Potrebbero piacerti anche
- ASM Specialty Handbook: Carbon Alloy SteelsDocumento2 pagineASM Specialty Handbook: Carbon Alloy SteelsGaurav Tripathi25% (4)
- AMS-S-6758 4130 SteelDocumento14 pagineAMS-S-6758 4130 SteelJesse KrebsNessuna valutazione finora
- WX100 Fastener Finish Speecification PDFDocumento16 pagineWX100 Fastener Finish Speecification PDFJulion2009Nessuna valutazione finora
- Duplex Ss WPSDocumento8 pagineDuplex Ss WPSVinu Raveendran100% (1)
- 20 TMSS 02 R0Documento0 pagine20 TMSS 02 R0renjithas2005Nessuna valutazione finora
- Timber DesignDocumento10 pagineTimber DesignAprille Lyn Silla100% (1)
- Material Finish GuideDocumento7 pagineMaterial Finish GuideRomie CubalNessuna valutazione finora
- Engineering Material SpecificationDocumento10 pagineEngineering Material SpecificationMike FiorenNessuna valutazione finora
- Green Box PDFDocumento20 pagineGreen Box PDFRolando El BlancoNessuna valutazione finora
- Repair refractory lining incineratorDocumento5 pagineRepair refractory lining incineratorcengiz kutukcu50% (2)
- Build Up RateDocumento4 pagineBuild Up RateLai Chungyi100% (2)
- WX100 World Wide Fastener Standard PDFDocumento16 pagineWX100 World Wide Fastener Standard PDFRico Malibiran100% (1)
- Corrugated Aluminum Jacketing CladdingDocumento3 pagineCorrugated Aluminum Jacketing CladdingGia Minh Tieu TuNessuna valutazione finora
- Basic Nec Code Rules and Design PracticeDocumento13 pagineBasic Nec Code Rules and Design PracticeSiswoyo Suwidji100% (1)
- WSS-M1A346-A - Calidad de ChapaDocumento12 pagineWSS-M1A346-A - Calidad de ChapaDANIEL DIAZNessuna valutazione finora
- Ffs-su-5216-A - Structural Welding and Inspection For Offshore PlatformsDocumento28 pagineFfs-su-5216-A - Structural Welding and Inspection For Offshore PlatformsBolarinwaNessuna valutazione finora
- 01 07-2Documento954 pagine01 07-2bs2002Nessuna valutazione finora
- Design and Construction of Ornamental Steel Picket Fence Systems For Security PurposesDocumento4 pagineDesign and Construction of Ornamental Steel Picket Fence Systems For Security PurposesDarwin DarmawanNessuna valutazione finora
- Method Statement For Foundation Cm1b 0 SCL Civ Ms 0006 Rev.ADocumento127 pagineMethod Statement For Foundation Cm1b 0 SCL Civ Ms 0006 Rev.AMinh HảiNessuna valutazione finora
- Ferri Um S 53 Carpenter Data SheDocumento2 pagineFerri Um S 53 Carpenter Data SherohithvijayakumarrNessuna valutazione finora
- HW6Documento2 pagineHW6Miguel CRNessuna valutazione finora
- 20 SDMS 01Documento43 pagine20 SDMS 01tapas_jitu100% (1)
- CH 05 PDFDocumento11 pagineCH 05 PDF朱亦詳Nessuna valutazione finora
- 307691505-Duplex-Ss-WPS 3 PDFDocumento8 pagine307691505-Duplex-Ss-WPS 3 PDFsteve aNessuna valutazione finora
- Defect TypesDocumento58 pagineDefect TypesStefano GiardiniNessuna valutazione finora
- Engineering Material SpecificationDocumento10 pagineEngineering Material SpecificationaldairlopesNessuna valutazione finora
- CH 05Documento11 pagineCH 05chaitanyachegg100% (2)
- PassivationDocumento1 paginaPassivationSaketh VandeNessuna valutazione finora
- Carpenter Stainless Type 431Documento7 pagineCarpenter Stainless Type 431rezaeibehrouzNessuna valutazione finora
- Ic381 TM5043 SMTP PPT01Documento25 pagineIc381 TM5043 SMTP PPT01steveNessuna valutazione finora
- Wx100 PDF FreeDocumento17 pagineWx100 PDF Freechinkal miglaniNessuna valutazione finora
- WSS M1a347 (Hsla)Documento14 pagineWSS M1a347 (Hsla)Enrique Maya VisuetNessuna valutazione finora
- WX100Documento21 pagineWX100Emir AkçayNessuna valutazione finora
- JMR&T-2023 Final PaperDocumento20 pagineJMR&T-2023 Final PaperUroš TrdanNessuna valutazione finora
- Tab 5000 V 6000 White Paper Final 03.08.10Documento5 pagineTab 5000 V 6000 White Paper Final 03.08.10TaberExtrusionsNessuna valutazione finora
- Astm A0490Documento7 pagineAstm A0490ndt_inspectorNessuna valutazione finora
- 41xx Steel: 1 Properties 2 Other CharacteristicsDocumento2 pagine41xx Steel: 1 Properties 2 Other CharacteristicsFerdinand A AlbarNessuna valutazione finora
- Copper AlloysDocumento4 pagineCopper AlloysBookMaggotNessuna valutazione finora
- 6 - Specifications Ductile Cast UronDocumento3 pagine6 - Specifications Ductile Cast UronFabFabFabFabNessuna valutazione finora
- Fastener Corrosion Protection in Arabian GulfDocumento5 pagineFastener Corrosion Protection in Arabian GulfJeevan Prasad JalliNessuna valutazione finora
- Enclosure IVDocumento7 pagineEnclosure IVvinayakNessuna valutazione finora
- Platforms in Cargo Tanks: Standard Practice ForDocumento5 paginePlatforms in Cargo Tanks: Standard Practice ForDarwin DarmawanNessuna valutazione finora
- Mig/Tig Arc Welding For Stainless Steels & Carbon SteelsDocumento10 pagineMig/Tig Arc Welding For Stainless Steels & Carbon SteelsTrương Ngọc SơnNessuna valutazione finora
- Ferritic Stainless Stell 1.4003Documento4 pagineFerritic Stainless Stell 1.4003rusf123Nessuna valutazione finora
- Laby Seal-Abbradable TypeDocumento1 paginaLaby Seal-Abbradable Typefjafarvand100% (1)
- Composite Corrugated Steel Pipe For Sewers and DrainsDocumento8 pagineComposite Corrugated Steel Pipe For Sewers and DrainsfaroukNessuna valutazione finora
- Airworthiness Bulletin: AWB Issue: Date: 1. EffectivityDocumento3 pagineAirworthiness Bulletin: AWB Issue: Date: 1. EffectivitymazaherramazaniNessuna valutazione finora
- Properties FSW 5083Documento11 pagineProperties FSW 5083Daniel MarquesNessuna valutazione finora
- Relationships Between Aluminum Alloy Properties and FSW ParametersDocumento20 pagineRelationships Between Aluminum Alloy Properties and FSW ParametersrajesaravindNessuna valutazione finora
- Document For MetalDocumento14 pagineDocument For MetalSean ThomasNessuna valutazione finora
- Hardened Steel Washers (Metric) : Standard Specification ForDocumento5 pagineHardened Steel Washers (Metric) : Standard Specification ForPaulo GalvãoNessuna valutazione finora
- Mil DTL 5099CDocumento18 pagineMil DTL 5099CDavid ChNessuna valutazione finora
- Acetabular Prostheses: Standard Specification ForDocumento6 pagineAcetabular Prostheses: Standard Specification ForVijay KumarNessuna valutazione finora
- 4.3.10 - Astm F366-10 2011Documento4 pagine4.3.10 - Astm F366-10 2011Emílio DechenNessuna valutazione finora
- BT MarineDocumento2 pagineBT MarinestrtsNessuna valutazione finora
- High - Strength - Low - Alloy - Structural - Steel-2019 - 2Documento30 pagineHigh - Strength - Low - Alloy - Structural - Steel-2019 - 2Exp KNessuna valutazione finora
- Aalco Metals LTD Stainless Steel 1.4003 Nirosta 4003 3CR12 96Documento2 pagineAalco Metals LTD Stainless Steel 1.4003 Nirosta 4003 3CR12 96Xingfeng HanNessuna valutazione finora
- Amt 4201 Aircraft Structures Ii Compilation of Final Term DiscussionsDocumento95 pagineAmt 4201 Aircraft Structures Ii Compilation of Final Term DiscussionsangeloNessuna valutazione finora
- Alloy 4043 - Aluminium Welding Alloy 4043Documento2 pagineAlloy 4043 - Aluminium Welding Alloy 4043chandraNessuna valutazione finora
- Effect of Pin Length On Friction Stir Spot Welding (FSSW) of Dissimilar Aluminum-Steel JointsDocumento10 pagineEffect of Pin Length On Friction Stir Spot Welding (FSSW) of Dissimilar Aluminum-Steel JointsLinaceroNessuna valutazione finora
- ASTM-A490M: Licensed by Information Handling Services Licensed by Information Handling ServicesDocumento6 pagineASTM-A490M: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNessuna valutazione finora
- Superalloy BrochureDocumento16 pagineSuperalloy Brochurearien_merlianaNessuna valutazione finora
- Shipboard Oil Pollution Abatement System: Standard Specification ForDocumento27 pagineShipboard Oil Pollution Abatement System: Standard Specification ForfordNessuna valutazione finora
- Hardened Steel Washers (Metric) : Standard Specification ForDocumento5 pagineHardened Steel Washers (Metric) : Standard Specification ForAdán Cogley CantoNessuna valutazione finora
- F 2215 - 03 - RjiymtuDocumento33 pagineF 2215 - 03 - RjiymtuSTAFFORDNessuna valutazione finora
- Analysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesDocumento8 pagineAnalysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesIJAERS JOURNALNessuna valutazione finora
- Evaluation of Mechanical Properties of Medium Carbon Stell Qunched in Water and OilDocumento4 pagineEvaluation of Mechanical Properties of Medium Carbon Stell Qunched in Water and OilrohithvijayakumarrNessuna valutazione finora
- Ferri Umm 54 Machining StudyDocumento23 pagineFerri Umm 54 Machining StudyrohithvijayakumarrNessuna valutazione finora
- High-Strength Low-Alloy Steel - Wikipedia, The Free EncyclopediaDocumento5 pagineHigh-Strength Low-Alloy Steel - Wikipedia, The Free EncyclopediarohithvijayakumarrNessuna valutazione finora
- Mech 473 Lectures: Professor Rodney HerringDocumento25 pagineMech 473 Lectures: Professor Rodney HerringrohithvijayakumarrNessuna valutazione finora
- SUPERCITO MMA Electrodes for Structural and Heavy WorkDocumento1 paginaSUPERCITO MMA Electrodes for Structural and Heavy Workantonio111aNessuna valutazione finora
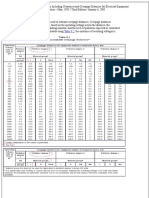
- UL 840 Third Edition January 2005 Section 9 Creepage DistancesDocumento4 pagineUL 840 Third Edition January 2005 Section 9 Creepage DistancesRobert LegaultNessuna valutazione finora
- Improvement of Mechanical Properties in Structural Steels by Development of Acicular Ferrite MicrostructuresDocumento2 pagineImprovement of Mechanical Properties in Structural Steels by Development of Acicular Ferrite MicrostructuresevfratNessuna valutazione finora
- Steam Jet Ejectors in Pilot and Production PlantsDocumento5 pagineSteam Jet Ejectors in Pilot and Production PlantsPrabhakar KattulaNessuna valutazione finora
- Kabale Culvert TypicalsDocumento15 pagineKabale Culvert TypicalsPhillip KakuruNessuna valutazione finora
- Wall Mounted PDFDocumento5 pagineWall Mounted PDFAhmed AzadNessuna valutazione finora
- Electrical Plan ComputationDocumento1 paginaElectrical Plan ComputationMarc Adrienne MarquezNessuna valutazione finora
- Deisgn Mix9.5.xls (M'LANG)Documento6 pagineDeisgn Mix9.5.xls (M'LANG)Kathy MigzNessuna valutazione finora
- Center of Mass N Rigidity Lecture-Sample Problem1Documento5 pagineCenter of Mass N Rigidity Lecture-Sample Problem1Francis CabinganNessuna valutazione finora
- Assistant Bar Bender Theory Set 1 MergedDocumento252 pagineAssistant Bar Bender Theory Set 1 Mergedmaneesh kumar shuklaNessuna valutazione finora
- GRANOR AC-AR Expansion JointDocumento5 pagineGRANOR AC-AR Expansion JointscribdarellNessuna valutazione finora
- RedBuilt Open-Web DesignDocumento40 pagineRedBuilt Open-Web Designmeetvinayak2007Nessuna valutazione finora
- A Numerical and Experimental Approach To Study The Parametric Effect of Ultrasonic WeldingDocumento80 pagineA Numerical and Experimental Approach To Study The Parametric Effect of Ultrasonic WeldingCostica PetreNessuna valutazione finora
- Behavior of Reinforced Concrete Wide Concealed-Beam PDFDocumento12 pagineBehavior of Reinforced Concrete Wide Concealed-Beam PDFMarimuthu KaliyamoorthyNessuna valutazione finora
- 23 05 29 - HVAC Hangers and SupportsDocumento9 pagine23 05 29 - HVAC Hangers and SupportsperezismaelNessuna valutazione finora
- Mantri Metro-Residential Commercial Station Projects AnalysisDocumento2 pagineMantri Metro-Residential Commercial Station Projects AnalysisraviNessuna valutazione finora
- (2017 Nilforoush Et Al.) - Influence of Surface Reinforcement, Member Thickness and Cracked Concrete On Tensile Capacity of Anchor BoltsDocumento14 pagine(2017 Nilforoush Et Al.) - Influence of Surface Reinforcement, Member Thickness and Cracked Concrete On Tensile Capacity of Anchor BoltsmanoelmangabeiraNessuna valutazione finora
- Flextures Hourglass PivotDocumento2 pagineFlextures Hourglass PivotReyginald MarronNessuna valutazione finora
- Description Specify MEP Engineering CD EngineersDocumento2 pagineDescription Specify MEP Engineering CD EngineersSameera LakmalNessuna valutazione finora
- PipeWrap BTDocumento2 paginePipeWrap BTPrashantBaruaNessuna valutazione finora
- Heavy-Duty Safety Rope Pull Switches for Long ConveyorsDocumento3 pagineHeavy-Duty Safety Rope Pull Switches for Long ConveyorsMasood NizamNessuna valutazione finora
- Suva R-507Documento2 pagineSuva R-507Eliott Noe Rumiche ChungaNessuna valutazione finora
- 4.1.5 Axis T92e20Documento2 pagine4.1.5 Axis T92e20nisarahmedgfecNessuna valutazione finora