Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Kidney Diet DelightsDocumento20 pagineKidney Diet DelightsArturo Treviño MedinaNessuna valutazione finora
- Science Grade 7: Active Reading Note-Taking GuideDocumento140 pagineScience Grade 7: Active Reading Note-Taking Guideurker100% (1)
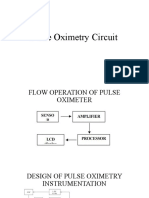
- Pulse Oximetry CircuitDocumento19 paginePulse Oximetry Circuitنواف الجهنيNessuna valutazione finora
- French Pharmacopoeia PDFDocumento15 pagineFrench Pharmacopoeia PDFHasan Abu AlhabNessuna valutazione finora
- Affidavit Format FOR ART LEVEL 1 CLINIC RegistrationDocumento2 pagineAffidavit Format FOR ART LEVEL 1 CLINIC Registrationward fiveNessuna valutazione finora
- Mechanical Pumps: N. HilleretDocumento12 pagineMechanical Pumps: N. HilleretAmrik SinghNessuna valutazione finora
- 2 5416087904969556847 PDFDocumento480 pagine2 5416087904969556847 PDFArvindhanNessuna valutazione finora
- BETP - Exp Clientele Dir 2012 - 03may2012Documento187 pagineBETP - Exp Clientele Dir 2012 - 03may2012Fernando EndayaNessuna valutazione finora
- 3 Day WorkoutDocumento3 pagine3 Day Workoutsonu091276Nessuna valutazione finora
- 04 TitrimetryDocumento7 pagine04 TitrimetryDarwin Fetalbero ReyesNessuna valutazione finora
- Weather and ClimateDocumento5 pagineWeather and ClimateprititjadhavnNessuna valutazione finora
- TRAFFIC RULES PDF Project ReportDocumento18 pagineTRAFFIC RULES PDF Project ReportShweta SharmaNessuna valutazione finora
- 2nd Year HEROES SUMMARIESDocumento4 pagine2nd Year HEROES SUMMARIESMustafa NizamiNessuna valutazione finora
- 7-13-1996 Joel Nance MDDocumento3 pagine7-13-1996 Joel Nance MDAnother AnonymomsNessuna valutazione finora
- Corrosion Short Courses - Environmental CrackingDocumento8 pagineCorrosion Short Courses - Environmental CrackingMario SalayaNessuna valutazione finora
- A Research Presented ToDocumento28 pagineA Research Presented ToAngeliePanerioGonzagaNessuna valutazione finora
- Bakery Business PlanDocumento15 pagineBakery Business PlanGayu AishuNessuna valutazione finora
- Flaxseed Paper PublishedDocumento4 pagineFlaxseed Paper PublishedValentina GarzonNessuna valutazione finora
- RCSI Dentistry PG 118 125 A Manual For Space Analysis in The Mixed DentitionDocumento8 pagineRCSI Dentistry PG 118 125 A Manual For Space Analysis in The Mixed DentitionkarimelmestekawyNessuna valutazione finora
- Motivational Interviewing (MI) Refers To ADocumento5 pagineMotivational Interviewing (MI) Refers To AJefri JohanesNessuna valutazione finora
- Assignment 4Documento4 pagineAssignment 4ShabihNessuna valutazione finora
- Blood Anatomy and Physiology ReviewDocumento20 pagineBlood Anatomy and Physiology ReviewStacey CamilleNessuna valutazione finora
- IJARIE Paper 17936 PDFDocumento7 pagineIJARIE Paper 17936 PDFArbelyn RoblesNessuna valutazione finora
- Mary Kay FinalDocumento17 pagineMary Kay Finalharsh0695Nessuna valutazione finora
- Measurement LabDocumento4 pagineMeasurement LabHenessa GumiranNessuna valutazione finora
- @9negros Occidental Vs BezoreDocumento3 pagine@9negros Occidental Vs BezoreSimeon SuanNessuna valutazione finora
- Problem Set in Power System 2Documento3 pagineProblem Set in Power System 2Andrew AlterNessuna valutazione finora
- Maintenance Service Procedure Document For AMC: Scada &telecom System For Agcl Gas Pipeline NetworkDocumento17 pagineMaintenance Service Procedure Document For AMC: Scada &telecom System For Agcl Gas Pipeline NetworkanupamNessuna valutazione finora
- PHC Visit: Chandreswor Primary Health Care Centre: TH TH TH THDocumento6 paginePHC Visit: Chandreswor Primary Health Care Centre: TH TH TH THShashanka PoudelNessuna valutazione finora
- 14.08.22 - OSR - STAR CO-SC - Jee - Adv - 2021 - P1 - GTA-11 (P1) - QPDocumento19 pagine14.08.22 - OSR - STAR CO-SC - Jee - Adv - 2021 - P1 - GTA-11 (P1) - QPPratyek ThumulaNessuna valutazione finora