Potrebbero piacerti anche
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Da EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Nessuna valutazione finora
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Da EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- Fresadora CNCDocumento6 pagineFresadora CNCMaria Jose AlbujaNessuna valutazione finora
- Práctica 1Documento15 paginePráctica 1Victor MaresNessuna valutazione finora
- Carpeta CNC 5to Profesor Lucas CaulaDocumento14 pagineCarpeta CNC 5to Profesor Lucas CaulaTachi DuboscqNessuna valutazione finora
- Control de Velocidad de Motores de CC Con PWMDocumento12 pagineControl de Velocidad de Motores de CC Con PWMNelson Lopez CuestasNessuna valutazione finora
- MecanizadoDocumento15 pagineMecanizadogabrielNessuna valutazione finora
- Practica 1.1 A 1.3Documento54 paginePractica 1.1 A 1.3Jesus Leopoldo Velazquez NuñezNessuna valutazione finora
- Programación CNCDocumento45 pagineProgramación CNCoscar herrera camachoNessuna valutazione finora
- Programación Con Códigos G y M en CNCDocumento3 pagineProgramación Con Códigos G y M en CNCgasbyNessuna valutazione finora
- Práctica Working ModelDocumento2 paginePráctica Working ModelAlberto Perez VieitesNessuna valutazione finora
- 1.protocolo CNC Version 2013-1Documento30 pagine1.protocolo CNC Version 2013-1Alexandra Duran PadillaNessuna valutazione finora
- CNC FresaDocumento11 pagineCNC FresaJean Alexandre Quispe FloresNessuna valutazione finora
- DESARROLLO DE LA PRACTICA Nombre CNCDocumento8 pagineDESARROLLO DE LA PRACTICA Nombre CNCnisiNessuna valutazione finora
- Parcial 3 - Interpolación Circular G02 G03 - Grupo2Documento5 pagineParcial 3 - Interpolación Circular G02 G03 - Grupo2Edwin GuzmánNessuna valutazione finora
- Manual de Operacion CNCDocumento14 pagineManual de Operacion CNCJosue Castaño ArriagaNessuna valutazione finora
- Manual Torno CNC 1.3.7Documento44 pagineManual Torno CNC 1.3.7oambesi100% (1)
- El TornoDocumento137 pagineEl TornoJesus MorenoNessuna valutazione finora
- Códigos de Programación de Máquinas Herramientas CNCDocumento21 pagineCódigos de Programación de Máquinas Herramientas CNCGerardo DiazNessuna valutazione finora
- Problema Capitulo 4 ResueltoDocumento5 pagineProblema Capitulo 4 ResueltoHéctor Luis Bonilla MoralesNessuna valutazione finora
- Introduccion A La Programacion CNC Modulo I PDFDocumento19 pagineIntroduccion A La Programacion CNC Modulo I PDFJonathan ZárateNessuna valutazione finora
- Sesión 14 Integración DefinidaDocumento45 pagineSesión 14 Integración DefinidaChristopher MalcaNessuna valutazione finora
- CNCDocumento27 pagineCNCMemo Perez100% (1)
- CNC WinUnisoftDocumento26 pagineCNC WinUnisoftHoppet0% (1)
- Valores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncDocumento11 pagineValores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncMaribel Caricari ZuritaNessuna valutazione finora
- Máquinas de Control Numérico Computarizado PDFDocumento46 pagineMáquinas de Control Numérico Computarizado PDFharry9354364067% (3)
- Centrifugadora ContinuaDocumento2 pagineCentrifugadora ContinuaomarjavierqNessuna valutazione finora
- Practica 3 - TornoDocumento25 paginePractica 3 - TornoJeNy MichiNessuna valutazione finora
- CNC FresaDocumento31 pagineCNC FresaaamarosaNessuna valutazione finora
- Torno CNCDocumento34 pagineTorno CNCMónica VessaliusNessuna valutazione finora
- Arquitecturas LabviewDocumento46 pagineArquitecturas LabviewSandoval DanielNessuna valutazione finora
- Programacion CNCDocumento25 pagineProgramacion CNCOmar BarrionuevoNessuna valutazione finora
- Estabilidad - Capitulo - 6 - Sistema de Alma Llena PDFDocumento30 pagineEstabilidad - Capitulo - 6 - Sistema de Alma Llena PDFAgustin VillalbaNessuna valutazione finora
- Apuntes CNC TornoDocumento17 pagineApuntes CNC TornoScipion AfrikanNessuna valutazione finora
- Torno CNCDocumento35 pagineTorno CNCmemo4861100% (2)
- CNC Exercises Milling SpanishDocumento39 pagineCNC Exercises Milling SpanishDaniel UtreraNessuna valutazione finora
- IPN+Ejemplos+Maquinado+CNC+Fresa+y+Torno DesbloqueadoDocumento126 pagineIPN+Ejemplos+Maquinado+CNC+Fresa+y+Torno DesbloqueadoEric G. VlzNessuna valutazione finora
- Manual CNC Utn-2014Documento89 pagineManual CNC Utn-2014random vintageNessuna valutazione finora
- CNC FuncionesDocumento5 pagineCNC FuncionesRoberto HernandezNessuna valutazione finora
- Guia de Actividades y Rubrica de Evaluacion Tarea 1 - Conceptos Basicos Del CNC y Comparacion de Maquinas HerramientaDocumento10 pagineGuia de Actividades y Rubrica de Evaluacion Tarea 1 - Conceptos Basicos Del CNC y Comparacion de Maquinas HerramientaJoan GarciaNessuna valutazione finora
- Informe de Caja MetalicaDocumento16 pagineInforme de Caja MetalicaLuisEnriqueCarbajalHuisaNessuna valutazione finora
- Manual de Practicas SSMMDocumento67 pagineManual de Practicas SSMMricardoNessuna valutazione finora
- Codigos M y GDocumento3 pagineCodigos M y GmarcoNessuna valutazione finora
- Programacion de Maquinas CNCDocumento13 pagineProgramacion de Maquinas CNCLuis BarriosNessuna valutazione finora
- Práctica TORNODocumento30 paginePráctica TORNOCarlos Fdez100% (1)
- Informe CNCDocumento15 pagineInforme CNCLuis MuyulemaNessuna valutazione finora
- Programacion Torno CNC Fagor 8050Documento62 pagineProgramacion Torno CNC Fagor 8050Ju Ca100% (1)
- TP 1-Partes Principales Del Torno y Descripción Del ControladorDocumento9 pagineTP 1-Partes Principales Del Torno y Descripción Del ControladorNassim asenNessuna valutazione finora
- Programación para Torno Control NumericoDocumento121 pagineProgramación para Torno Control NumericoGuillen Morales M.100% (1)
- Practica Partes TornoDocumento4 paginePractica Partes TornoHectorCochiseTeranHerreraEspeNessuna valutazione finora
- Ejercicio CNC FresadoDocumento12 pagineEjercicio CNC FresadoMecanizado SenaNessuna valutazione finora
- Programacion de Fresado CNC1Documento16 pagineProgramacion de Fresado CNC1Alex Dela CruzNessuna valutazione finora
- CNC Cad Cam 2016Documento3 pagineCNC Cad Cam 2016Leonardo BarabasNessuna valutazione finora
- Introduccion A Las Maquinas de Estado FinitoDocumento9 pagineIntroduccion A Las Maquinas de Estado FinitoD4NI3LNessuna valutazione finora
- 1.8 Estructura de Un Programa CNCDocumento9 pagine1.8 Estructura de Un Programa CNCGerardo GarcíaNessuna valutazione finora
- Manualdeoperacion Torno CNC y Fresa CNC Emco Ipn (Full Permission)Documento126 pagineManualdeoperacion Torno CNC y Fresa CNC Emco Ipn (Full Permission)Erubiel Carrada DominguezNessuna valutazione finora
- Programación CNCDocumento20 pagineProgramación CNCOmarAndréCastilloGarcíaNessuna valutazione finora
- Clase 07 Herramientas de Corte 1Documento30 pagineClase 07 Herramientas de Corte 1Jose DelgadoNessuna valutazione finora
- Práctica 4 - Torno CNCDocumento6 paginePráctica 4 - Torno CNCRussell AgamaNessuna valutazione finora
- Informe4 FlexiblesDocumento11 pagineInforme4 FlexiblesAlvaro Quisilema MedranoNessuna valutazione finora
- S5 - Platanitos A - Punto de EquilbrioDocumento3 pagineS5 - Platanitos A - Punto de EquilbrioAngel Ortiz HurtadoNessuna valutazione finora
- Inf. de Gestión Ene-Mz 2017 CEPREDIM v.5Documento19 pagineInf. de Gestión Ene-Mz 2017 CEPREDIM v.5Angel Ortiz HurtadoNessuna valutazione finora
- Historia Clinica - NoguchiDocumento50 pagineHistoria Clinica - NoguchiAngel Ortiz HurtadoNessuna valutazione finora
- Examen Final de Automatizacion 2017-1Documento3 pagineExamen Final de Automatizacion 2017-1Angel Ortiz HurtadoNessuna valutazione finora
- Yellow Belt (Traducido)Documento10 pagineYellow Belt (Traducido)Angel Ortiz HurtadoNessuna valutazione finora
- ConferenciaDocumento2 pagineConferenciaAngel Ortiz HurtadoNessuna valutazione finora
- Ejemplo de Acta de ReunionDocumento3 pagineEjemplo de Acta de ReunionAngel Ortiz HurtadoNessuna valutazione finora
- Manual de Reseteo Del Robot Rv-2sdDocumento22 pagineManual de Reseteo Del Robot Rv-2sdAngel Ortiz HurtadoNessuna valutazione finora
- Fanuc 21 Mill SPDocumento98 pagineFanuc 21 Mill SPJavier RinconNessuna valutazione finora
- 5° Grado - Experiencia de Aprendizaje N°09Documento25 pagine5° Grado - Experiencia de Aprendizaje N°09Ysabela Chabic HuamaniNessuna valutazione finora
- Examen de R.V Segundo AvanceDocumento4 pagineExamen de R.V Segundo AvanceIván MedinaNessuna valutazione finora
- Técnico Electricista de Maquinaria Pesada - FERREYROSDocumento1 paginaTécnico Electricista de Maquinaria Pesada - FERREYROSAnyhelo Aldair Chuco PurisNessuna valutazione finora
- Nacimiento y Desarrollo Físico en Los Primeros Tres AñosDocumento1 paginaNacimiento y Desarrollo Físico en Los Primeros Tres AñosMaría Camila Lopez CorreaNessuna valutazione finora
- Psicologia GeneralDocumento14 paginePsicologia GeneralJhosy TorresNessuna valutazione finora
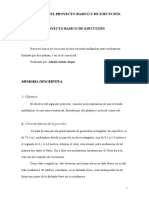
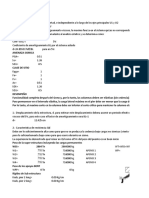
- Memoria Proyecto Básico de Ejecución de Una Vivienda Unifamiliar (Incluye Calculos)Documento40 pagineMemoria Proyecto Básico de Ejecución de Una Vivienda Unifamiliar (Incluye Calculos)MatiasPGNessuna valutazione finora
- Pilates CadillacDocumento4 paginePilates Cadillacjessica Lujan perezNessuna valutazione finora
- Guiaderepasounmsm 2015 150701015853 Lva1 App6892Documento91 pagineGuiaderepasounmsm 2015 150701015853 Lva1 App6892paolawNessuna valutazione finora
- Ensayo de Corte Directo Astm D3080 - 04: Area de Mecanica de SuelosDocumento2 pagineEnsayo de Corte Directo Astm D3080 - 04: Area de Mecanica de SuelosMiki Luis Salvatierra ÑavincopaNessuna valutazione finora
- HOPSA - Manual de Techos N°3 PDFDocumento18 pagineHOPSA - Manual de Techos N°3 PDFLuis LopezNessuna valutazione finora
- 01 Documentación MercantilDocumento67 pagine01 Documentación MercantilLuisMiguelChambiApazaNessuna valutazione finora
- PDF Determinacion de Alcalinidad en Sal de SodaDocumento10 paginePDF Determinacion de Alcalinidad en Sal de SodaKerly MendozaNessuna valutazione finora
- HFW 200 t6 EsDocumento6 pagineHFW 200 t6 EsCarlos José Barrios InfanteNessuna valutazione finora
- Marco TeoricoDocumento18 pagineMarco Teoricomarco.olivares.aNessuna valutazione finora
- EjerciciosnjerarquiasnPOO 83645a6ae5837c6Documento4 pagineEjerciciosnjerarquiasnPOO 83645a6ae5837c6Pipe DoradoNessuna valutazione finora
- Reversible Cerebral Vasoconstriction Syndrome - UpToDateDocumento43 pagineReversible Cerebral Vasoconstriction Syndrome - UpToDateViviana EscobarNessuna valutazione finora
- 6 - Cemento Portland 2022Documento45 pagine6 - Cemento Portland 2022Fernando AgüeroNessuna valutazione finora
- Aislamiento SismicoDocumento12 pagineAislamiento SismicoJorge Arturo Checmapocco FigueroaNessuna valutazione finora
- Sesión de Tutoría n9Documento6 pagineSesión de Tutoría n9Ronald Alcántara Quispe100% (1)
- Guía Diagnostica y Nivelatoria Biologia 8 (Abcd) (5851)Documento6 pagineGuía Diagnostica y Nivelatoria Biologia 8 (Abcd) (5851)jair padillaNessuna valutazione finora
- Un Montón de Imágenes RotasDocumento3 pagineUn Montón de Imágenes RotasClaudia MammanaNessuna valutazione finora
- 5° DPCC FICHA SEM 11 Convivencia en La Diversidad y La Salud 3era EDADocumento3 pagine5° DPCC FICHA SEM 11 Convivencia en La Diversidad y La Salud 3era EDAName TextNessuna valutazione finora
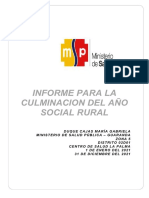
- Informe Culminación de Año Rural - 2021Documento31 pagineInforme Culminación de Año Rural - 2021Gabriela DuqueNessuna valutazione finora
- Guia Trabajo CinematicaDocumento15 pagineGuia Trabajo CinematicaShirley sadiht Córdova GarcíaNessuna valutazione finora
- Seminario Unidad 4Documento26 pagineSeminario Unidad 4María RodríguezNessuna valutazione finora
- Alcaldia de Villavicencio - Meta - Colombia Secretaria de Educacion MunicipalDocumento2 pagineAlcaldia de Villavicencio - Meta - Colombia Secretaria de Educacion MunicipalAngelica. VeraNessuna valutazione finora
- Evaluación Primer Bimestre - Econ - 3013 - Microeconomia IiiDocumento14 pagineEvaluación Primer Bimestre - Econ - 3013 - Microeconomia IiiJuan RealNessuna valutazione finora
- Tesis Noritza ListaDocumento73 pagineTesis Noritza ListajulissachpenhagNessuna valutazione finora
- AV Sem 4Documento3 pagineAV Sem 4Daniel Porras DelgadilloNessuna valutazione finora
- Índice Como Hacerlo Con HierbasDocumento11 pagineÍndice Como Hacerlo Con HierbasDaniel López Marín100% (1)