeanpierre Jaimes OcrospomaNessuna valutazione finora
- Presupuesto y Desagregado Gastos Generales-FinalDocumento6 paginePresupuesto y Desagregado Gastos Generales-FinalJeanpierre Jaimes OcrospomaNessuna valutazione finora
- Clase 03 - Métodos Energéticos (Formulas Explicadas CU)Documento22 pagineClase 03 - Métodos Energéticos (Formulas Explicadas CU)Carlos Eduardo Atencia OliveroNessuna valutazione finora
- 1.00. - Ingenieria Antisismca - IDocumento3 pagine1.00. - Ingenieria Antisismca - IJeanpierre Jaimes OcrospomaNessuna valutazione finora
- Examen de Unidad Ii Medina TerronesDocumento1 paginaExamen de Unidad Ii Medina TerronesALFREDO CORTEZ SAMANNessuna valutazione finora
- Contabilidad Y Administración FinancieraDocumento9 pagineContabilidad Y Administración Financieraney_555Nessuna valutazione finora
- Desccripcion Del Sistema Bomba de VacioDocumento8 pagineDesccripcion Del Sistema Bomba de VacioHosse M.PNessuna valutazione finora
- AisladoresDocumento1 paginaAisladoresruben quispeNessuna valutazione finora
- Arranque A Tension ReducidaDocumento8 pagineArranque A Tension ReducidaFrancisco Daniel Alava PinargoteNessuna valutazione finora
- Frijol DiquísDocumento10 pagineFrijol DiquísCentro para el Desarrollo IndígenaNessuna valutazione finora
- C2B Costumer To BussinesDocumento8 pagineC2B Costumer To BussinesMaribel OYNessuna valutazione finora
- INTERMARINE Servicios Americas Octubre 2020Documento8 pagineINTERMARINE Servicios Americas Octubre 2020FREDYNessuna valutazione finora
- Especificación de Requisitos Del SoftwareDocumento14 pagineEspecificación de Requisitos Del Softwarerodrigo yañezNessuna valutazione finora
- Entregas - MACRO - Teorico Practico E3defDocumento10 pagineEntregas - MACRO - Teorico Practico E3defUNI ASESO0% (1)
- Propuesta de Reglamento Ley Que Regula Actividad de Recicladores VF 056Documento24 paginePropuesta de Reglamento Ley Que Regula Actividad de Recicladores VF 056Wilber M. LivisiNessuna valutazione finora
- PC1 2020-1B I93B-Primera ParteDocumento2 paginePC1 2020-1B I93B-Primera ParteCarlos Muñoz Vitor100% (1)
- Costos Unitarios CementerioDocumento9 pagineCostos Unitarios CementerioEtefano Javier Arutaype SuniNessuna valutazione finora
- Dulces MomentosDocumento10 pagineDulces MomentosAléx Bravo100% (1)
- SlzarJazmín U2 MicroondasDocumento8 pagineSlzarJazmín U2 Microondasjazmin salazarNessuna valutazione finora
- Actividad 7Documento5 pagineActividad 7Monica Katerine GARCIA CASTILLONessuna valutazione finora
- Carrera MercadotecniaDocumento2 pagineCarrera MercadotecniaLuis albertoNessuna valutazione finora
- Educandos Informe Final TES 2022Documento13 pagineEducandos Informe Final TES 2022David Alejandro Torres BanegasNessuna valutazione finora
- Estudio de CanterasDocumento13 pagineEstudio de CanterasHenry Abad Castillo QuispeNessuna valutazione finora
- Subtema 3.1.-Almacenamiento QuimicoDocumento24 pagineSubtema 3.1.-Almacenamiento Quimicopaty porcayoNessuna valutazione finora
- 020 TDR Servicio Suministro y Colocacion de Ventanas y VidriosDocumento4 pagine020 TDR Servicio Suministro y Colocacion de Ventanas y VidriosjcarloschvNessuna valutazione finora
- Década InfameDocumento11 pagineDécada InfameNatalia Montes de ocaNessuna valutazione finora
- Cuestionario de Factores Psicosociales de OcupabilidadDocumento4 pagineCuestionario de Factores Psicosociales de OcupabilidadOscarNessuna valutazione finora
- Tema 7. Gestion de EfluentesDocumento72 pagineTema 7. Gestion de EfluentestoribioyunNessuna valutazione finora
- Justicia ClimaticaDocumento4 pagineJusticia Climaticayohana.moraNessuna valutazione finora
- Contrato Tarjeta Ripley MastercardDocumento19 pagineContrato Tarjeta Ripley MastercardLissette Rohs Mauricio HerhuayNessuna valutazione finora