Potrebbero piacerti anche
- Aluminium Alloys: Weldability of Materials Job Knowledge 21Documento3 pagineAluminium Alloys: Weldability of Materials Job Knowledge 21kevin herryNessuna valutazione finora
- ConsumablesDocumento28 pagineConsumablesadeoye_okunoyeNessuna valutazione finora
- Lincoln Welding MachineDocumento4 pagineLincoln Welding MachinemevansmetreelNessuna valutazione finora
- Repairing A Crack in CastingDocumento2 pagineRepairing A Crack in CastingpriaNessuna valutazione finora
- Welding Techniques NEWDocumento95 pagineWelding Techniques NEWबंदनेश पाण्डेयNessuna valutazione finora
- Murex Oxy Welding Poster 2008 PDFDocumento1 paginaMurex Oxy Welding Poster 2008 PDFPCNessuna valutazione finora
- WeldingDocumento84 pagineWeldingJigar DodiaNessuna valutazione finora
- Arc Welding of Copper Alloys: Technical UpdateDocumento35 pagineArc Welding of Copper Alloys: Technical UpdateKamal ThummarNessuna valutazione finora
- Welding Processes: EN358 - Ship StructuresDocumento27 pagineWelding Processes: EN358 - Ship Structuressuri345Nessuna valutazione finora
- Weldability: Introduction and Factor Affecting ItDocumento15 pagineWeldability: Introduction and Factor Affecting ItAnant Ajithkumar100% (2)
- 2 Aluminium Fusion Welding 2015Documento21 pagine2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocumento26 pagineTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasNessuna valutazione finora
- Gen - Importance of Welding in L & T PDFDocumento30 pagineGen - Importance of Welding in L & T PDFSivaNessuna valutazione finora
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocumento36 pagineArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahNessuna valutazione finora
- WeldingDocumento19 pagineWeldingAlexander Muñoz SánchezNessuna valutazione finora
- Defects Hydrogen Cracks IdentificationDocumento5 pagineDefects Hydrogen Cracks Identificationarif maulanafNessuna valutazione finora
- 1434529014349-Welding DefectsDocumento61 pagine1434529014349-Welding DefectsJayaneela PrawinNessuna valutazione finora
- Aluminum Welding GuideDocumento35 pagineAluminum Welding Guidenavas100% (1)
- Weldability of Materials - Copper and Copper AlloysDocumento5 pagineWeldability of Materials - Copper and Copper AlloysmanimaranNessuna valutazione finora
- Tips For The Practitioner.: Flame StraighteningDocumento2 pagineTips For The Practitioner.: Flame StraighteningmikirscNessuna valutazione finora
- 11 Common Welding Defects and How To Prevent ThemDocumento7 pagine11 Common Welding Defects and How To Prevent ThemRez HabloNessuna valutazione finora
- Maxal Guide For Aluminum (Guía para Aluminio)Documento44 pagineMaxal Guide For Aluminum (Guía para Aluminio)Jose AntonioNessuna valutazione finora
- Weldability - Introduction To MIG WeldingDocumento16 pagineWeldability - Introduction To MIG WeldingMaureen BairdNessuna valutazione finora
- Welding: Munther DiyabDocumento113 pagineWelding: Munther DiyabMunther MohdNessuna valutazione finora
- 2 Classification of Welding PDFDocumento31 pagine2 Classification of Welding PDFSiva Narendra100% (2)
- Welding Symbols (As Per ISO 2553) and Weld Joint DesignDocumento22 pagineWelding Symbols (As Per ISO 2553) and Weld Joint DesignMuhammed SulfeekNessuna valutazione finora
- GMAW FundamentalsDocumento18 pagineGMAW FundamentalsYusup MulyanaNessuna valutazione finora
- WeldingDocumento23 pagineWeldingBilal TayyabNessuna valutazione finora
- Heat Treatment of SteelDocumento11 pagineHeat Treatment of SteelMohamed El-gammalNessuna valutazione finora
- Soldering & Brazing: Unit-IvDocumento15 pagineSoldering & Brazing: Unit-IvRamu AmaraNessuna valutazione finora
- Drawing B BS 499 Part. 2Documento10 pagineDrawing B BS 499 Part. 2محمد اظهرNessuna valutazione finora
- Weldability of MaterialsDocumento5 pagineWeldability of MaterialsclnNessuna valutazione finora
- Welding ConsumablesDocumento1 paginaWelding ConsumablesBalakumarNessuna valutazione finora
- Welding SGDocumento76 pagineWelding SGPrasoon ChaturvediNessuna valutazione finora
- Electrode Converted Into TextDocumento14 pagineElectrode Converted Into TextNeha NimbarkNessuna valutazione finora
- Module3 - Welding ProcessesDocumento155 pagineModule3 - Welding ProcessesPurvesh NanavatiNessuna valutazione finora
- Thermanit 17-06 (Boehler)Documento1 paginaThermanit 17-06 (Boehler)queno1Nessuna valutazione finora
- Fundamentals of Welding InspectionDocumento53 pagineFundamentals of Welding InspectionIlyes kNessuna valutazione finora
- Heat Treatment of SteelsDocumento9 pagineHeat Treatment of SteelsEhsan KhanNessuna valutazione finora
- Prevent CrackingDocumento2 paginePrevent CrackingRafeek ShaikhNessuna valutazione finora
- Hydro Aluminium - AlSi7Mg0.6Documento2 pagineHydro Aluminium - AlSi7Mg0.6Raj PrasanthNessuna valutazione finora
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocumento41 pagineIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNessuna valutazione finora
- Iwe Mig Welding MachineDocumento2 pagineIwe Mig Welding Machinem ramakrishna reddyNessuna valutazione finora
- Frictional Stir WeldingDocumento12 pagineFrictional Stir Weldingmicmech100% (2)
- What Is Peening?: Frequently Asked QuestionsDocumento2 pagineWhat Is Peening?: Frequently Asked QuestionstuanNessuna valutazione finora
- CSWIP NotesDocumento6 pagineCSWIP Notestulasirao.nammiNessuna valutazione finora
- Welding Process & DefectsDocumento11 pagineWelding Process & DefectsAbhishek TalujaNessuna valutazione finora
- Welding DefectDocumento33 pagineWelding DefectabdoNessuna valutazione finora
- Physics of WeldingDocumento3 paginePhysics of WeldingKhurram RehmanNessuna valutazione finora
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDocumento60 pagineInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanNessuna valutazione finora
- WRIDocumento51 pagineWRIHarsha Vardhan Meduri100% (1)
- Submerged Arc Welding: by L D PoyyaraDocumento29 pagineSubmerged Arc Welding: by L D PoyyararajeshNessuna valutazione finora
- 01 - WELDING DEFECTS (Surface) - May 2021Documento28 pagine01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNessuna valutazione finora
- Physics of Welding Better VersionDocumento3 paginePhysics of Welding Better VersionKhurram RehmanNessuna valutazione finora
- Module 8 Welding Metallurgy For The WIDocumento39 pagineModule 8 Welding Metallurgy For The WIMiki Jaksic100% (1)
- How To Weld S Duplex SsDocumento47 pagineHow To Weld S Duplex Sszebra9368Nessuna valutazione finora
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDa EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNessuna valutazione finora
- The Complete Guide to Telephone Interview Questions and AnswersDa EverandThe Complete Guide to Telephone Interview Questions and AnswersNessuna valutazione finora
- Bend Test SummaryDocumento4 pagineBend Test SummaryManish MNessuna valutazione finora
- CTOD Testing: Job Knowledge 76Documento3 pagineCTOD Testing: Job Knowledge 76kevin herryNessuna valutazione finora
- Copper and Copper AlloysDocumento3 pagineCopper and Copper Alloyskevin herryNessuna valutazione finora
- Creep and Creep TestingDocumento3 pagineCreep and Creep Testingkevin herryNessuna valutazione finora
- Cast Irons: Job Knowledge 25 Weldability of MaterialsDocumento3 pagineCast Irons: Job Knowledge 25 Weldability of Materialskevin herryNessuna valutazione finora
- Air Carbon Arc GougingDocumento2 pagineAir Carbon Arc Gougingkevin herry100% (1)
- Braze WeldingDocumento2 pagineBraze Weldingkevin herryNessuna valutazione finora
- ASME IX Interpretation-Part7Documento37 pagineASME IX Interpretation-Part7kevin herryNessuna valutazione finora
- Salary Guide 2016Documento44 pagineSalary Guide 2016sharfutaj100% (2)
- ASME IX Interpretation-Part12Documento39 pagineASME IX Interpretation-Part12kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part11Documento40 pagineASME IX Interpretation-Part11kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part10Documento40 pagineASME IX Interpretation-Part10kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part9Documento36 pagineASME IX Interpretation-Part9kevin herry100% (1)
- ASME IX Interpretation-Part7Documento37 pagineASME IX Interpretation-Part7kevin herryNessuna valutazione finora
- ASME IX Interpretation-Part6Documento36 pagineASME IX Interpretation-Part6kevin herry100% (1)
- ASME IX Interpretation-Part4Documento46 pagineASME IX Interpretation-Part4kevin herryNessuna valutazione finora
- CSWIP 3.2 Course Notes 2015Documento1 paginaCSWIP 3.2 Course Notes 2015kevin herry50% (2)
- Vinam Oil Tools: Completion Manufacturing Plant Vietnam, May 2019Documento26 pagineVinam Oil Tools: Completion Manufacturing Plant Vietnam, May 2019donhan91Nessuna valutazione finora
- CAR No 01Documento2 pagineCAR No 01Ra'oufAli-zadehNessuna valutazione finora
- Powder Metallurgy Diamond Tools - A Review of Manufacturing RoutesDocumento8 paginePowder Metallurgy Diamond Tools - A Review of Manufacturing RoutesJan KoNessuna valutazione finora
- EXTRACTION OF METALS Form 3 .2Documento9 pagineEXTRACTION OF METALS Form 3 .2itsshaunboteNessuna valutazione finora
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDocumento4 pagineHigh-Carbon Anti-Friction Bearing Steel: Standard Specification Forsharon blushteinNessuna valutazione finora
- Materials Today: Proceedings: S. Jayasathyakawin, M. Ravichandran, N. Baskar, C. Anand Chairman, R. BalasundaramDocumento6 pagineMaterials Today: Proceedings: S. Jayasathyakawin, M. Ravichandran, N. Baskar, C. Anand Chairman, R. BalasundaramNileshTipanNessuna valutazione finora
- Extrusion and Air-Water Cooling of Al Si1Mgmn Alloy Extruded ProfilesDocumento8 pagineExtrusion and Air-Water Cooling of Al Si1Mgmn Alloy Extruded ProfilesJuan Andrés Díaz RiveroNessuna valutazione finora
- Az Acel EdzeseDocumento24 pagineAz Acel EdzeseAdorjan Sandor ZoltanNessuna valutazione finora
- MIneralsDocumento6 pagineMIneralsSam PunzalanNessuna valutazione finora
- Electrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caDocumento28 pagineElectrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caBasilia YulianiNessuna valutazione finora
- Atlas of Rock-Forming Minerals in Thin SectionDocumento106 pagineAtlas of Rock-Forming Minerals in Thin Sectionmouad ouhNessuna valutazione finora
- Astm E34-2011Documento3 pagineAstm E34-2011Makarius YanuantoNessuna valutazione finora
- Codes Standards For Structural Steel Fabrication ErectionDocumento7 pagineCodes Standards For Structural Steel Fabrication Erectionelangorenga67% (3)
- Aws American Welding Society ﺎﻜﯾﺮﻣآ شﻮﺟ ﻦﻤﺠﻧا دراﺪﻧﺎﺘﺳا: Pdf Created With Pdffactory Pro Trial VersionDocumento33 pagineAws American Welding Society ﺎﻜﯾﺮﻣآ شﻮﺟ ﻦﻤﺠﻧا دراﺪﻧﺎﺘﺳا: Pdf Created With Pdffactory Pro Trial VersionAli SASSINessuna valutazione finora
- Hull Cell ReviewDocumento4 pagineHull Cell ReviewR.SubramanianNessuna valutazione finora
- M y Units of Gasket Seating StressDocumento11 pagineM y Units of Gasket Seating StressLcm TnlNessuna valutazione finora
- Improvement of Mechanical Properties of Alloy Steel Type (40x) by Using Heat TreatmentsDocumento11 pagineImprovement of Mechanical Properties of Alloy Steel Type (40x) by Using Heat Treatmentsyared sitotawNessuna valutazione finora
- Annex E Severity Levels For Copper Alloy Castings: (Normative)Documento2 pagineAnnex E Severity Levels For Copper Alloy Castings: (Normative)bhavin178Nessuna valutazione finora
- Standard Designation of SteelsDocumento7 pagineStandard Designation of SteelsRidvan GecuNessuna valutazione finora
- Hot Rolled Seamless Tubes For Mechanical ApplicationsDocumento8 pagineHot Rolled Seamless Tubes For Mechanical ApplicationsRaúl Venegas MunitaNessuna valutazione finora
- Reducing Die Soldering in Die Casting - NADCADocumento33 pagineReducing Die Soldering in Die Casting - NADCAAntonio MagañaNessuna valutazione finora
- Metallic Material SpecificationDocumento8 pagineMetallic Material SpecificationReginaldo SantosNessuna valutazione finora
- SSPDocumento16 pagineSSPRaghunath Veeramani100% (1)
- FILLER WIRE-COuNTRY COMPAREDocumento55 pagineFILLER WIRE-COuNTRY COMPAREJR MohanNessuna valutazione finora
- Guhring CatalogueDocumento603 pagineGuhring CatalogueLCF LEONGNessuna valutazione finora
- Unit 4 Chemical Nomenclature-ExeciseDocumento20 pagineUnit 4 Chemical Nomenclature-ExeciseAnitaNessuna valutazione finora
- Assab TableDocumento8 pagineAssab TableIhfan MohdNessuna valutazione finora
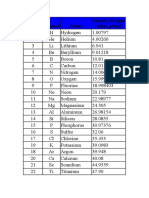
- Atomic Number Symbol Name Atomic Weight (Amu, G/mol)Documento5 pagineAtomic Number Symbol Name Atomic Weight (Amu, G/mol)Strata GamingNessuna valutazione finora
- Microstrip 2001Documento1 paginaMicrostrip 2001Aroa ChansNessuna valutazione finora
- Gemstones of Pakistan: Bilal Ahmad SarwarDocumento17 pagineGemstones of Pakistan: Bilal Ahmad Sarwarbilal ahmadNessuna valutazione finora