Potrebbero piacerti anche
- Types of Sewing MachineDocumento2 pagineTypes of Sewing MachineEfraine DiwaNessuna valutazione finora
- Genus Apparel LMDocumento11 pagineGenus Apparel LMEruNessuna valutazione finora
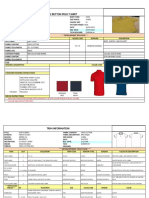
- Tech PackDocumento8 pagineTech PackVishwanath KrNessuna valutazione finora
- Formal Trouser: Feasibility Report PresentationDocumento64 pagineFormal Trouser: Feasibility Report Presentationbolaaajiii100% (1)
- Capacity Planning and Scheduling: Name - Abhinav Singh DFT 5Documento5 pagineCapacity Planning and Scheduling: Name - Abhinav Singh DFT 5Monaal SinghNessuna valutazione finora
- VM Section 6 Technical Design Sample & Fit RequirementsDocumento46 pagineVM Section 6 Technical Design Sample & Fit RequirementssuditiNessuna valutazione finora
- Dnls MMDocumento19 pagineDnls MMpriyal100% (1)
- Apparel Merchandising & Sourcing and Costing of Apparel ProductsDocumento34 pagineApparel Merchandising & Sourcing and Costing of Apparel Productssrishty dhanukaNessuna valutazione finora
- Plant Layout Assignment 1Documento12 paginePlant Layout Assignment 1Debdeep GhoshNessuna valutazione finora
- Lingerie PresentationDocumento11 pagineLingerie PresentationAmit BakhariaNessuna valutazione finora
- Balancing Simulation-2008 PDFDocumento12 pagineBalancing Simulation-2008 PDFAnonymous wA6NGuyklDNessuna valutazione finora
- Cantabil OS - by TJDocumento96 pagineCantabil OS - by TJYounus ahmedNessuna valutazione finora
- Single Needle Lock StitchDocumento2 pagineSingle Needle Lock StitchSilky Prajapati100% (2)
- Madura GarmentsDocumento41 pagineMadura GarmentsAnonymous 7xmMjaJA1Nessuna valutazione finora
- Stree MGMT of T.C Terrytex Ltd.Documento55 pagineStree MGMT of T.C Terrytex Ltd.Mahfooz IlahiNessuna valutazione finora
- Final Ob of TrouserDocumento24 pagineFinal Ob of TrouserNiveditaKumari100% (1)
- Pad Harshita Kartik PPT Assignment 1Documento23 paginePad Harshita Kartik PPT Assignment 1kaarthikayaNessuna valutazione finora
- Internship ReportDocumento20 pagineInternship Reportveenaos0% (1)
- Product Pack: Women'S Shorts: Season: Ss05Documento22 pagineProduct Pack: Women'S Shorts: Season: Ss05Anonymous dFIemPqrNessuna valutazione finora
- Fabric and Garment FinishingDocumento33 pagineFabric and Garment FinishingSurya Bakshi100% (4)
- Shahi Exports Private LimitedDocumento10 pagineShahi Exports Private LimitedResiNessuna valutazione finora
- Summer Internship: Shahi Exports LTDDocumento48 pagineSummer Internship: Shahi Exports LTDneil926Nessuna valutazione finora
- E Fit SimulatorDocumento9 pagineE Fit SimulatorSumit KumarNessuna valutazione finora
- Plant Layout - IDocumento16 paginePlant Layout - ITanya rajNessuna valutazione finora
- Data Management For Apparel BusinessDocumento3 pagineData Management For Apparel BusinessAneesha Panda100% (1)
- TCNS Apparel Internship DocumentDocumento108 pagineTCNS Apparel Internship DocumentRitika Singh100% (1)
- Aryan - Polo TshirtDocumento7 pagineAryan - Polo TshirtAryan Rathore100% (2)
- Indian Casualwear Market PDFDocumento9 pagineIndian Casualwear Market PDFSharmeen RehmaniNessuna valutazione finora
- Kesarinandan Knit FabsDocumento42 pagineKesarinandan Knit Fabsmk_bothraNessuna valutazione finora
- Different Grading System Used in Apparel IndustryDocumento5 pagineDifferent Grading System Used in Apparel Industryzain bajwaNessuna valutazione finora
- Textile Internship at OCM India LTD PDFDocumento73 pagineTextile Internship at OCM India LTD PDFMohit kolliNessuna valutazione finora
- Vendor Evaluation Using Key Performance Indicator at Li and FungDocumento61 pagineVendor Evaluation Using Key Performance Indicator at Li and FungAbhinav AshishNessuna valutazione finora
- Fashion ProductionDocumento29 pagineFashion ProductionAkshay YadavNessuna valutazione finora
- Pre-production process overviewDocumento7 paginePre-production process overviewsanyaNessuna valutazione finora
- Raymond PTQM Roll No.02Documento13 pagineRaymond PTQM Roll No.02Sana Moon100% (1)
- CPFRDocumento15 pagineCPFRPankaj Singh100% (1)
- Apparel Quality Management-Ii: Assignment - 1Documento16 pagineApparel Quality Management-Ii: Assignment - 1vibhavNessuna valutazione finora
- L-9 (Spreading Equipment)Documento16 pagineL-9 (Spreading Equipment)Zafar JavedNessuna valutazione finora
- Understanding Textile Production ProcessesDocumento48 pagineUnderstanding Textile Production ProcessesVaisistha BalNessuna valutazione finora
- Fabric consumption and labor cost calculation for HoodieDocumento7 pagineFabric consumption and labor cost calculation for HoodieROHAN GIREESHNessuna valutazione finora
- Product Analysis & Development: End Term JuryDocumento25 pagineProduct Analysis & Development: End Term JuryPratik RajNessuna valutazione finora
- Process of Manufacturing TrouserDocumento15 pagineProcess of Manufacturing TrouserAAKASH AAKASHNessuna valutazione finora
- Garment inspection techniques for quality controlDocumento9 pagineGarment inspection techniques for quality controlJames_45Nessuna valutazione finora
- H&M Supply Chain AnalysisDocumento24 pagineH&M Supply Chain AnalysisRashi ShahNessuna valutazione finora
- SEWN PRODUCTS MACHINERY AND EQUIPMENT ModelDocumento8 pagineSEWN PRODUCTS MACHINERY AND EQUIPMENT ModelUjwala JainNessuna valutazione finora
- An Overview of Knitting Industry of IndiaDocumento18 pagineAn Overview of Knitting Industry of IndiaJ.N.Vohra60% (5)
- A Summer Internship Report at Shahi Exports PVT LTD, Bengaluru (UNIT-7A)Documento128 pagineA Summer Internship Report at Shahi Exports PVT LTD, Bengaluru (UNIT-7A)BhawanaNessuna valutazione finora
- Case Study - Nguyen Hoang Exim Co. - QualityDocumento2 pagineCase Study - Nguyen Hoang Exim Co. - Qualitysusmitabiswas0% (1)
- Final Assignment: Tech Pack of A TrouserDocumento11 pagineFinal Assignment: Tech Pack of A TrouserSrijon MalikNessuna valutazione finora
- Basics Denims - Style Spec: Wash CommentDocumento9 pagineBasics Denims - Style Spec: Wash CommentAnonymous kTEAR8k2YNessuna valutazione finora
- India's Largest Apparel Manufacturer and Exporter Shahi ExportsDocumento1 paginaIndia's Largest Apparel Manufacturer and Exporter Shahi ExportsSakshi MaheshwariNessuna valutazione finora
- FASHION EXPORT MERCHANDISINGDocumento19 pagineFASHION EXPORT MERCHANDISINGRishi KumarNessuna valutazione finora
- Avanced Apparel Manufacturing ManagementDocumento6 pagineAvanced Apparel Manufacturing ManagementRAVIKANT DEONessuna valutazione finora
- Lead Time Reduction in Pre-Production Processes: Mid Term EvaluationDocumento22 pagineLead Time Reduction in Pre-Production Processes: Mid Term Evaluationaman rajNessuna valutazione finora
- Cover Sheet & BomDocumento12 pagineCover Sheet & BomShrishail HedageNessuna valutazione finora
- Nudie Jeans Sustainability Report Highlights 98% Sustainable DenimDocumento16 pagineNudie Jeans Sustainability Report Highlights 98% Sustainable DenimHector Guerrero100% (1)
- Carr and Latham's Technology of Clothing ManufactureDa EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerValutazione: 4 su 5 stelle4/5 (1)
- Unit 1: Fitness For Use Grade Degree of Preference Degree of Excellence Conformity To RequirementsDocumento12 pagineUnit 1: Fitness For Use Grade Degree of Preference Degree of Excellence Conformity To RequirementsNivethithaa DhanrajNessuna valutazione finora
- Quality DevelopmentDocumento7 pagineQuality Developmentjane85352Nessuna valutazione finora
- Quality Control Notes 1Documento10 pagineQuality Control Notes 1meldaNessuna valutazione finora
- Theory of Constraints (TOC)Documento58 pagineTheory of Constraints (TOC)Vanshali SanwalkaNessuna valutazione finora
- Apparel Technology ManagementDocumento15 pagineApparel Technology ManagementVanshali SanwalkaNessuna valutazione finora
- Apparel Technology ManagementDocumento594 pagineApparel Technology ManagementVanshali SanwalkaNessuna valutazione finora
- Company Wise Analysis of Gas Boilers: Specifications Parker Ind. BoilerDocumento5 pagineCompany Wise Analysis of Gas Boilers: Specifications Parker Ind. BoilerVanshali SanwalkaNessuna valutazione finora
- Media and Cultural SciencesDocumento9 pagineMedia and Cultural SciencesVanshali SanwalkaNessuna valutazione finora
- Learning Experience During The Media and Cultural Studies ClassesDocumento7 pagineLearning Experience During The Media and Cultural Studies ClassesVanshali SanwalkaNessuna valutazione finora
- Representation of Women in Indian AdvertisementsDocumento12 pagineRepresentation of Women in Indian AdvertisementsVanshali SanwalkaNessuna valutazione finora
- IRCA 9153-IsO 9001-2015 Auditor Lead Auditor Training-A17929Documento1 paginaIRCA 9153-IsO 9001-2015 Auditor Lead Auditor Training-A17929Jitendra BhosaleNessuna valutazione finora
- Gepico en Catalogue 2017Documento30 pagineGepico en Catalogue 2017zainul abid50% (2)
- Quality ManagementDocumento17 pagineQuality ManagementSathish KumarNessuna valutazione finora
- From Marketing Mix To Relationship MarketingDocumento38 pagineFrom Marketing Mix To Relationship MarketingHaroldo MedeirosNessuna valutazione finora
- IN Philips Professional LED Lighting Catalogue PDFDocumento71 pagineIN Philips Professional LED Lighting Catalogue PDFSumit VermaNessuna valutazione finora
- Hospita MGTDocumento18 pagineHospita MGTJaggnath DANessuna valutazione finora
- Food Safety Director or Quality Assurance Manager or Quality AssDocumento3 pagineFood Safety Director or Quality Assurance Manager or Quality Assapi-121348480Nessuna valutazione finora
- Welding Requirements For The CE MarkDocumento2 pagineWelding Requirements For The CE MarkAekJayNessuna valutazione finora
- Lecture 1 - Course Introduction, Quality Concepts and The Importance of QualityDocumento14 pagineLecture 1 - Course Introduction, Quality Concepts and The Importance of QualityNhật Hạ LêNessuna valutazione finora
- BUILD COMPETITIVE ADVANTAGE THROUGH FUNCTIONAL STRATEGYDocumento25 pagineBUILD COMPETITIVE ADVANTAGE THROUGH FUNCTIONAL STRATEGYmjr0% (1)
- JIS Mark Scheme Guideline of JIS CertificationDocumento23 pagineJIS Mark Scheme Guideline of JIS Certificationddy_candraNessuna valutazione finora
- Quality Management & AuditingDocumento14 pagineQuality Management & AuditingengramdadcmoshNessuna valutazione finora
- Fundamentals of Operations Management - Chapter 1Documento25 pagineFundamentals of Operations Management - Chapter 1mansdealNessuna valutazione finora
- Relationship Between TQM and Performance of Singapore CompaniesDocumento24 pagineRelationship Between TQM and Performance of Singapore CompaniesAhmed HassanNessuna valutazione finora
- Inspection and SamplingDocumento13 pagineInspection and SamplingBryan Paul50% (2)
- Quality Management System For Concrete Construction: ACI 121R-04Documento33 pagineQuality Management System For Concrete Construction: ACI 121R-04askarah100% (1)
- Mobile Power Solutions ISO/IEC 17025 Quality ManualDocumento18 pagineMobile Power Solutions ISO/IEC 17025 Quality ManualvabimhahNessuna valutazione finora
- 7-Gurus of TQMDocumento11 pagine7-Gurus of TQMAlyssa MabulacNessuna valutazione finora
- MBR ProposalDocumento11 pagineMBR ProposalAaish MalikNessuna valutazione finora
- Shamil MEP QC MechanicalDocumento3 pagineShamil MEP QC MechanicalHaneefa ChNessuna valutazione finora
- Apm Competence FrameworkDocumento32 pagineApm Competence Frameworkvamsikirank100% (1)
- CIM NotesDocumento17 pagineCIM NotesFrank NyarkoNessuna valutazione finora
- Feasibility Study On Dried FishDocumento65 pagineFeasibility Study On Dried FishAte Yeyed95% (19)
- Cost of Quality Management An Empirical Study FromDocumento12 pagineCost of Quality Management An Empirical Study FromNatalyNessuna valutazione finora
- PEP Project ExecutionDocumento26 paginePEP Project ExecutionmuraliNessuna valutazione finora
- QFD Analysis ToolDocumento35 pagineQFD Analysis ToolUmair WaqasNessuna valutazione finora
- Crack A Business Kenya - Leather - Skin TradeDocumento20 pagineCrack A Business Kenya - Leather - Skin TradeKiogora GeorgeNessuna valutazione finora
- Solution Manual For Managing For Quality and Performance Excellence 9th Edition by EvansDocumento30 pagineSolution Manual For Managing For Quality and Performance Excellence 9th Edition by Evansa229715647100% (1)
- Hot Mix Asphalt Construction Certification and Accreditation ProgramsDocumento113 pagineHot Mix Asphalt Construction Certification and Accreditation Programsvrushankhallayrock100% (2)
- Ce1a3q E1a3qDocumento5 pagineCe1a3q E1a3qapi-239041842Nessuna valutazione finora