Potrebbero piacerti anche
- WPS-PQR (Aws D.1.1 - 2015)Documento3 pagineWPS-PQR (Aws D.1.1 - 2015)Ivan Garzon100% (1)
- Welding Lab Report. Part 1Documento6 pagineWelding Lab Report. Part 1Ayuub Abdi Mahamed100% (1)
- Physics of Welding Better VersionDocumento3 paginePhysics of Welding Better VersionKhurram RehmanNessuna valutazione finora
- Toyota Camry 2006 2011 Body Repair ManualDocumento10 pagineToyota Camry 2006 2011 Body Repair Manualsarah100% (46)
- Kr274atl - e Ga8731 PartsDocumento276 pagineKr274atl - e Ga8731 Partsomar100% (1)
- Air Carbon Arc GougingDocumento3 pagineAir Carbon Arc GougingMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Job Knowledge 12Documento3 pagineJob Knowledge 12Mehmet SoysalNessuna valutazione finora
- Equipment and Circuit DiagramDocumento7 pagineEquipment and Circuit DiagramRaje GunaNessuna valutazione finora
- Air Carbon&Arc GougingDocumento2 pagineAir Carbon&Arc GougingJanakiram100% (1)
- Air Carbon Arc GougingDocumento2 pagineAir Carbon Arc GouginghariNessuna valutazione finora
- Specific Welding DetalsDocumento17 pagineSpecific Welding DetalsradiantsteelNessuna valutazione finora
- Cutting - GougingDocumento9 pagineCutting - GougingAlhaj MassoudNessuna valutazione finora
- Manual Metal Arc GougingDocumento2 pagineManual Metal Arc GougingMehmet SoysalNessuna valutazione finora
- Basic Weld JointsDocumento10 pagineBasic Weld JointsSham AmirNessuna valutazione finora
- Q1Documento5 pagineQ1اوس محمد رؤوف لؤيNessuna valutazione finora
- Advanced Welding Technology Ca2Documento3 pagineAdvanced Welding Technology Ca2Monglafru MogNessuna valutazione finora
- Arc and Special Welding TechniquesDocumento10 pagineArc and Special Welding TechniquesAvinash ChandraNessuna valutazione finora
- Smaw and Tig WeldingDocumento46 pagineSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Submerged Arc WeldingDocumento21 pagineSubmerged Arc WeldingSACHIN A. MORENessuna valutazione finora
- GTAWDocumento61 pagineGTAWIela TeoNessuna valutazione finora
- 4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingDocumento19 pagine4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingabastosuaptNessuna valutazione finora
- Gas Tungsten Arc Welding or Often Called TIGDocumento1 paginaGas Tungsten Arc Welding or Often Called TIGadiko1986Nessuna valutazione finora
- 5.arc WeldDocumento40 pagine5.arc Weldalinader20022Nessuna valutazione finora
- 3-Gas Metal Arc Welding (GMAW)Documento13 pagine3-Gas Metal Arc Welding (GMAW)abastosuaptNessuna valutazione finora
- Manual Metal Arc Gouging - Job Knowledge 10Documento2 pagineManual Metal Arc Gouging - Job Knowledge 10tuanNessuna valutazione finora
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocumento66 pagineWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashNessuna valutazione finora
- CO Welding: 2.1 Power SourceDocumento7 pagineCO Welding: 2.1 Power SourceSenthil KumarNessuna valutazione finora
- GMAW (CO2) Welding CourseDocumento129 pagineGMAW (CO2) Welding Courseanon_554333607Nessuna valutazione finora
- TIG Welding: Job KnowledgeDocumento3 pagineTIG Welding: Job KnowledgeRakesh Kumar Munda100% (1)
- Arc WeldingDocumento16 pagineArc WeldingManohara BabuNessuna valutazione finora
- JJ104 Workshop Technology CHAPTER9 Arc WeldingDocumento14 pagineJJ104 Workshop Technology CHAPTER9 Arc WeldingAh Tiang50% (4)
- 1.6 - Introduction To Gas-Shielded Arc WeldingDocumento36 pagine1.6 - Introduction To Gas-Shielded Arc WeldingReza DhonyNessuna valutazione finora
- Welding BasicsDocumento37 pagineWelding BasicsSnehal DeshmukhNessuna valutazione finora
- CH 48Documento32 pagineCH 48islammonirNessuna valutazione finora
- GTAW and Power SourcesDocumento18 pagineGTAW and Power SourcesRavi Kumar SinghNessuna valutazione finora
- Welding: Edge PreparationsDocumento8 pagineWelding: Edge PreparationsManibhusanNessuna valutazione finora
- WELDINGDocumento8 pagineWELDINGManibhusan MohapatroNessuna valutazione finora
- Class - 5 - Baics of Arc WeldingDocumento43 pagineClass - 5 - Baics of Arc WeldingroshanpateliaNessuna valutazione finora
- Arc Welding ProjectDocumento11 pagineArc Welding ProjectLeahNessuna valutazione finora
- Types of Arc WeldingDocumento20 pagineTypes of Arc WeldingEhigiator JosephNessuna valutazione finora
- Gas Metal Arc WeldingDocumento16 pagineGas Metal Arc WeldingAizad IzzuddinNessuna valutazione finora
- Keje Welding DaamDocumento12 pagineKeje Welding Daamdzuko shamNessuna valutazione finora
- Welding DictionaryDocumento19 pagineWelding DictionarydrexNessuna valutazione finora
- Lec 11Documento28 pagineLec 11Navneet KumarNessuna valutazione finora
- WelcomeDocumento25 pagineWelcomeEE166Srushti Vibhute.Nessuna valutazione finora
- Arc WeldingDocumento42 pagineArc WeldingrkpnakNessuna valutazione finora
- Submerged Arc WeldingDocumento11 pagineSubmerged Arc Weldingmiteshpatel191Nessuna valutazione finora
- Welding Types Procedures ParametersDocumento156 pagineWelding Types Procedures ParametersVinodh Kumar YallaNessuna valutazione finora
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Documento2 pagineTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanNessuna valutazione finora
- Advanced Welding Process (Welding)Documento58 pagineAdvanced Welding Process (Welding)Sk SamsuddinNessuna valutazione finora
- Arc - Welding Processes: Presented By, Radhakrishnan P Assistant Professor Toc H Institute of Science & Technology, CochinDocumento5 pagineArc - Welding Processes: Presented By, Radhakrishnan P Assistant Professor Toc H Institute of Science & Technology, CochinRADHAKRISHNAN PNessuna valutazione finora
- Manual Metal Arc WeldingDocumento13 pagineManual Metal Arc WeldingHirenNessuna valutazione finora
- Chapter 2 Arc WeldingDocumento39 pagineChapter 2 Arc WeldingAbie RexoMen0% (1)
- Air GougingDocumento4 pagineAir GougingJose Marie Rmgrocks BatoNessuna valutazione finora
- Science of Engineerin G Manufactu Re-Ii: Assignment - 1Documento17 pagineScience of Engineerin G Manufactu Re-Ii: Assignment - 1amit_kumar_dtuNessuna valutazione finora
- MRT-10-2 Arc Welding Principle and SSWDocumento27 pagineMRT-10-2 Arc Welding Principle and SSW1026Aniket TankNessuna valutazione finora
- Electro Chemical MachiningDocumento21 pagineElectro Chemical MachiningShashank AgarwalNessuna valutazione finora
- What Is The Difference Between Welding TransformerDocumento33 pagineWhat Is The Difference Between Welding TransformerAkhilesh KumarNessuna valutazione finora
- Arc WeldingDocumento33 pagineArc WeldingRakha DhaniwijayaNessuna valutazione finora
- Water Level Indicator Circuit Using Bipolar Junction TransistorDa EverandWater Level Indicator Circuit Using Bipolar Junction TransistorValutazione: 4.5 su 5 stelle4.5/5 (7)
- CTOD Testing: Job Knowledge 76Documento3 pagineCTOD Testing: Job Knowledge 76kevin herryNessuna valutazione finora
- Creep and Creep TestingDocumento3 pagineCreep and Creep Testingkevin herryNessuna valutazione finora
- Copper and Copper AlloysDocumento3 pagineCopper and Copper Alloyskevin herryNessuna valutazione finora
- Bend Testing: Job Knowledge 73Documento3 pagineBend Testing: Job Knowledge 73kevin herryNessuna valutazione finora
- Braze WeldingDocumento2 pagineBraze Weldingkevin herryNessuna valutazione finora
- Cast Irons: Job Knowledge 25 Weldability of MaterialsDocumento3 pagineCast Irons: Job Knowledge 25 Weldability of Materialskevin herryNessuna valutazione finora
- Aluminium Alloys: Weldability of Materials Job Knowledge 21Documento3 pagineAluminium Alloys: Weldability of Materials Job Knowledge 21kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part10Documento40 pagineASME IX Interpretation-Part10kevin herryNessuna valutazione finora
- Salary Guide 2016Documento44 pagineSalary Guide 2016sharfutaj100% (2)
- ASME IX Interpretation-Part11Documento40 pagineASME IX Interpretation-Part11kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part9Documento36 pagineASME IX Interpretation-Part9kevin herry100% (1)
- ASME IX Interpretation-Part12Documento39 pagineASME IX Interpretation-Part12kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part7Documento37 pagineASME IX Interpretation-Part7kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part7Documento37 pagineASME IX Interpretation-Part7kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part4Documento46 pagineASME IX Interpretation-Part4kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part6Documento36 pagineASME IX Interpretation-Part6kevin herry100% (1)
- CSWIP 3.2 Course Notes 2015Documento1 paginaCSWIP 3.2 Course Notes 2015kevin herry50% (2)
- Phys Haz eDocumento61 paginePhys Haz ebo cephusNessuna valutazione finora
- General Tools CatalogDocumento36 pagineGeneral Tools CatalogAfdanil IswandiNessuna valutazione finora
- Jis A 5303-1990 Centrifugal Reinforced Concrete PipesDocumento29 pagineJis A 5303-1990 Centrifugal Reinforced Concrete PipesKarloDesantaNessuna valutazione finora
- Chapter 5 ADocumento27 pagineChapter 5 AHabtamu MaruNessuna valutazione finora
- Military Standard: Inserts, ScrewDocumento54 pagineMilitary Standard: Inserts, Screwbukmstr39Nessuna valutazione finora
- Machining 2Documento19 pagineMachining 2Kah KiatNessuna valutazione finora
- WELL v2, Q4 2021-LOA-ContractorDocumento2 pagineWELL v2, Q4 2021-LOA-ContractorAgustin OpayNessuna valutazione finora
- Crystalite Lapidary & Glass ProductsDocumento20 pagineCrystalite Lapidary & Glass ProductsОливер КарескиNessuna valutazione finora
- Machining Centers, Advanced Machining Concepts and Structures, and Machining EconomicsDocumento19 pagineMachining Centers, Advanced Machining Concepts and Structures, and Machining EconomicsQuốc HoàngNessuna valutazione finora
- Blue Cleaner RR MSDSDocumento3 pagineBlue Cleaner RR MSDSEko Dodi SetiawanNessuna valutazione finora
- Press ToolDocumento71 paginePress Toolamolnjainajgmail.com 7507254906Nessuna valutazione finora
- Production Engineering Lab VIII SemDocumento24 pagineProduction Engineering Lab VIII Semsunil kumawatNessuna valutazione finora
- 3 EN Hard Drawn Spring Wire 2015Documento1 pagina3 EN Hard Drawn Spring Wire 2015felipeNessuna valutazione finora
- Hastelloy B2 Welding Rod, Hastelloy Alloy B2 UNS N10665 Welding Rod Manufacturer in IndiaDocumento3 pagineHastelloy B2 Welding Rod, Hastelloy Alloy B2 UNS N10665 Welding Rod Manufacturer in IndiaOZAIRTRADELINKNessuna valutazione finora
- BHELDocumento56 pagineBHELAjay Kumar100% (1)
- PowerCoat® High Performance Coatings - Vexcon ChemicalsDocumento4 paginePowerCoat® High Performance Coatings - Vexcon ChemicalsLong An ĐỗNessuna valutazione finora
- Precision Honing Supplies: Above and Beyond HoningDocumento203 paginePrecision Honing Supplies: Above and Beyond Honingnik stavroginNessuna valutazione finora
- Microelectronic Engineering: Masayoshi Nagao, Tomoya YoshidaDocumento7 pagineMicroelectronic Engineering: Masayoshi Nagao, Tomoya YoshidaFanof EcdNessuna valutazione finora
- Termeni Si Expresii UzualeDocumento4 pagineTermeni Si Expresii UzualeToader AlexNessuna valutazione finora
- Excel Crop Care Limited: "Multi Effect Evaporator Plant"Documento9 pagineExcel Crop Care Limited: "Multi Effect Evaporator Plant"Sparsh ShukalNessuna valutazione finora
- Study Guide SMAW NCIDocumento3 pagineStudy Guide SMAW NCIOdlnayer Allebram100% (2)
- Company Profile-ILYCHDocumento2 pagineCompany Profile-ILYCHrashid isaarNessuna valutazione finora
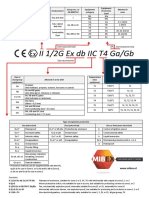
- II 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyDocumento2 pagineII 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyDhananjay BhaldandNessuna valutazione finora
- Soundness Test On Cement by Le - Chatelier MethodDocumento4 pagineSoundness Test On Cement by Le - Chatelier MethodShahrukh NiazNessuna valutazione finora
- Sirpur Paper ManufacturingDocumento3 pagineSirpur Paper ManufacturingMohammed Abdul JabbarNessuna valutazione finora
- Carbon Steel To CoppernickelDocumento13 pagineCarbon Steel To CoppernickelValli RajuNessuna valutazione finora