Potrebbero piacerti anche
- Relationships, 365 Day Devotional Mylesunroe 377pgDocumento377 pagineRelationships, 365 Day Devotional Mylesunroe 377pgEla100% (7)
- Paranoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackDocumento24 pagineParanoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackStBash100% (3)
- Charpy On - 196CDocumento7 pagineCharpy On - 196CDhatchana moorthy.SNessuna valutazione finora
- (Tech Insp) Inspection Techniques in Reformer FurnacesDocumento10 pagine(Tech Insp) Inspection Techniques in Reformer FurnacesruchiniranjanNessuna valutazione finora
- Biomediacal Waste Project FinalDocumento43 pagineBiomediacal Waste Project Finalashoknr100% (1)
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationDocumento10 pagineCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rNessuna valutazione finora
- Steam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.EngDocumento6 pagineSteam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.Engvaratharajan g rNessuna valutazione finora
- Stress Relaxation Cracking Failure in Heat Exchanger Connection Pipes in A Petrochemical PlantDocumento1 paginaStress Relaxation Cracking Failure in Heat Exchanger Connection Pipes in A Petrochemical PlantRitesh Kumar MallickNessuna valutazione finora
- Fatigue Failure Resulting From Variable Loading 1-2Documento24 pagineFatigue Failure Resulting From Variable Loading 1-2Rahul SinghNessuna valutazione finora
- Lean Duplex Stainless Steel Within The Oil and Gas Industry-AcomDocumento23 pagineLean Duplex Stainless Steel Within The Oil and Gas Industry-AcomKailas GophaneNessuna valutazione finora
- Metal Dusting Corrosion Initiation in Conversion of Natural Gas To Synthesis GasDocumento24 pagineMetal Dusting Corrosion Initiation in Conversion of Natural Gas To Synthesis GasPrasanna RajaNessuna valutazione finora
- Prawn ProcessingDocumento21 paginePrawn ProcessingKrishnaNessuna valutazione finora
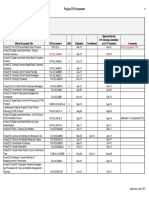
- Approved Project 25 StandardsDocumento5 pagineApproved Project 25 StandardsepidavriosNessuna valutazione finora
- Genie GS-1930 Parts ManualDocumento194 pagineGenie GS-1930 Parts ManualNestor Matos GarcíaNessuna valutazione finora
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Da EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Nessuna valutazione finora
- Challenges of Welding of Catalyst TubesDocumento16 pagineChallenges of Welding of Catalyst TubesTravis SkinnerNessuna valutazione finora
- Tube Damage Mechanism and Repair Techniques PDFDocumento16 pagineTube Damage Mechanism and Repair Techniques PDFArjed Ali ShaikhNessuna valutazione finora
- AME 60646 Failure of Materials Fall 2012Documento1 paginaAME 60646 Failure of Materials Fall 2012thienmakbNessuna valutazione finora
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedDocumento6 pagineFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikNessuna valutazione finora
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocumento3 pagine650-680 Rev 4 - Hydrostatic Test ExemptionspediNessuna valutazione finora
- Corrosion and Corrosion Prevention in Heat ExchangersDocumento25 pagineCorrosion and Corrosion Prevention in Heat ExchangersSahil AdlakhaNessuna valutazione finora
- Characteristic of High Temperature MaterialsDocumento17 pagineCharacteristic of High Temperature MaterialsMuhammad Salman AttariNessuna valutazione finora
- Woc Hse Manual Standards: Woc LP EP DepartmentDocumento12 pagineWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNessuna valutazione finora
- Pressure Points: Ask The EngineerDocumento5 paginePressure Points: Ask The EngineerMario MolinaNessuna valutazione finora
- Replacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0Documento12 pagineReplacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0David PierreNessuna valutazione finora
- Nickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForDocumento8 pagineNickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForGreg YeeNessuna valutazione finora
- Sanicro 35, A New Super Austenitic Stainless SteelDocumento6 pagineSanicro 35, A New Super Austenitic Stainless SteelMubeen100% (1)
- MQ SP I 7015 PDFDocumento66 pagineMQ SP I 7015 PDFJaseelKanhirathinkalNessuna valutazione finora
- 002 eDocumento12 pagine002 eFaizan Ahmed100% (1)
- DiclorosilanoDocumento15 pagineDiclorosilanoLeo GatesNessuna valutazione finora
- Garlock Metal - Gaskets TorqueDocumento48 pagineGarlock Metal - Gaskets TorqueakenathorNessuna valutazione finora
- A. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Documento288 pagineA. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Graylab Technologies100% (1)
- ELSEVIER Carburization of High-Temperature Steels - A Simulation-Based Ranking of Carburization ResistanceDocumento8 pagineELSEVIER Carburization of High-Temperature Steels - A Simulation-Based Ranking of Carburization ResistanceMariaF1593Nessuna valutazione finora
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Da EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNessuna valutazione finora
- Polythionic Acid Stress Corrosion CrackingDocumento9 paginePolythionic Acid Stress Corrosion CrackingMedina EldesNessuna valutazione finora
- 07 Thermal StressDocumento13 pagine07 Thermal StressSundaravathanan ChellappanNessuna valutazione finora
- Controlling Coupling Guard Leakage: Rotating Equipment/MaintenanceDocumento3 pagineControlling Coupling Guard Leakage: Rotating Equipment/MaintenanceinterveiwNessuna valutazione finora
- Design Consideration For Internal Welding Attachments in Clad Pressure VesselsDocumento6 pagineDesign Consideration For Internal Welding Attachments in Clad Pressure VesselsJose ManuelNessuna valutazione finora
- Austenitic High Temperature 153MA 253MA Stainless BrochureDocumento16 pagineAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNessuna valutazione finora
- Reformer Tube FailureDocumento9 pagineReformer Tube FailureAhmad Riaz KhanNessuna valutazione finora
- Case Study - Knockout DrumDocumento2 pagineCase Study - Knockout DrumAshfaq AnwerNessuna valutazione finora
- Alp Bulent GULES ANNA 2010 Presentation - ShareDocumento54 pagineAlp Bulent GULES ANNA 2010 Presentation - ShareMohamed KilanyNessuna valutazione finora
- Nickel and HT Alloys For Petrochemical Applications PDFDocumento39 pagineNickel and HT Alloys For Petrochemical Applications PDFganeshNessuna valutazione finora
- Explosion of Methanol DistillationDocumento12 pagineExplosion of Methanol DistillationSimEnzNessuna valutazione finora
- Heater Inspection PlanDocumento2 pagineHeater Inspection Plancamasa2011Nessuna valutazione finora
- API Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionDocumento28 pagineAPI Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionChozha RajanNessuna valutazione finora
- Corrosion Application Library ManualDocumento230 pagineCorrosion Application Library ManualMiguel Angel Holguin MontañoNessuna valutazione finora
- Elevated Temperature Fatigue of Pressure Vessel SteelsDocumento6 pagineElevated Temperature Fatigue of Pressure Vessel SteelsJohnNessuna valutazione finora
- T 18Documento10 pagineT 18khuramluck100% (2)
- Failure Analysis Furnace Radiant TubesDocumento13 pagineFailure Analysis Furnace Radiant Tubesjohan garciaNessuna valutazione finora
- Exxon Mobil Matls Lab A105N Vs A350LF2 GrainSize PDFDocumento5 pagineExxon Mobil Matls Lab A105N Vs A350LF2 GrainSize PDFAnonymous nw5AXJqjdNessuna valutazione finora
- Barry Dooley Introducton-to-ACC-FAC-and-Cycle-ChemistryDocumento37 pagineBarry Dooley Introducton-to-ACC-FAC-and-Cycle-Chemistrychemicalchouhan9303Nessuna valutazione finora
- Pressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesDocumento37 paginePressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesPham LanphuongNessuna valutazione finora
- Survey of Worldwide Experience With Metal DustingDocumento12 pagineSurvey of Worldwide Experience With Metal Dustingsoubhadra nag100% (1)
- High Emissivity CoatingDocumento12 pagineHigh Emissivity CoatingĐoàn TrangNessuna valutazione finora
- Shell Corrosion Under InsulationDocumento16 pagineShell Corrosion Under InsulationDavide CongiuNessuna valutazione finora
- API 660 Vs TEMADocumento2 pagineAPI 660 Vs TEMAloqNessuna valutazione finora
- Installation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008Documento14 pagineInstallation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008j_herndz100% (1)
- HPCL Material Preservation GuidelinesDocumento7 pagineHPCL Material Preservation GuidelinespaimpillyNessuna valutazione finora
- Annealing (Metallurgy) WikiDocumento4 pagineAnnealing (Metallurgy) WikiStephen MontelepreNessuna valutazione finora
- Artilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertiesDocumento8 pagineArtilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertieswholenumberNessuna valutazione finora
- Multiwall Vessel PDFDocumento50 pagineMultiwall Vessel PDFantonioiovineNessuna valutazione finora
- Reformer TubesDocumento16 pagineReformer TubesRajesh Johri100% (2)
- Heat Exchanger With Helical BafflesDocumento8 pagineHeat Exchanger With Helical BaffleshuangjlNessuna valutazione finora
- Relationship Between The Shear Lip Size and The Fracture ToughnessDocumento6 pagineRelationship Between The Shear Lip Size and The Fracture ToughnessLuis LozadaNessuna valutazione finora
- Thermal ShockDocumento6 pagineThermal ShockAndrea CalderaNessuna valutazione finora
- Stellite CorrosionDocumento10 pagineStellite CorrosionAndrea CalderaNessuna valutazione finora
- Comportamiento de La Corrosion en Medio Marino PDFDocumento20 pagineComportamiento de La Corrosion en Medio Marino PDFArnulfo Zetina VillarrealNessuna valutazione finora
- Thermal ShockDocumento6 pagineThermal ShockAndrea CalderaNessuna valutazione finora
- HAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFDocumento14 pagineHAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFHagen_of_TronjeNessuna valutazione finora
- Byrne2005 PDFDocumento15 pagineByrne2005 PDFAndrea CalderaNessuna valutazione finora
- Wavelet Method Applied To Specific Adhesion of - 2014 - Theoretical and AppliedDocumento7 pagineWavelet Method Applied To Specific Adhesion of - 2014 - Theoretical and AppliedAndrea CalderaNessuna valutazione finora
- CrackArrestonBrittleFilm PDFDocumento10 pagineCrackArrestonBrittleFilm PDFAndrea CalderaNessuna valutazione finora
- A Method For Root Cause Analysis With A Bayesian Belief Network and Fuzzy Cognitive Map PDFDocumento20 pagineA Method For Root Cause Analysis With A Bayesian Belief Network and Fuzzy Cognitive Map PDFAndrea CalderaNessuna valutazione finora
- EmbritSteamTurbineRotor 1 s2.0Documento9 pagineEmbritSteamTurbineRotor 1 s2.0Andrea CalderaNessuna valutazione finora
- An Extension of The Eindhoven Classification Model To The Educational Sector PDFDocumento8 pagineAn Extension of The Eindhoven Classification Model To The Educational Sector PDFAndrea CalderaNessuna valutazione finora
- Engineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderDocumento18 pagineEngineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderAndrea CalderaNessuna valutazione finora
- Failure AnalysisDocumento8 pagineFailure AnalysisAndrea CalderaNessuna valutazione finora
- Thermal FatigueDocumento9 pagineThermal FatigueAndrea CalderaNessuna valutazione finora
- Correlation Be TJ and CV NDocumento8 pagineCorrelation Be TJ and CV NAndrea CalderaNessuna valutazione finora
- BriquetingRollerMachine 1 s2.0Documento9 pagineBriquetingRollerMachine 1 s2.0Andrea CalderaNessuna valutazione finora
- Synthesis, Characterization and Antifungal Activity of Chemically and Fungal Produced Silver NanoparticlesDocumento26 pagineSynthesis, Characterization and Antifungal Activity of Chemically and Fungal Produced Silver NanoparticlesAndrea CalderaNessuna valutazione finora
- Evaluation of Antifungal Effect of Silver Nanoparticles Against Microsporum Canis, Trichophyton Mentagrophytes and Microsporum GypseumDocumento8 pagineEvaluation of Antifungal Effect of Silver Nanoparticles Against Microsporum Canis, Trichophyton Mentagrophytes and Microsporum GypseumAndrea CalderaNessuna valutazione finora
- Correlation Be TJ and CV NDocumento8 pagineCorrelation Be TJ and CV NAndrea CalderaNessuna valutazione finora
- Analysis of Failure of Axle Housing of Crane Truck With Fracture Mechanics 1995Documento14 pagineAnalysis of Failure of Axle Housing of Crane Truck With Fracture Mechanics 1995Riza KhanNessuna valutazione finora
- Antifungal Effects of SilverParticles AntifungalDocumento4 pagineAntifungal Effects of SilverParticles AntifungalAndrea CalderaNessuna valutazione finora
- Determ Duct Crack Init Magnet Charpy ModifiedDocumento8 pagineDeterm Duct Crack Init Magnet Charpy ModifiedAndrea CalderaNessuna valutazione finora
- Ductile Brittle TransitionDocumento7 pagineDuctile Brittle TransitionAndrea CalderaNessuna valutazione finora
- Current Status of Small Specimen Technology in Charpy Impact TestingDocumento6 pagineCurrent Status of Small Specimen Technology in Charpy Impact TestingAndrea CalderaNessuna valutazione finora
- Analysis Data Impact T and CHTDocumento8 pagineAnalysis Data Impact T and CHTAndrea CalderaNessuna valutazione finora
- Failure of Carbon Steel Tubes in A Fluidized Bed CombustorDocumento6 pagineFailure of Carbon Steel Tubes in A Fluidized Bed CombustorAndrea CalderaNessuna valutazione finora
- Correlatbet Impact Resistand Toughness Duplex SSDocumento8 pagineCorrelatbet Impact Resistand Toughness Duplex SSAndrea CalderaNessuna valutazione finora
- Correlationsbt Charpy Tand Crack Init JintegralconceptsDocumento7 pagineCorrelationsbt Charpy Tand Crack Init JintegralconceptsAndrea CalderaNessuna valutazione finora
- A Prospective Clinical Trial Comparing Biobrane® Dressilk® and PolyMem® Dressings On Partial-Thickness Skin Graft Donor SitesDocumento11 pagineA Prospective Clinical Trial Comparing Biobrane® Dressilk® and PolyMem® Dressings On Partial-Thickness Skin Graft Donor SitesAndrea CalderaNessuna valutazione finora
- Failure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesDocumento12 pagineFailure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesAndrea CalderaNessuna valutazione finora
- Unnatural Selection BiologyDocumento2 pagineUnnatural Selection BiologyAlexa ChaviraNessuna valutazione finora
- 3.1 - Sequences and SeriesxbxhhdDocumento92 pagine3.1 - Sequences and SeriesxbxhhdHelloNessuna valutazione finora
- All About PlantsDocumento14 pagineAll About Plantsapi-234860390Nessuna valutazione finora
- In-Service Welding of Pipelines Industry Action PlanDocumento13 pagineIn-Service Welding of Pipelines Industry Action Planعزت عبد المنعم100% (1)
- Eating With Chloe Lets EatDocumento150 pagineEating With Chloe Lets Eatemily.jarrodNessuna valutazione finora
- Calibration of Force ReductionDocumento36 pagineCalibration of Force Reductionvincenzo_12613735Nessuna valutazione finora
- HMT RM65 Radial DrillDocumento2 pagineHMT RM65 Radial Drillsomnath213Nessuna valutazione finora
- Aircraft Design Course PhillStocking 4.2Documento48 pagineAircraft Design Course PhillStocking 4.2ugurugur1982Nessuna valutazione finora
- 2 Contoh Narative TextDocumento9 pagine2 Contoh Narative TextRini RienzNessuna valutazione finora
- Trawl Master Present A TieDocumento19 pagineTrawl Master Present A Tieapi-3719203Nessuna valutazione finora
- DNA Mutation and Its Effect To An Individual (w5)Documento6 pagineDNA Mutation and Its Effect To An Individual (w5)Cold CoockiesNessuna valutazione finora
- Ge Fairchild Brochure PDFDocumento2 pagineGe Fairchild Brochure PDFDharmesh patelNessuna valutazione finora
- Contact Inform 2002 PDFDocumento24 pagineContact Inform 2002 PDFFrank AlmeidaNessuna valutazione finora
- John Sisler CISSP Study GuideDocumento126 pagineJohn Sisler CISSP Study GuideAnthonyNessuna valutazione finora
- Raspberry Pi 3 and BeagleBone Black For Engineers - UpSkill Learning 124Documento124 pagineRaspberry Pi 3 and BeagleBone Black For Engineers - UpSkill Learning 124Dragan IvanovNessuna valutazione finora
- Recycling Mind MapDocumento2 pagineRecycling Mind Mapmsole124100% (1)
- American University of BeirutDocumento21 pagineAmerican University of BeirutWomens Program AssosciationNessuna valutazione finora
- YellowstoneDocumento1 paginaYellowstoneOana GalbenuNessuna valutazione finora
- The Joy Luck Club Book 1Documento12 pagineThe Joy Luck Club Book 1loronalicelNessuna valutazione finora
- Active Faults in MalaysiaDocumento52 pagineActive Faults in MalaysiaHazim HaNessuna valutazione finora
- Ii 2015 1Documento266 pagineIi 2015 1tuni santeNessuna valutazione finora
- Sample Dilapidation ReportDocumento8 pagineSample Dilapidation ReportczarusNessuna valutazione finora
- Binder 3 of 4 Dec-2018Documento1.169 pagineBinder 3 of 4 Dec-2018Anonymous OEmUQuNessuna valutazione finora
- Industrial Internet of Things: Presented To-Presented byDocumento18 pagineIndustrial Internet of Things: Presented To-Presented byGaurav RaturiNessuna valutazione finora