Potrebbero piacerti anche
- Radiographic Film Interpretation - Presentation-1 PDFDocumento87 pagineRadiographic Film Interpretation - Presentation-1 PDFvirat virat90% (10)
- Evaluation of Thermoplastic Polyurethane Solids and Solutions For Biomedical ApplicationsDocumento4 pagineEvaluation of Thermoplastic Polyurethane Solids and Solutions For Biomedical ApplicationsROHITNessuna valutazione finora
- Welding Technology Two MarksDocumento20 pagineWelding Technology Two Markssai100% (1)
- Astm A 743 PDFDocumento8 pagineAstm A 743 PDFWill MottaNessuna valutazione finora
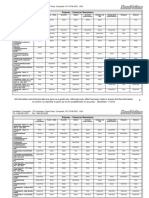
- Garware Polyester Limited-Electrical Films EM6, Thickness, Unit, Yield, DensityDocumento2 pagineGarware Polyester Limited-Electrical Films EM6, Thickness, Unit, Yield, Densitybenghoe77100% (2)
- Preparation of P-Nitroacetanilide, Hydrolysis of P-Nitroacetanilide, Preparation of P-Nitroaniline (Student's Handout) PDFDocumento8 paginePreparation of P-Nitroacetanilide, Hydrolysis of P-Nitroacetanilide, Preparation of P-Nitroaniline (Student's Handout) PDFNarayan Deshmukh25% (4)
- A25 DissimilarMetalWeldsIJRRASDocumento10 pagineA25 DissimilarMetalWeldsIJRRASTech WorldNessuna valutazione finora
- Effect of Forge Force On Mechanical Properties of Dissimilar Metal Friction Welds of Stainless Steel and Low Carbon SteelDocumento7 pagineEffect of Forge Force On Mechanical Properties of Dissimilar Metal Friction Welds of Stainless Steel and Low Carbon SteelIAEME PublicationNessuna valutazione finora
- Assignment II Advanced MFGDocumento11 pagineAssignment II Advanced MFGAyu AdiNessuna valutazione finora
- Friction Stir Welding of Structural Steel S235 and S355Documento7 pagineFriction Stir Welding of Structural Steel S235 and S355Ramona SzaboNessuna valutazione finora
- Jurnal KEM.948.33 M. Ziyad, FMDocumento7 pagineJurnal KEM.948.33 M. Ziyad, FMZinsaisal BakriNessuna valutazione finora
- Metals: Dissimilar Friction Stir Welding of AA2024 and AISI 1018: Microstructure and Mechanical PropertiesDocumento17 pagineMetals: Dissimilar Friction Stir Welding of AA2024 and AISI 1018: Microstructure and Mechanical PropertiesMan MNessuna valutazione finora
- Esdep Lecture Note (Wg2 - )Documento23 pagineEsdep Lecture Note (Wg2 - )o2megotNessuna valutazione finora
- Project Report of Mini ProjectDocumento24 pagineProject Report of Mini ProjectpramodassNessuna valutazione finora
- Friction Stir Welding Process Parameters Significance and Impact On Metal Matrix Composites Joints: A Brief ReviewDocumento12 pagineFriction Stir Welding Process Parameters Significance and Impact On Metal Matrix Composites Joints: A Brief ReviewPerumalla Janaki RamuluNessuna valutazione finora
- Theory of Arc Welding pt1Documento115 pagineTheory of Arc Welding pt1Koushik SarkarNessuna valutazione finora
- The Joint Properties of Brass Plates by Friction Stir WeldingDocumento8 pagineThe Joint Properties of Brass Plates by Friction Stir WeldingMarkoZajecNessuna valutazione finora
- Mechanical Properties and Microstructures of Friction Welded Mild SteelDocumento10 pagineMechanical Properties and Microstructures of Friction Welded Mild SteelM Khoirul AnamNessuna valutazione finora
- Influence of Welding Processes On Microstructure, Tensile and Impact Properties of Ti 6al 4V Alloy JointsDocumento10 pagineInfluence of Welding Processes On Microstructure, Tensile and Impact Properties of Ti 6al 4V Alloy JointsDede DediNessuna valutazione finora
- Lec 1Documento13 pagineLec 1MUuhammed FikiNessuna valutazione finora
- Avances en Soldadura de Materiales DisimilesDocumento5 pagineAvances en Soldadura de Materiales DisimilesDebora ChavezNessuna valutazione finora
- Atap Tem 322Documento10 pagineAtap Tem 322Marufu LawalNessuna valutazione finora
- Al and Steel Leaser WeldingDocumento11 pagineAl and Steel Leaser WeldingSidhesh mishraNessuna valutazione finora
- Traduccion HadbookDocumento15 pagineTraduccion HadbookbrayanNessuna valutazione finora
- Draft Handbook On Welding TechniquesDocumento77 pagineDraft Handbook On Welding Techniquessssf-doboj100% (2)
- Review Paper On Hard Facing Processes and MaterialsDocumento4 pagineReview Paper On Hard Facing Processes and MaterialsJaveed A. KhanNessuna valutazione finora
- Met 55 2 249 252Documento4 pagineMet 55 2 249 252Zvone DadićNessuna valutazione finora
- Unit-4 Unconventional Manufacturing ProcessDocumento18 pagineUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- v1 CoveredDocumento50 paginev1 Coveredyawarhussain367Nessuna valutazione finora
- The Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsDocumento7 pagineThe Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsBONFRINGNessuna valutazione finora
- Latest Developments in Friction Welding - A ReviewDocumento6 pagineLatest Developments in Friction Welding - A ReviewIJRASETPublicationsNessuna valutazione finora
- Materials 15 00412Documento16 pagineMaterials 15 00412Murat CKNessuna valutazione finora
- Unit 11 NotesDocumento7 pagineUnit 11 NotesarunkumarnoolaNessuna valutazione finora
- Metals 12 01157Documento17 pagineMetals 12 01157N Sudheer RêddyNessuna valutazione finora
- Aluminium Joining: Mechanical FastenersDocumento4 pagineAluminium Joining: Mechanical FastenersCarlos BustamanteNessuna valutazione finora
- Introduction To Welding - MetallurgyDocumento15 pagineIntroduction To Welding - Metallurgyramkishore_87100% (1)
- Microscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetDocumento6 pagineMicroscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetagungbijaksanaNessuna valutazione finora
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocumento10 pagineBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNessuna valutazione finora
- A Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperDocumento7 pagineA Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperInternational Journal of Latest Research in Engineering and TechnologyNessuna valutazione finora
- 934-Article Text-3046-2-10-20211031Documento6 pagine934-Article Text-3046-2-10-20211031ahmed aliNessuna valutazione finora
- Welding NPTEL Lecturers - Part1Documento30 pagineWelding NPTEL Lecturers - Part1Sai ChaithanyaNessuna valutazione finora
- Welding Engineering Nptel PDFDocumento309 pagineWelding Engineering Nptel PDFZERU GAMERNessuna valutazione finora
- Metal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, SuratDocumento79 pagineMetal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, SuratPrateekNessuna valutazione finora
- IOParcheivedDocumento16 pagineIOParcheivedImdad JalaliNessuna valutazione finora
- Manufacturing - WeldingDocumento8 pagineManufacturing - WeldingKhalid EwigNessuna valutazione finora
- Analysis of The Influence of Friction Stir Processing On Gas Tungsten Arc Welding of 2024 Aluminum Alloy Weld ZoneDocumento11 pagineAnalysis of The Influence of Friction Stir Processing On Gas Tungsten Arc Welding of 2024 Aluminum Alloy Weld ZoneTJPRC PublicationsNessuna valutazione finora
- Advance Welding TechnologyDocumento90 pagineAdvance Welding TechnologyRajib MandalNessuna valutazione finora
- Welding Reading MaterialDocumento33 pagineWelding Reading MaterialAMAN NOHWALNessuna valutazione finora
- Issd2010 Science Book p710-p724 PDFDocumento15 pagineIssd2010 Science Book p710-p724 PDFDhilip DanielNessuna valutazione finora
- Mce516 Lecture Note 3Documento70 pagineMce516 Lecture Note 3Edward JNessuna valutazione finora
- INTRODUCTIONDocumento39 pagineINTRODUCTIONSwapnil ModakNessuna valutazione finora
- Experimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelDocumento19 pagineExperimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelSk ShankarNessuna valutazione finora
- A PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2Documento16 pagineA PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2robertntsiful1Nessuna valutazione finora
- Effect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingDocumento10 pagineEffect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingFiras RocktNessuna valutazione finora
- Difference Between Brazing and WeldingDocumento3 pagineDifference Between Brazing and WeldingThanh HuaNessuna valutazione finora
- Effects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Documento6 pagineEffects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Sudeep Kumar SinghNessuna valutazione finora
- A Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsDocumento7 pagineA Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsNagarajan PitchandiNessuna valutazione finora
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Documento16 pagineEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178Nessuna valutazione finora
- 7691IV - 4th Semester - Metallurgical and Materials EngineeringDocumento18 pagine7691IV - 4th Semester - Metallurgical and Materials EngineeringankNessuna valutazione finora
- Ijrapidm 2012 046574Documento14 pagineIjrapidm 2012 046574Aishani SharmaNessuna valutazione finora
- Jurnal SMAW PDFDocumento9 pagineJurnal SMAW PDFMuhammad Zuhdi SyihabNessuna valutazione finora
- Nptel WeldingDocumento233 pagineNptel WeldingThasarathan Ravichandran100% (2)
- Welding Technology - NPTELDocumento145 pagineWelding Technology - NPTELpothirajkalyan100% (1)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDa EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNessuna valutazione finora
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- Polymer - Physical PropertiesDocumento31 paginePolymer - Physical PropertiessudarshanNessuna valutazione finora
- The Physics of Rubber PDFDocumento11 pagineThe Physics of Rubber PDFsudarshanNessuna valutazione finora
- Surya Namaskar (Sun Salutations) : Sthiti: Tadasana With Namaskara MudraDocumento5 pagineSurya Namaskar (Sun Salutations) : Sthiti: Tadasana With Namaskara MudrasudarshanNessuna valutazione finora
- All About BoxesDocumento6 pagineAll About BoxessudarshanNessuna valutazione finora
- Misumi Technical Data PDFDocumento1 paginaMisumi Technical Data PDFtnchsg100% (1)
- Corrugated Fiberboard DesignDocumento39 pagineCorrugated Fiberboard DesignsudarshanNessuna valutazione finora
- Standard Sheetmetal Slitting TolerancesDocumento11 pagineStandard Sheetmetal Slitting TolerancessudarshanNessuna valutazione finora
- Answer 1:: (Chapter 1) (Chemical Reactions and Equations)Documento2 pagineAnswer 1:: (Chapter 1) (Chemical Reactions and Equations)apfc epfoNessuna valutazione finora
- Kerosine: Standard Specification ForDocumento3 pagineKerosine: Standard Specification ForDavid CazorlaNessuna valutazione finora
- Microstructure Evolution of HP40-Nb Alloys During Aging UnderDocumento9 pagineMicrostructure Evolution of HP40-Nb Alloys During Aging UnderOmarNessuna valutazione finora
- 14am, 14A Aqua-Glo, 14A Redi-Bath, 20B: Product Data SheetDocumento5 pagine14am, 14A Aqua-Glo, 14A Redi-Bath, 20B: Product Data Sheetbachrul ulumNessuna valutazione finora
- Grignard Reaction 3Documento15 pagineGrignard Reaction 3Hamed IjazNessuna valutazione finora
- Recycling Spent Cr-Adsorbents As Catalyst For Eliminating MethylmercaptanDocumento31 pagineRecycling Spent Cr-Adsorbents As Catalyst For Eliminating MethylmercaptanSankha KarmakarNessuna valutazione finora
- Electrons in Oxygen - and Sulphur-Containing Ligands PDFDocumento132 pagineElectrons in Oxygen - and Sulphur-Containing Ligands PDFJose PerezNessuna valutazione finora
- Phase 1 Quiz QP WITH ANSWERDocumento5 paginePhase 1 Quiz QP WITH ANSWERsureshkumarNessuna valutazione finora
- Biochemistry Vol 2 David E. MetzlerDocumento1.040 pagineBiochemistry Vol 2 David E. Metzlerysmnsnmz100% (2)
- Friction Stir Welding ThesisDocumento4 pagineFriction Stir Welding Thesisaflowlupyfcyye100% (2)
- Cocamid and Its DangersDocumento9 pagineCocamid and Its DangersLAURANessuna valutazione finora
- E-Cld-3108 - Astm C-1602Documento5 pagineE-Cld-3108 - Astm C-1602Andre FarfanNessuna valutazione finora
- Cost Intelligence Report Aug 2019Documento155 pagineCost Intelligence Report Aug 2019amit100% (1)
- Amino Acids NotesDocumento17 pagineAmino Acids NotesNguyễn SunNessuna valutazione finora
- Bourne 2003Documento38 pagineBourne 2003Gopal KasatNessuna valutazione finora
- SSPDocumento16 pagineSSPRaghunath Veeramani100% (1)
- Key3 PDFDocumento5 pagineKey3 PDFJC JimenezNessuna valutazione finora
- Ceb1013 - Lecture 8Documento70 pagineCeb1013 - Lecture 8api-533764142Nessuna valutazione finora
- HetshortDocumento4 pagineHetshortSallyCroyNessuna valutazione finora
- Palmitic Acid 98 FGK MSDSDocumento3 paginePalmitic Acid 98 FGK MSDSDave ImpresoNessuna valutazione finora
- 13 General EquilibriumDocumento11 pagine13 General Equilibriumapi-234034801Nessuna valutazione finora
- Chapter 3: Oxidation and Reduction Form 5 Chemistry Title: Rusting As A Redox ReactionDocumento3 pagineChapter 3: Oxidation and Reduction Form 5 Chemistry Title: Rusting As A Redox Reactionryder1man6433Nessuna valutazione finora
- The Gabriel Synthesis of Benzylamine: An Undergraduate Organic ExperimentDocumento2 pagineThe Gabriel Synthesis of Benzylamine: An Undergraduate Organic ExperimentJuan MartínezNessuna valutazione finora
- Steel and StuffDocumento6 pagineSteel and StuffLeon EversNessuna valutazione finora
- Xii Pass Neet CPT 21 QP Ex DT 04-04-2022Documento24 pagineXii Pass Neet CPT 21 QP Ex DT 04-04-2022RohitNessuna valutazione finora