Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Upstream Process Engineering Course: 5. Produced WaterDocumento27 pagineUpstream Process Engineering Course: 5. Produced WaterMohamed SelimNessuna valutazione finora
- Inv ItemDocumento127 pagineInv Itemprabhu181Nessuna valutazione finora
- Buchholz Relay OperationDocumento71 pagineBuchholz Relay Operationlinus abrahamNessuna valutazione finora
- Shape and Volume: A Presentation On AcousticsDocumento35 pagineShape and Volume: A Presentation On AcousticsSiddharth BhandariNessuna valutazione finora
- Chapter 1 - Distillation PDFDocumento107 pagineChapter 1 - Distillation PDFFatin Natasha NazriNessuna valutazione finora
- Sagd UkDocumento16 pagineSagd UkcandratrikusumaNessuna valutazione finora
- EMCO WHEATON - Marine Loading Arm - 30696-13744 PDFDocumento8 pagineEMCO WHEATON - Marine Loading Arm - 30696-13744 PDFcandratrikusumaNessuna valutazione finora
- Yalesystems Katalog Jib PDFDocumento12 pagineYalesystems Katalog Jib PDFcandratrikusumaNessuna valutazione finora
- Systemair - Вентиляторы 2012Documento403 pagineSystemair - Вентиляторы 2012andreys_k-g-uNessuna valutazione finora
- Deep Well Pump - Monarch 30, 50, 85gpm Submerssible Pump Tech SheetsDocumento6 pagineDeep Well Pump - Monarch 30, 50, 85gpm Submerssible Pump Tech SheetscandratrikusumaNessuna valutazione finora
- Transcat GE Druck - Multi Function Hand Pump - P606-4110 - ManualDocumento4 pagineTranscat GE Druck - Multi Function Hand Pump - P606-4110 - ManualcandratrikusumaNessuna valutazione finora
- fdb2 - Fire and Damper PDFDocumento4 paginefdb2 - Fire and Damper PDFcandratrikusumaNessuna valutazione finora
- Stainless Steel - Grade 304 (UNS S30400)Documento8 pagineStainless Steel - Grade 304 (UNS S30400)candratrikusumaNessuna valutazione finora
- Battery Room Design Review Checklist 2014Documento3 pagineBattery Room Design Review Checklist 2014candratrikusuma100% (1)
- PL 3900 Battery Room Ventilation SystemDocumento2 paginePL 3900 Battery Room Ventilation SystemcandratrikusumaNessuna valutazione finora
- ZEF Elevated Flare Specifications JohnzinkDocumento8 pagineZEF Elevated Flare Specifications JohnzinkcandratrikusumaNessuna valutazione finora
- Midterm Exam Summary For Data Communications PDFDocumento9 pagineMidterm Exam Summary For Data Communications PDFKit Jason MonjeNessuna valutazione finora
- Chm361-Chapter 3 SolidDocumento60 pagineChm361-Chapter 3 Solidfatin harrisNessuna valutazione finora
- Weebly ReportDocumento15 pagineWeebly Reportapi-316004735Nessuna valutazione finora
- Sap Query Procedure (Sqvi)Documento8 pagineSap Query Procedure (Sqvi)nona_rose218Nessuna valutazione finora
- Dh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraDocumento3 pagineDh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraSteve CheaNessuna valutazione finora
- Carbon Compounds: Standard/ Class/ Grade - 10 SSC, CBSE - 8 ICSEDocumento53 pagineCarbon Compounds: Standard/ Class/ Grade - 10 SSC, CBSE - 8 ICSEsaintEmNessuna valutazione finora
- LISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesDocumento10 pagineLISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesJavier DavidNessuna valutazione finora
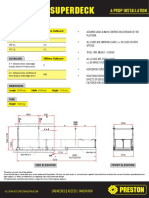
- SuperDeck All ModelsDocumento12 pagineSuperDeck All Modelsarthur chungNessuna valutazione finora
- Teaching Addition Facts PDFDocumento75 pagineTeaching Addition Facts PDFsoraya gonzalezNessuna valutazione finora
- Bluebeam Revu Keyboard Shortcuts 2017-UKDocumento8 pagineBluebeam Revu Keyboard Shortcuts 2017-UKStigNessuna valutazione finora
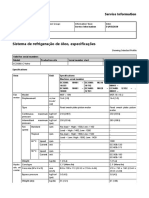
- Sistema de Refrigeração de Óleo, EspecificaçõesDocumento2 pagineSistema de Refrigeração de Óleo, EspecificaçõesAlexandreNessuna valutazione finora
- CFR 2011 Title49 Vol3 SubtitleBDocumento626 pagineCFR 2011 Title49 Vol3 SubtitleBmgmqroNessuna valutazione finora
- IT6602 SA Coaching Class QuestionsDocumento3 pagineIT6602 SA Coaching Class QuestionsvinothNessuna valutazione finora
- Module 5 Grade 10 FinalDocumento9 pagineModule 5 Grade 10 FinalSandy CarbonillaNessuna valutazione finora
- Module 2 Notes - PSOCDocumento24 pagineModule 2 Notes - PSOCpriyaNessuna valutazione finora
- Konfigurimi 02 - SkylightDocumento3 pagineKonfigurimi 02 - Skylightismet mehmetiNessuna valutazione finora
- Differentiation11 21Documento75 pagineDifferentiation11 21Maryam ShahidNessuna valutazione finora
- FMC - Novolastic Subsea Thermal Insulation - LOW RESDocumento3 pagineFMC - Novolastic Subsea Thermal Insulation - LOW RESalphading50% (2)
- Electrical Submersible Pump HandbookDocumento67 pagineElectrical Submersible Pump HandbookAnonymous Xy309m9Sm9Nessuna valutazione finora
- Mathematics (0580/13) October/November 2019Documento12 pagineMathematics (0580/13) October/November 2019kdebipershadNessuna valutazione finora
- Nilfisk 2016Documento12 pagineNilfisk 2016Ilham HamidNessuna valutazione finora
- Money Calculations (F)Documento14 pagineMoney Calculations (F)Pavan GhelaniNessuna valutazione finora
- Fixed Frequency, 99% Duty Cycle Peak Current Mode Notebook System Power ControllerDocumento44 pagineFixed Frequency, 99% Duty Cycle Peak Current Mode Notebook System Power ControllerAualasNessuna valutazione finora
- TCL CommandsDocumento52 pagineTCL Commandssurya_gaddeNessuna valutazione finora
- Aksa Ajd170Documento5 pagineAksa Ajd170mhmmd14Nessuna valutazione finora