Potrebbero piacerti anche
- Productivity and Reliability-Based Maintenance Management, Second EditionDa EverandProductivity and Reliability-Based Maintenance Management, Second EditionNessuna valutazione finora
- Traditipn Production Planning and ControlDocumento16 pagineTraditipn Production Planning and ControlpaulineNessuna valutazione finora
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Documento5 pagineFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinNessuna valutazione finora
- Generic: Process Step Illustration 1.3Documento4 pagineGeneric: Process Step Illustration 1.3idenbelleNessuna valutazione finora
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionDa EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNessuna valutazione finora
- Stage Step (Nakajima's 12 Steps) : Decision To Introduce TPMDocumento16 pagineStage Step (Nakajima's 12 Steps) : Decision To Introduce TPMKarisma Lumban GaolNessuna valutazione finora
- Presentation Total Productive Maintenance (TPM)Documento14 paginePresentation Total Productive Maintenance (TPM)jaanus143Nessuna valutazione finora
- TPM NL 03-05-2010Documento12 pagineTPM NL 03-05-2010Prathibha GowdaNessuna valutazione finora
- TPMDocumento42 pagineTPMSrinivasan VenkatNessuna valutazione finora
- SMED single minute exchange of die A Complete Guide - 2019 EditionDa EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNessuna valutazione finora
- Module - 4Documento71 pagineModule - 4Anand ANessuna valutazione finora
- Return On Investment A Complete Guide - 2019 EditionDa EverandReturn On Investment A Complete Guide - 2019 EditionNessuna valutazione finora
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocumento80 pagineLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarNessuna valutazione finora
- Multi SkillDocumento6 pagineMulti SkillK.s. RameshNessuna valutazione finora
- Agile Manufacturing CaseDocumento3 pagineAgile Manufacturing CaseAngela Vesleño100% (1)
- Improve Business - Kobetsu KaizenDocumento4 pagineImprove Business - Kobetsu KaizenRishabh JainNessuna valutazione finora
- Total Quality ManagementDocumento7 pagineTotal Quality ManagementmansoorliveNessuna valutazione finora
- An Introduction To Total Pr...Documento9 pagineAn Introduction To Total Pr...Abhinav JainNessuna valutazione finora
- Design FMEA 2-Day Workshop by TetrahedronDocumento2 pagineDesign FMEA 2-Day Workshop by TetrahedrontetrahedronNessuna valutazione finora
- Automotive Quality Management Systems A Complete Guide - 2020 EditionDa EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionNessuna valutazione finora
- Lean IntroDocumento27 pagineLean Introjitendrasutar1975Nessuna valutazione finora
- Low Cost AutomationDocumento2 pagineLow Cost AutomationTejas shastrakarNessuna valutazione finora
- A.introduction of Low Cost AutomationDocumento5 pagineA.introduction of Low Cost AutomationssrgmanNessuna valutazione finora
- AM BookDocumento45 pagineAM BookGopal KrishnanNessuna valutazione finora
- VE2Documento90 pagineVE2Avinash M. KatkarNessuna valutazione finora
- Design of Fit Between Die and InsertDocumento4 pagineDesign of Fit Between Die and InsertInnovative Research PublicationsNessuna valutazione finora
- Five Steps To Improve ProductivityDocumento2 pagineFive Steps To Improve ProductivityManojNessuna valutazione finora
- TPM Literature ReviewDocumento49 pagineTPM Literature ReviewJosep PeterNessuna valutazione finora
- Cellular ManufacturingDocumento25 pagineCellular ManufacturingApoorv Mathur100% (1)
- TQMDocumento866 pagineTQMSrishti KhandagaleNessuna valutazione finora
- Supplier Quality Assurance in Auto SectorDocumento27 pagineSupplier Quality Assurance in Auto SectorPrakashRaiNessuna valutazione finora
- World Class Manufacturing MBA Sem IV-Spl. OM PDFDocumento157 pagineWorld Class Manufacturing MBA Sem IV-Spl. OM PDFsumit verma100% (2)
- Focused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelDocumento26 pagineFocused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelLamis EssamNessuna valutazione finora
- AssemblyDocumento26 pagineAssemblySahil GuptaNessuna valutazione finora
- QC RelatedDocumento7 pagineQC Relatedvij2009Nessuna valutazione finora
- Single Minute Exchange of Dies College ProjectDocumento99 pagineSingle Minute Exchange of Dies College ProjectAkshay Shah50% (2)
- 16 LossesDocumento2 pagine16 LossesShekhar9Nessuna valutazione finora
- Improving Productivity by Reducing Wastages in Manufacturing ProcessDocumento12 pagineImproving Productivity by Reducing Wastages in Manufacturing ProcessTJPRC PublicationsNessuna valutazione finora
- Times of Change Offer The Biggest Opportunities!Documento6 pagineTimes of Change Offer The Biggest Opportunities!Oscar OrtizNessuna valutazione finora
- Total Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaDocumento72 pagineTotal Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaManikyala RaoNessuna valutazione finora
- Autonomous MaintenanceDocumento7 pagineAutonomous Maintenancenavi3281Nessuna valutazione finora
- Black BookDocumento54 pagineBlack BookYashrajNessuna valutazione finora
- TPM SeminarDocumento8 pagineTPM SeminarVishnu NairNessuna valutazione finora
- Schneider Production System: The Global Specialist in Energy ManagementDocumento16 pagineSchneider Production System: The Global Specialist in Energy ManagementAmrNessuna valutazione finora
- TPM Kick-Off: Newsletter From CII TPM Club IndiaDocumento6 pagineTPM Kick-Off: Newsletter From CII TPM Club IndiaNarendran100% (1)
- Objective Tree MethodDocumento13 pagineObjective Tree MethodGrk GuptaNessuna valutazione finora
- Lean Manufacturing in Toyota Motor CorporationDocumento8 pagineLean Manufacturing in Toyota Motor CorporationArousha SultanNessuna valutazione finora
- Manufacturing Engineering IDocumento4 pagineManufacturing Engineering Iahmish kabbaxe100% (1)
- Unilever HPC NA Overall Equipment Effectiveness Overview OMAC PresentationDocumento32 pagineUnilever HPC NA Overall Equipment Effectiveness Overview OMAC PresentationGURMUKH SINGHNessuna valutazione finora
- World Class Manufacturing ManagementDocumento2 pagineWorld Class Manufacturing ManagementShashank BurdeNessuna valutazione finora
- GANESH VMC-2818: When Real Metal Removal Capability and Precision Machining Matters!!Documento11 pagineGANESH VMC-2818: When Real Metal Removal Capability and Precision Machining Matters!!Arul SakthiNessuna valutazione finora
- KaizenDocumento40 pagineKaizenAshish KulkarniNessuna valutazione finora
- OEE PresentationDocumento33 pagineOEE PresentationRoshan YaduwanshiNessuna valutazione finora
- Profiting Through Quality Improving 'Right First Time' PDFDocumento40 pagineProfiting Through Quality Improving 'Right First Time' PDFVishal kumarNessuna valutazione finora
- Compound Machine ReportDocumento9 pagineCompound Machine Reportapi-300746898Nessuna valutazione finora
- Mec 05Documento392 pagineMec 05Yen NguyenNessuna valutazione finora
- Lean Manufacturing in Garment IndustryDocumento9 pagineLean Manufacturing in Garment IndustryMathews PJNessuna valutazione finora
- Assembly Line BalancingDocumento17 pagineAssembly Line BalancingHarshad_SNessuna valutazione finora
- Assembly Line BalancingDocumento17 pagineAssembly Line BalancingHarshad_S50% (2)
- Project To Estimate The New Shot Blasting & Painting Facility For New ProjectDocumento24 pagineProject To Estimate The New Shot Blasting & Painting Facility For New ProjectHarshad_SNessuna valutazione finora
- Keikaku Hozen Master PlanDocumento9 pagineKeikaku Hozen Master PlanHarshad_SNessuna valutazione finora
- Productivity Improvement of Conventional Drilling MachineDocumento38 pagineProductivity Improvement of Conventional Drilling MachineHarshad_S50% (2)
- 5 Quality MaintenenceDocumento76 pagine5 Quality MaintenenceHarshad_S95% (20)
- Chapter 6 Master Production SchedulingDocumento29 pagineChapter 6 Master Production SchedulingHarshad_SNessuna valutazione finora
- TPM Over ViewDocumento37 pagineTPM Over ViewHarshad_SNessuna valutazione finora
- Decoding Manufacturing Dates For Regulators and Flashback ArrestorsDocumento5 pagineDecoding Manufacturing Dates For Regulators and Flashback Arrestorssatyendra kumarNessuna valutazione finora
- Gas WeldingDocumento33 pagineGas Weldingyaswanth1992Nessuna valutazione finora
- As BhelDocumento45 pagineAs Bhelshubham agrawalNessuna valutazione finora
- Free Metal Workers Theory n1 Question Memo DownloadDocumento16 pagineFree Metal Workers Theory n1 Question Memo DownloadThembelihle HadebeNessuna valutazione finora
- Okicat07 EsabDocumento18 pagineOkicat07 EsabchosilimitedNessuna valutazione finora
- PROCESS PLANNING AND COST ESTIMATION - Unit4Documento4 paginePROCESS PLANNING AND COST ESTIMATION - Unit4Parameswara RajaNessuna valutazione finora
- Bridgeway Catalog CompressedDocumento200 pagineBridgeway Catalog CompressedSami EstuaniNessuna valutazione finora
- Student ReferenceDocumento188 pagineStudent Referencepapipapii94% (18)
- Metal CatalogDocumento60 pagineMetal Catalogdno256Nessuna valutazione finora
- Welding ShopDocumento5 pagineWelding ShopWaqas Hussain MalikNessuna valutazione finora
- XPTHC-100plasma Arc Voltage ControllerDocumento23 pagineXPTHC-100plasma Arc Voltage ControllerNguyễn Đức DươngNessuna valutazione finora
- Oxy150 BrochureDocumento2 pagineOxy150 BrochureSEC MachinesNessuna valutazione finora
- Pocket Welding Guide - A Guide To Better Welding-Hobart Institute of Welding Technology (2010) PDFDocumento149 paginePocket Welding Guide - A Guide To Better Welding-Hobart Institute of Welding Technology (2010) PDFDivya Khan100% (1)
- 20 Practical Tips For Safe Gas Welding and Cutting Operations On ShipsDocumento24 pagine20 Practical Tips For Safe Gas Welding and Cutting Operations On ShipsmivanoNessuna valutazione finora
- FOR REFERENCE ONLY HNC ENGINEERING Assignment 3Documento32 pagineFOR REFERENCE ONLY HNC ENGINEERING Assignment 3waynewelchuk0% (1)
- Welder Foundation Program Outline Apr 2020 HarmonizedDocumento126 pagineWelder Foundation Program Outline Apr 2020 HarmonizedBin QiNessuna valutazione finora
- APS-Form Cutting Torch & Welding Equipment Inspection - RevisedDocumento2 pagineAPS-Form Cutting Torch & Welding Equipment Inspection - ReviseddvggfdhdbdfvbNessuna valutazione finora
- This Project Report Is Prepared During The Summer Industrial Training Undertaken atDocumento62 pagineThis Project Report Is Prepared During The Summer Industrial Training Undertaken atBhanuprakashNessuna valutazione finora
- Acetylene How Products Are MadeDocumento3 pagineAcetylene How Products Are MadeJoy MukherjeNessuna valutazione finora
- Welding Lab ReportDocumento16 pagineWelding Lab ReportMuhammad Abubakar Shahzad Talib ShahzadNessuna valutazione finora
- HSE PLAN - Plant BuildingDocumento75 pagineHSE PLAN - Plant Buildingalmamunmolla96Nessuna valutazione finora
- Me 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiDocumento53 pagineMe 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiparthibankNessuna valutazione finora
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocumento69 pagineMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNessuna valutazione finora
- AWS FGW PT-5 (1979) Oxygen Cutting Fumes & GasesDocumento18 pagineAWS FGW PT-5 (1979) Oxygen Cutting Fumes & GasesMOHAMEDNessuna valutazione finora
- Petrofac Piping Inspection Handbook PDFPDFDocumento25 paginePetrofac Piping Inspection Handbook PDFPDFpediNessuna valutazione finora
- Basic Training CenterDocumento52 pagineBasic Training CenterAjay VermaNessuna valutazione finora
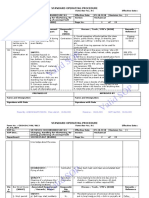
- 04 SOP For Belt Changing Under Global ARCDocumento15 pagine04 SOP For Belt Changing Under Global ARCExynos SamNessuna valutazione finora
- 2012 Serious Accident ReportsDocumento49 pagine2012 Serious Accident ReportsHarry Wart WartNessuna valutazione finora
- List of Manufacturing Processes - Wikipedia, The Free EncyclopediaDocumento9 pagineList of Manufacturing Processes - Wikipedia, The Free EncyclopediaKhalid SheikhNessuna valutazione finora
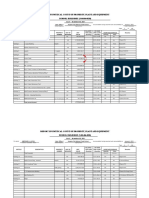
- Report On Physical Count of Property, Plant and Equipment: SCHOOL BUILDINGS (1-06-04-020)Documento33 pagineReport On Physical Count of Property, Plant and Equipment: SCHOOL BUILDINGS (1-06-04-020)Daniel BognotNessuna valutazione finora