Potrebbero piacerti anche
- Batch Reactive DistillationDocumento7 pagineBatch Reactive DistillationChalmer BelaroNessuna valutazione finora
- Imine ReductionDocumento4 pagineImine ReductionRatna Siti KhodijahNessuna valutazione finora
- Cabeq 2011 02 Verzija 4 Chapter8Documento7 pagineCabeq 2011 02 Verzija 4 Chapter8Delicz TanNessuna valutazione finora
- Proposal For DDGS DryerDocumento15 pagineProposal For DDGS Dryernirmal krisnaNessuna valutazione finora
- The+Design+and+Control+of+Distillation+Column+with+Side+Reactors+for CompressedDocumento8 pagineThe+Design+and+Control+of+Distillation+Column+with+Side+Reactors+for CompressedElizabeth PatrickNessuna valutazione finora
- Isobaric Vapor-Liquid Equilibrium For Binary System of Methanol and AcetonitrileDocumento4 pagineIsobaric Vapor-Liquid Equilibrium For Binary System of Methanol and AcetonitrileAlejandra Rodríguez MorenoNessuna valutazione finora
- Physical Properties TableDocumento32 paginePhysical Properties Tablemidooooo198767% (3)
- Extractive Distillation of Toluene & Methylcyclohexane Using PhenolDocumento2 pagineExtractive Distillation of Toluene & Methylcyclohexane Using PhenolNIKHIL SHINDENessuna valutazione finora
- Final Detailed Fermenter DesignDocumento24 pagineFinal Detailed Fermenter DesignRaian Yousuf TanmoyNessuna valutazione finora
- Pid Engtech Pilot Plants v04pdfDocumento20 paginePid Engtech Pilot Plants v04pdfFaizan SarangNessuna valutazione finora
- Student Unit Op Lab Manual - Thin Film Evaporator PDFDocumento5 pagineStudent Unit Op Lab Manual - Thin Film Evaporator PDFMuiz MoktarNessuna valutazione finora
- Evaporation Principles and Black Liquor Properties: David T. Clay, PH.DDocumento6 pagineEvaporation Principles and Black Liquor Properties: David T. Clay, PH.DJKKNessuna valutazione finora
- Hitachi S-4700 InstructionsDocumento19 pagineHitachi S-4700 InstructionssuperheoNessuna valutazione finora
- MSG - FermenterDocumento23 pagineMSG - FermenterkennethmsorianoNessuna valutazione finora
- Switch CondenserDocumento14 pagineSwitch CondenserKader GüngörNessuna valutazione finora
- Steam Condensation ReportDocumento17 pagineSteam Condensation ReportKingsley EdemidiongNessuna valutazione finora
- Melt CrystallizationDocumento10 pagineMelt Crystallizationarsh19706636Nessuna valutazione finora
- Adsorption Column Specs Rev1Documento6 pagineAdsorption Column Specs Rev1dedyNessuna valutazione finora
- PARAXYLENEDocumento2 paginePARAXYLENEslct88Nessuna valutazione finora
- Pressure-Swing Reactive Distillation Process For Transesterification of Methyl Acetate With IsopropanolDocumento3 paginePressure-Swing Reactive Distillation Process For Transesterification of Methyl Acetate With IsopropanolMahesh ChantarkarNessuna valutazione finora
- Ammonia ReactorDocumento11 pagineAmmonia ReactorRh GladysNessuna valutazione finora
- Calulation of Heat Sterilization Time of Fermentation MediaDocumento8 pagineCalulation of Heat Sterilization Time of Fermentation Mediahansenmike698105Nessuna valutazione finora
- H Vs V CondensersDocumento1 paginaH Vs V CondensersParth PurohitNessuna valutazione finora
- Proces Equipment Design Guide For FermenDocumento23 pagineProces Equipment Design Guide For FermenTheodoros AtheridisNessuna valutazione finora
- Supercritical Fluid Extraction of Ethanol From Aqueous SolutionsDocumento11 pagineSupercritical Fluid Extraction of Ethanol From Aqueous SolutionsPedro LisboaNessuna valutazione finora
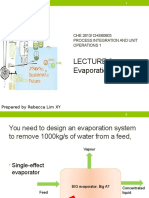
- Lecture 3 PIU1 0316 - Evaporation 3Documento42 pagineLecture 3 PIU1 0316 - Evaporation 3Rashmi Walvekar SiddiquiNessuna valutazione finora
- Design of Ejector Parameters and Geometr PDFDocumento6 pagineDesign of Ejector Parameters and Geometr PDFlkumar4454Nessuna valutazione finora
- Vapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-EnsembleDocumento13 pagineVapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-EnsembleEuse CalleNessuna valutazione finora
- 06-449T R.1 PDFDocumento76 pagine06-449T R.1 PDFKhaqqul YaqinNessuna valutazione finora
- Guide To Furnace SootblowingDocumento40 pagineGuide To Furnace SootblowingnarayananaliveNessuna valutazione finora
- Convection Heat Transfer CoefficientDocumento9 pagineConvection Heat Transfer CoefficientAnonymous sAmJfcVNessuna valutazione finora
- Determination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorDocumento7 pagineDetermination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorSeyit AvcuNessuna valutazione finora
- Specifition-Sheet For Evaporator 1. Customer Details A. B. C. D. E. 2. Data Required For EvaporatorDocumento2 pagineSpecifition-Sheet For Evaporator 1. Customer Details A. B. C. D. E. 2. Data Required For EvaporatorTowfiq Hossain TaskuNessuna valutazione finora
- Preliminary Design of RDDocumento22 paginePreliminary Design of RDDhanashree JagtapNessuna valutazione finora
- Helmholtz Energy Equation of StateDocumento10 pagineHelmholtz Energy Equation of StateSantiago MolinaNessuna valutazione finora
- HumidificationDocumento68 pagineHumidificationA AshokNessuna valutazione finora
- Indus Waste ProblemsDocumento3 pagineIndus Waste ProblemsZeus Ian DuarteNessuna valutazione finora
- Condenser 69-83Documento15 pagineCondenser 69-83DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Heuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewDocumento18 pagineHeuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewFDNessuna valutazione finora
- RCMDocumento15 pagineRCMAdzamNessuna valutazione finora
- 2 - Heat of Solution and Mixing PDFDocumento33 pagine2 - Heat of Solution and Mixing PDFshifa veronicaNessuna valutazione finora
- Separations and Reactors Design Project Production of Allyl ChlorideDocumento8 pagineSeparations and Reactors Design Project Production of Allyl ChlorideAdelina SimionNessuna valutazione finora
- Aspen Plus Simulation of Polyethylene GasificationDocumento17 pagineAspen Plus Simulation of Polyethylene Gasificationkishna009Nessuna valutazione finora
- Simulation of The Aromatic Recovery Process by Extractive DistillationDocumento5 pagineSimulation of The Aromatic Recovery Process by Extractive DistillationaegosmithNessuna valutazione finora
- Brochure AlfaLavalDocumento16 pagineBrochure AlfaLavalCosmin StirpuNessuna valutazione finora
- Overall Flowsheet Simulation Benzene Cyclohexane TW6Documento7 pagineOverall Flowsheet Simulation Benzene Cyclohexane TW6Mitesh ParmarNessuna valutazione finora
- 1996 - Walford - Composition of Cane JuiceDocumento2 pagine1996 - Walford - Composition of Cane JuiceMartha GamalNessuna valutazione finora
- Pde ReportDocumento10 paginePde ReportChellam Siva Chellam SivaNessuna valutazione finora
- Calculate Outside Heat Transfr Coeff. For JacketDocumento6 pagineCalculate Outside Heat Transfr Coeff. For JacketSuryakant RanderiNessuna valutazione finora
- Sample Refrigeration UnitDocumento29 pagineSample Refrigeration UnitatiqahNessuna valutazione finora
- Chlorine: International Thermodynamic Tables of the Fluid StateDa EverandChlorine: International Thermodynamic Tables of the Fluid StateNessuna valutazione finora
- Supercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsDa EverandSupercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsSamuel P. SawanNessuna valutazione finora
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsDa EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNessuna valutazione finora
- Chemical Reactor Design, Optimization, and ScaleupDa EverandChemical Reactor Design, Optimization, and ScaleupNessuna valutazione finora
- 99992025 (1)Documento3 pagine99992025 (1)ankit singhNessuna valutazione finora
- Design and Control of A Separation Process For Bioethanol Purification by Reactive DistillationDocumento6 pagineDesign and Control of A Separation Process For Bioethanol Purification by Reactive DistillationsamandondonNessuna valutazione finora
- ReportDocumento5 pagineReportAniruddhaDuttaNessuna valutazione finora
- 1 s2.0 S0263876215003330 MainDocumento11 pagine1 s2.0 S0263876215003330 MainAhmad MuzammilNessuna valutazione finora
- ChemCAD Process ModellingDocumento26 pagineChemCAD Process ModellingDavion StewartNessuna valutazione finora
- Ethanol and Its Halal Status in Food IndustriesDocumento15 pagineEthanol and Its Halal Status in Food IndustriesAdam SmithNessuna valutazione finora
- Flash Distillation: All Rights Reserved. Armando B. Corripio, PHD, Pe. 2013Documento29 pagineFlash Distillation: All Rights Reserved. Armando B. Corripio, PHD, Pe. 2013beshoy naseefNessuna valutazione finora
- Ped IDocumento92 paginePed IPriyank KhirsariyaNessuna valutazione finora
- Sharma 2010Documento57 pagineSharma 2010Aline HunoNessuna valutazione finora
- Che453a FCHDocumento2 pagineChe453a FCHNarendraKViddaNessuna valutazione finora
- Process Synthesis and DesignDocumento21 pagineProcess Synthesis and Designkishore dasmunshiNessuna valutazione finora
- NCERT Exemplar For Class 12 Chemistry Chapter 2Documento37 pagineNCERT Exemplar For Class 12 Chemistry Chapter 2Shinchan in HindiNessuna valutazione finora
- Fractional Distillation: Organic Lab - AemoodyDocumento2 pagineFractional Distillation: Organic Lab - AemoodyJose BelisarNessuna valutazione finora
- Answers & Solutions: NEET (UG) - 2019Documento37 pagineAnswers & Solutions: NEET (UG) - 2019Thirupathi ReddyNessuna valutazione finora
- Process Analysis and Simulation in Chemical EngineeringDocumento16 pagineProcess Analysis and Simulation in Chemical EngineeringFrancisco Zirate MuroNessuna valutazione finora
- 10 1 1 552 1294 PDFDocumento51 pagine10 1 1 552 1294 PDFHarsh PatelNessuna valutazione finora
- DistillationDocumento16 pagineDistillationAnonymous FGzDAs0SoNessuna valutazione finora
- Namma Kalvi 11th Chemistry Unit 11 Study Material em 215587Documento9 pagineNamma Kalvi 11th Chemistry Unit 11 Study Material em 215587prathiksha6660Nessuna valutazione finora
- Mains-Narayana Question Paper For Specific TopicsDocumento11 pagineMains-Narayana Question Paper For Specific Topics10C-sai sachin adithya .Mk-TNessuna valutazione finora
- Unit Operation - PPTX Version 1Documento62 pagineUnit Operation - PPTX Version 1abdo magdyNessuna valutazione finora
- AES NotesDocumento182 pagineAES NotesPeterson AlvesNessuna valutazione finora
- Separation ProcessesDocumento57 pagineSeparation ProcessesAngelo X0% (1)
- Dehydration of Isopropanol by Batch Heteroazeotropic Distillation With Toluene As EntrainerDocumento6 pagineDehydration of Isopropanol by Batch Heteroazeotropic Distillation With Toluene As Entrainermohammed Al-basrawiNessuna valutazione finora
- ECUST PROII Advanced Training PDFDocumento118 pagineECUST PROII Advanced Training PDFframon.chem35Nessuna valutazione finora
- Simulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentDocumento12 pagineSimulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentViona WidyaNessuna valutazione finora
- Distillation FINALDocumento9 pagineDistillation FINALvivianzhu120Nessuna valutazione finora
- Two-Component Phase Equilibria III Ideal and Non-Ideal SolutionsDocumento6 pagineTwo-Component Phase Equilibria III Ideal and Non-Ideal SolutionssgybleeNessuna valutazione finora
- CAPE Chemistry Syllabus Unit 2 Page 1 of 12: Structure and Formulae (Module 1)Documento12 pagineCAPE Chemistry Syllabus Unit 2 Page 1 of 12: Structure and Formulae (Module 1)Fabian SealeyNessuna valutazione finora
- Review Distillation PDFDocumento35 pagineReview Distillation PDFsupercubos1Nessuna valutazione finora
- Lecture 14 Absolute AlcoholDocumento5 pagineLecture 14 Absolute Alcoholdeepak pandey0% (1)
- Solutions - Revision Book Chemistry PDFDocumento89 pagineSolutions - Revision Book Chemistry PDFJatin GoyalNessuna valutazione finora
- Phase Diagrams of MixturesDocumento24 paginePhase Diagrams of MixturesmohammedNessuna valutazione finora
- Solutions: Dav Police Public School Panipat Holidays Homework Class: Xii Subject: ChemistryDocumento6 pagineSolutions: Dav Police Public School Panipat Holidays Homework Class: Xii Subject: Chemistrydavians daviansNessuna valutazione finora
- Fayaz Report On Challenges Associated With Sepn of Hcl-Water Azeotrope 04.08Documento27 pagineFayaz Report On Challenges Associated With Sepn of Hcl-Water Azeotrope 04.08fayaz5uin1234Nessuna valutazione finora