Potrebbero piacerti anche
- Modular Condenser Replacement at Ano-1 Solves Operating Problems and Improves PerformanceDocumento9 pagineModular Condenser Replacement at Ano-1 Solves Operating Problems and Improves Performancelifemillion2847Nessuna valutazione finora
- The Aircraft Engineer 1934Documento94 pagineThe Aircraft Engineer 1934Mark Evan SalutinNessuna valutazione finora
- Otegui 2015Documento18 pagineOtegui 2015CHONKARN CHIABLAMNessuna valutazione finora
- Stave Replacement Project - Ternium BF 2Documento8 pagineStave Replacement Project - Ternium BF 2qun niuNessuna valutazione finora
- In Service Embrittlement of Cast 20Cr32N PDFDocumento8 pagineIn Service Embrittlement of Cast 20Cr32N PDFabidhussain470Nessuna valutazione finora
- The C-E All Welded Test Boiler Drum: A National Historic Mechanical Engineering LandmarkDocumento17 pagineThe C-E All Welded Test Boiler Drum: A National Historic Mechanical Engineering LandmarkIpong Darma Putra TambaNessuna valutazione finora
- A Robust SRU Waste Heat Boiler DesignDocumento21 pagineA Robust SRU Waste Heat Boiler DesignsheenNessuna valutazione finora
- A Higher Chromium Weld Overlay Alloy For Water Wall & SHeaterDocumento7 pagineA Higher Chromium Weld Overlay Alloy For Water Wall & SHeaterHalim SelamatNessuna valutazione finora
- Preheating and Start-Up of Prebaked Aluminium Reduction CellsDocumento11 paginePreheating and Start-Up of Prebaked Aluminium Reduction CellsNitin RautNessuna valutazione finora
- Melting and Holding October 08Documento10 pagineMelting and Holding October 08Aragaw MuluNessuna valutazione finora
- Reformer Furnace 02Documento8 pagineReformer Furnace 02Cesar Armando LanzNessuna valutazione finora
- RT 2 1 Short Delivery To Replace An Unreliable HP ScrubberDocumento12 pagineRT 2 1 Short Delivery To Replace An Unreliable HP ScrubberJUNAID RAFEYNessuna valutazione finora
- 369 381 PDFDocumento13 pagine369 381 PDFbelkacemNessuna valutazione finora
- Inspection of Double Tube Sheet Exch - Presentation1Documento37 pagineInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariNessuna valutazione finora
- CBI Welding Journal Vert Plate Apr04Documento0 pagineCBI Welding Journal Vert Plate Apr04Mahendra RathoreNessuna valutazione finora
- Exchangers: Repairing Cracks in Refinery HeatDocumento4 pagineExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307Nessuna valutazione finora
- Efficient Cooling of Hot Spots in Injection MoldinDocumento9 pagineEfficient Cooling of Hot Spots in Injection MoldinOlivier GouveiaNessuna valutazione finora
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Documento12 pagineUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNessuna valutazione finora
- Rapid and Durable Repairs of Blast FurnacesDocumento9 pagineRapid and Durable Repairs of Blast FurnacesFabiano MoraisNessuna valutazione finora
- Glass To Metal JointsDocumento11 pagineGlass To Metal JointsNeilNessuna valutazione finora
- HayesDocumento14 pagineHayesMurugananthamParamasivamNessuna valutazione finora
- CastingDocumento6 pagineCastingSmer AlaliNessuna valutazione finora
- 9 Strip Casting Technology PYMenetDocumento5 pagine9 Strip Casting Technology PYMenetNikolas Kolasni Lakenir Ckerde DockosNessuna valutazione finora
- Superheater and Reheater Outlet Header Inspections FailuresDocumento65 pagineSuperheater and Reheater Outlet Header Inspections Failureskaruna346Nessuna valutazione finora
- Rapid Determination Steel-Making: of CarbonDocumento4 pagineRapid Determination Steel-Making: of CarbontabibkarimNessuna valutazione finora
- Coke Drum Failure Theroy PDFDocumento6 pagineCoke Drum Failure Theroy PDFsagar1503Nessuna valutazione finora
- Life Assessment of High Temperature HeadersDocumento31 pagineLife Assessment of High Temperature HeadersAnonymous UoHUag100% (1)
- Ti Condenser TubingDocumento8 pagineTi Condenser Tubingaman131Nessuna valutazione finora
- Heat Exchanger MaintenanceDocumento7 pagineHeat Exchanger MaintenanceBill ChambersNessuna valutazione finora
- Boiler Waterside DepositionDocumento6 pagineBoiler Waterside DepositionMohamad EshraNessuna valutazione finora
- Optimizing The Gating System For Steel CastingsDocumento13 pagineOptimizing The Gating System For Steel CastingsHAMMAD AHMADNessuna valutazione finora
- C1 Kolb PaperDocumento13 pagineC1 Kolb PaperOprea IulianNessuna valutazione finora
- Review of Type IV Cracking of Weldments in 9Documento64 pagineReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajNessuna valutazione finora
- NADCA-High Temp DieDocumento12 pagineNADCA-High Temp DiejalilemadiNessuna valutazione finora
- Strip Casting Technology A Key To Product QualityDocumento5 pagineStrip Casting Technology A Key To Product Qualityjijith njNessuna valutazione finora
- Inspection of Double Tube Sheet Exch - Presentation1Documento37 pagineInspection of Double Tube Sheet Exch - Presentation1Jignesh Pandya100% (1)
- Corrosion Problems in The Oil IndustryDocumento8 pagineCorrosion Problems in The Oil IndustryUNIISCRIBDNessuna valutazione finora
- Blast Furnace Design of The FutureDocumento10 pagineBlast Furnace Design of The FutureSamanway DasNessuna valutazione finora
- 07-003 Capillary IHXDocumento5 pagine07-003 Capillary IHXAndrii KuzmenkoNessuna valutazione finora
- Boiler Codes Require Updating ToLDocumento9 pagineBoiler Codes Require Updating ToLmahmoud_allam3Nessuna valutazione finora
- Strategies Against Reoxidation of Liquid Steel in Billet Casting With Metering NozzleDocumento9 pagineStrategies Against Reoxidation of Liquid Steel in Billet Casting With Metering NozzlenozediNessuna valutazione finora
- Cracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis GasDocumento9 pagineCracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis Gasvaratharajan g rNessuna valutazione finora
- Prevent Leaks in Heat ExchangersDocumento7 paginePrevent Leaks in Heat ExchangersNirmal SubudhiNessuna valutazione finora
- 2001 Matarial Damage Implications of Post Weld Heat Treating H2 Bisters in Carbon SteelDocumento12 pagine2001 Matarial Damage Implications of Post Weld Heat Treating H2 Bisters in Carbon SteelRuben CuamatziNessuna valutazione finora
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocumento12 pagine02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Properties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDocumento15 pagineProperties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDanem HalasNessuna valutazione finora
- Diseño Tambor CoqueDocumento0 pagineDiseño Tambor CoqueCesar Rodriigzz' BrachoNessuna valutazione finora
- Conga - The Worlds First 42 Foot Diameter 28 MW Gearless Sag Mill - AbbDocumento15 pagineConga - The Worlds First 42 Foot Diameter 28 MW Gearless Sag Mill - AbbJUAN ATALAYANessuna valutazione finora
- Quenched Cupola Part 1Documento12 pagineQuenched Cupola Part 1Diego MoralesNessuna valutazione finora
- Tap Hole Block Design For Poolwane SmelterDocumento6 pagineTap Hole Block Design For Poolwane SmelterlmelwynNessuna valutazione finora
- Ammonia Storage Tank PDFDocumento5 pagineAmmonia Storage Tank PDFAnonymous 1XHScfCI33% (3)
- Modelling of Slant Failure Using Small Size SpecimenDocumento10 pagineModelling of Slant Failure Using Small Size SpecimenMarcelo Varejão CasarinNessuna valutazione finora
- Guard Bed CatalystsDocumento7 pagineGuard Bed CatalystsargachoNessuna valutazione finora
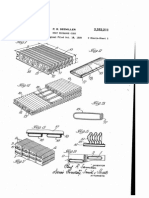
- Uzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerDocumento7 pagineUzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerRadnumNessuna valutazione finora
- Better MousetrapDocumento12 pagineBetter Mousetrapiman562Nessuna valutazione finora
- High Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsDocumento5 pagineHigh Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsevanNessuna valutazione finora
- Avoid Brittle Fracture in Pressure VesselsDocumento12 pagineAvoid Brittle Fracture in Pressure VesselsHieuNessuna valutazione finora
- Scientific American Supplement, No. 492, June 6, 1885Da EverandScientific American Supplement, No. 492, June 6, 1885Nessuna valutazione finora
- Scientific American Supplement, No. 303, October 22, 1881Da EverandScientific American Supplement, No. 303, October 22, 1881Nessuna valutazione finora
- Anode Coating To Prevent Airburn in Aluminium SmeltersDocumento5 pagineAnode Coating To Prevent Airburn in Aluminium SmeltersCris CristyNessuna valutazione finora
- Elimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementDocumento9 pagineElimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementCris CristyNessuna valutazione finora
- Quality of Russian Petroleum Cokes For Aluminum ProductionDocumento5 pagineQuality of Russian Petroleum Cokes For Aluminum ProductionCris CristyNessuna valutazione finora
- 0909 PDFDocumento3 pagine0909 PDFCris CristyNessuna valutazione finora
- 0515 PDFDocumento4 pagine0515 PDFCris CristyNessuna valutazione finora
- 0405 PDFDocumento6 pagine0405 PDFCris CristyNessuna valutazione finora
- Comparison of Bubble Noise of Søderberg Pots and Prebake PotsDocumento4 pagineComparison of Bubble Noise of Søderberg Pots and Prebake PotsCris CristyNessuna valutazione finora
- The Behaviour of Moisture in Cryolite MeltsDocumento6 pagineThe Behaviour of Moisture in Cryolite MeltsCris CristyNessuna valutazione finora
- Spent Si N Bonded Sic Sidelining Materials in Aluminium Electrolysis CellsDocumento6 pagineSpent Si N Bonded Sic Sidelining Materials in Aluminium Electrolysis CellsCris CristyNessuna valutazione finora
- Data Quetion SDocumento5 pagineData Quetion SPhantomsuplexNessuna valutazione finora
- Use of Plastic Waste in Road ConstructionDocumento21 pagineUse of Plastic Waste in Road Constructiontomson mathachanNessuna valutazione finora
- Specifications From Tarura RegionDocumento92 pagineSpecifications From Tarura RegionEdsony NyamwelaNessuna valutazione finora
- ROAD Asnake AbateDocumento68 pagineROAD Asnake Abatechristina binyamNessuna valutazione finora
- Potholes Repairing by Using Recycled Plastic Aggregate: June 2021Documento12 paginePotholes Repairing by Using Recycled Plastic Aggregate: June 2021sekarchand33Nessuna valutazione finora
- 9.7 Pavement Evaluation - Flexible Pavement DistressDocumento11 pagine9.7 Pavement Evaluation - Flexible Pavement DistressPalanirajan VijayaraghavanNessuna valutazione finora
- Distress Identification Manual For Long-Term Pavement Performance ProjectSHRP-P-338Documento145 pagineDistress Identification Manual For Long-Term Pavement Performance ProjectSHRP-P-338ESiLibrary100% (1)
- Quality Control Hand Book Volume - I Bituminous Courses - SECTION - 4Documento33 pagineQuality Control Hand Book Volume - I Bituminous Courses - SECTION - 4learnafrenNessuna valutazione finora
- LIC 15 Pothole Repairs - HMA ColdMixDocumento5 pagineLIC 15 Pothole Repairs - HMA ColdMixIshmael JonathanNessuna valutazione finora
- A Pavement Rating SystemDocumento8 pagineA Pavement Rating SystemAhmed MyfaceNessuna valutazione finora
- PCI Exercise - PotholeDocumento3 paginePCI Exercise - PotholeMiaNessuna valutazione finora
- Chapter 10 - Road Maintenance (Road Defect)Documento39 pagineChapter 10 - Road Maintenance (Road Defect)MHanif ARNessuna valutazione finora
- Highway Maintenance, Repair and Rehabilitation: Er. Sabin PokhrelDocumento36 pagineHighway Maintenance, Repair and Rehabilitation: Er. Sabin Pokhrelनोलराज पौडेलNessuna valutazione finora
- IRC H 6 IRC 82 Final Draft 15.01.2015Documento77 pagineIRC H 6 IRC 82 Final Draft 15.01.2015Sunil Bose100% (3)
- Final PDF - Opbrc - 18.05.2020 PDFDocumento104 pagineFinal PDF - Opbrc - 18.05.2020 PDFRakhesh RaghavNessuna valutazione finora
- SCHOOL BASED ASSIGNMENT Geo (SJW)Documento26 pagineSCHOOL BASED ASSIGNMENT Geo (SJW)Drippy PacNessuna valutazione finora
- 1 s2.0 S0950061819324274 MainDocumento11 pagine1 s2.0 S0950061819324274 MainAlhekhmdarNessuna valutazione finora
- Road Condition Survey GuideDocumento86 pagineRoad Condition Survey GuideKreen132100% (1)
- Highway Maintenance Standards ManualDocumento110 pagineHighway Maintenance Standards ManualGhulam Abbas NiazaiNessuna valutazione finora
- Pavement Condition Index ReportDocumento28 paginePavement Condition Index ReportFatin NasuhaNessuna valutazione finora
- Datta 2007Documento17 pagineDatta 2007rama dhanaNessuna valutazione finora
- EGK Road To SeethampetaDocumento41 pagineEGK Road To SeethampetaD.V.Srinivasa RaoNessuna valutazione finora
- InfraStructures - Jun 2008Documento28 pagineInfraStructures - Jun 2008GogyNessuna valutazione finora
- UFC 3-270-01 Asphalt Maintenance and Repair (03!15!2001)Documento51 pagineUFC 3-270-01 Asphalt Maintenance and Repair (03!15!2001)Bob VinesNessuna valutazione finora
- Shafee J SayedDocumento109 pagineShafee J Sayedrohit salunkheNessuna valutazione finora
- Paper To Be PublishedDocumento61 paginePaper To Be PublishedmeazaNessuna valutazione finora
- Pothole Repair ManualDocumento8 paginePothole Repair ManualvickyNessuna valutazione finora
- Minor Project Plastic WasteDocumento24 pagineMinor Project Plastic Wastearjun kumar0% (1)
- Tanroads Regional Manager's Office - IringaDocumento9 pagineTanroads Regional Manager's Office - IringaElisha WankogereNessuna valutazione finora
- Study On Effect of Blast Furnace Slag and Waste Fillers On Performance of Warm Mix Asphalt'Documento25 pagineStudy On Effect of Blast Furnace Slag and Waste Fillers On Performance of Warm Mix Asphalt'Varun ChennigarNessuna valutazione finora