Potrebbero piacerti anche
- Astm B248-22Documento13 pagineAstm B248-22Luis GuidekNessuna valutazione finora
- Design of Slabs-on-GradeDocumento36 pagineDesign of Slabs-on-GradeMohan Manickam100% (1)
- A494Documento7 pagineA494carlos ruizNessuna valutazione finora
- Minor Losses in Piping SystemsDocumento19 pagineMinor Losses in Piping Systemsphanirajinish100% (1)
- B16B16M-10 (2015) Standard Specification For Free-Cutting Brass Rod, Bar and Shapes For Use in Screw Machines PDFDocumento5 pagineB16B16M-10 (2015) Standard Specification For Free-Cutting Brass Rod, Bar and Shapes For Use in Screw Machines PDFislamakthamNessuna valutazione finora
- The Basics of API 650 Standard for Storage TanksDocumento52 pagineThe Basics of API 650 Standard for Storage Tanksferdad79% (19)
- 10742Documento10 pagine10742satish3393Nessuna valutazione finora
- Iso 6157-1 1988Documento12 pagineIso 6157-1 1988Ricardo VitorianoNessuna valutazione finora
- ASTM A789 Stainless Steel TubingDocumento6 pagineASTM A789 Stainless Steel TubingPlinio PazosNessuna valutazione finora
- Astm A293-2022Documento10 pagineAstm A293-2022CarlosNessuna valutazione finora
- B61-15 Standard Specification For Steam or Valve Bronze CastingsDocumento3 pagineB61-15 Standard Specification For Steam or Valve Bronze CastingsislamakthamNessuna valutazione finora
- Module 1 FundamentalsDocumento90 pagineModule 1 Fundamentalshari0118Nessuna valutazione finora
- International StandardDocumento18 pagineInternational StandardshivendrakumarNessuna valutazione finora
- Basic Rigging Work BookDocumento45 pagineBasic Rigging Work BookJohn Henry Sinurat100% (1)
- Stainless Steel Bars and Shapes: Standard Specification ForDocumento7 pagineStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Astm A320-A320m-99Documento8 pagineAstm A320-A320m-99NadhiraNessuna valutazione finora
- D242Documento2 pagineD242Roberto ChamorroNessuna valutazione finora
- Bs 3293Documento18 pagineBs 3293nguyenmainam0% (1)
- Astm A554 10Documento6 pagineAstm A554 10Lisandro ClaverolNessuna valutazione finora
- ASTM MATERIAL COMPARISON TABLEDocumento10 pagineASTM MATERIAL COMPARISON TABLEMardeOpamenNessuna valutazione finora
- Ductile Iron Gravity Sewer Pipe: Standard Specification ForDocumento24 pagineDuctile Iron Gravity Sewer Pipe: Standard Specification Forist93993Nessuna valutazione finora
- A641 PDFDocumento5 pagineA641 PDFandresNessuna valutazione finora
- Astm A47 - A47m 99 PDFDocumento5 pagineAstm A47 - A47m 99 PDFJavier Ricardo Romero BohorquezNessuna valutazione finora
- Saso Gso 1438 2003 e PDFDocumento12 pagineSaso Gso 1438 2003 e PDFshafeeqm3086Nessuna valutazione finora
- Astm b85 1984Documento7 pagineAstm b85 1984Siddhi Sharma100% (1)
- A283Documento2 pagineA283Demetrio RodriguezNessuna valutazione finora
- Bs1449 1Documento39 pagineBs1449 1Sintha AidroosNessuna valutazione finora
- Module 1 Asst PDFDocumento10 pagineModule 1 Asst PDFJay ReyesNessuna valutazione finora
- HZS60 Concrete Batching Plant QuotationDocumento5 pagineHZS60 Concrete Batching Plant QuotationsherwinNessuna valutazione finora
- ASTM A 252 98 Standard Specification For Welded and Seamless Steel Pipe Piles PDFDocumento7 pagineASTM A 252 98 Standard Specification For Welded and Seamless Steel Pipe Piles PDFberangketr100% (1)
- Sa 325 PDFDocumento12 pagineSa 325 PDFMo'men Abu-SmaihaNessuna valutazione finora
- Tanques PVSVDocumento13 pagineTanques PVSVwfjerrNessuna valutazione finora
- Design LNG Storage TanksDocumento6 pagineDesign LNG Storage TanksYetkin Erdoğan100% (1)
- Design LNG Storage TanksDocumento6 pagineDesign LNG Storage TanksYetkin Erdoğan100% (1)
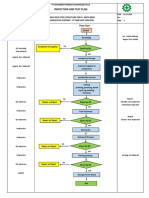
- Inspection and Test Plan: Flow Chart Start IncomingDocumento1 paginaInspection and Test Plan: Flow Chart Start IncomingSinden AyuNessuna valutazione finora
- Astm A31 (1995)Documento4 pagineAstm A31 (1995)gsb2100% (1)
- Din 3760 KeçeDocumento13 pagineDin 3760 KeçeUfuk YürekNessuna valutazione finora
- BS 7668.2004Documento19 pagineBS 7668.2004yy2010Nessuna valutazione finora
- Pre Commissioning ChecklistDocumento57 paginePre Commissioning ChecklistSkill IndiaNessuna valutazione finora
- PRV 2 Size Quick Start GuideDocumento36 paginePRV 2 Size Quick Start GuideAlcides Llanque ChoqueNessuna valutazione finora
- Astm F3125 F3125M 18Documento6 pagineAstm F3125 F3125M 18Amine ait talebNessuna valutazione finora
- Astm A167 99 PDFDocumento2 pagineAstm A167 99 PDFNookang SeaSun100% (1)
- BS en 10228 4 2016 Non Destructive Testi PDFDocumento30 pagineBS en 10228 4 2016 Non Destructive Testi PDFDaryna KupriianovaNessuna valutazione finora
- JISG3459Documento39 pagineJISG3459Son-Tuan PhamNessuna valutazione finora
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocumento4 pagineSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNessuna valutazione finora
- Astm A106 1999Documento13 pagineAstm A106 1999Rolando CastilloNessuna valutazione finora
- Copper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification ForDocumento8 pagineCopper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification Foralucard375Nessuna valutazione finora
- BS 7371-3-1993 PDFDocumento18 pagineBS 7371-3-1993 PDFMuthuswamy0% (1)
- SB 111Documento14 pagineSB 111patelr123Nessuna valutazione finora
- A276a276m 2023Documento8 pagineA276a276m 20237620383tlNessuna valutazione finora
- Australian Standard: Methods For Impact Tests On Metals Part 1: IzodDocumento25 pagineAustralian Standard: Methods For Impact Tests On Metals Part 1: Izodanoop jNessuna valutazione finora
- B 21 - B 21M - 14Documento8 pagineB 21 - B 21M - 14Ahmed BilalNessuna valutazione finora
- Carbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing For Piping ComponentsDocumento10 pagineCarbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing For Piping ComponentsTim SharpNessuna valutazione finora
- ASTM D 2000: Specification NumberDocumento3 pagineASTM D 2000: Specification NumberjanarthananNessuna valutazione finora
- BS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesDocumento38 pagineBS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesEric Mellier100% (1)
- ASTM A 866 at A 866M - Standard Spec. For Steel Strand, Intended, Seven-Wire Stress-Relieved For Prestressed ConcreteDocumento5 pagineASTM A 866 at A 866M - Standard Spec. For Steel Strand, Intended, Seven-Wire Stress-Relieved For Prestressed ConcreteNorlizawati YusofNessuna valutazione finora
- Chlorinated Poly (Vinyl Chloride) (CPVC) Pipe and Fittings For Chemical Waste Drainage SystemsDocumento7 pagineChlorinated Poly (Vinyl Chloride) (CPVC) Pipe and Fittings For Chemical Waste Drainage SystemsAhmad Zubair RasulyNessuna valutazione finora
- Specification For Carbon Structural Steel: SA-36 /SA-36MDocumento7 pagineSpecification For Carbon Structural Steel: SA-36 /SA-36MBowo Edhi Wibowo100% (2)
- 1855 1Documento2 pagine1855 1hogoyoNessuna valutazione finora
- Copper-Brazed Steel Tubing: Standard Specification ForDocumento4 pagineCopper-Brazed Steel Tubing: Standard Specification Forrgi178Nessuna valutazione finora
- B729Documento3 pagineB729LambertWayneNessuna valutazione finora
- BS 04147 1980 1999 PDFDocumento16 pagineBS 04147 1980 1999 PDFvivim109Nessuna valutazione finora
- Astm A240-16Documento14 pagineAstm A240-16VIPAN RAINessuna valutazione finora
- Astm F 519-97 E98Documento12 pagineAstm F 519-97 E98JORGE ARTURO TORIBIO HUERTA100% (1)
- En1564-1 2017Documento4 pagineEn1564-1 2017Dan PopaNessuna valutazione finora
- Din en 1172 e 2010-07Documento16 pagineDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- ASTM F1498 NPT Thread Designation.18598 PDFDocumento11 pagineASTM F1498 NPT Thread Designation.18598 PDFJohn PaulsyNessuna valutazione finora
- Asme B 446Documento5 pagineAsme B 446Ramon AraujoNessuna valutazione finora
- Astm B164 1998 PDFDocumento9 pagineAstm B164 1998 PDFel_apache10Nessuna valutazione finora
- Zinc Coating, Hot-Dip, Requirements For Application To Carbon and Alloy Steel Bolts, Screws, Washers, Nuts, and Special Threaded Fasteners (Metric)Documento5 pagineZinc Coating, Hot-Dip, Requirements For Application To Carbon and Alloy Steel Bolts, Screws, Washers, Nuts, and Special Threaded Fasteners (Metric)DeepakRajurkarNessuna valutazione finora
- Iso 3651 2 en PDFDocumento6 pagineIso 3651 2 en PDFPrashant PuriNessuna valutazione finora
- Asme Section Ii B SB-42Documento10 pagineAsme Section Ii B SB-42Monica SuarezNessuna valutazione finora
- 1390-1997 Cup Head Bolts With ISO Metric Coarse Pitch ThreadsDocumento19 pagine1390-1997 Cup Head Bolts With ISO Metric Coarse Pitch ThreadsSean LiongNessuna valutazione finora
- 0192-En 13948-2008Documento9 pagine0192-En 13948-2008Borga ErdoganNessuna valutazione finora
- BS 6362Documento12 pagineBS 6362AarenLiNessuna valutazione finora
- RodsDocumento2 pagineRodsLuz DuarteNessuna valutazione finora
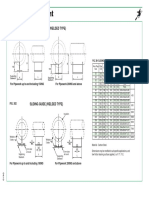
- SLIDING SUPPORTSDocumento8 pagineSLIDING SUPPORTSchabibNessuna valutazione finora
- JBDocumento1 paginaJBLuz DuarteNessuna valutazione finora
- Committed: QualityDocumento1 paginaCommitted: QualityLuz DuarteNessuna valutazione finora
- Roughness of PipesDocumento1 paginaRoughness of PipesLuz DuarteNessuna valutazione finora
- What's New - 2015 HF1Documento4 pagineWhat's New - 2015 HF1Ricardo A. PolNessuna valutazione finora
- Topsafe: Emergency Vent CoverDocumento2 pagineTopsafe: Emergency Vent Coveranonimus87Nessuna valutazione finora
- Influence of Overpressure 2015Documento9 pagineInfluence of Overpressure 2015Luz DuarteNessuna valutazione finora
- Caihe ch1Documento30 pagineCaihe ch1dwaraganathan100% (1)
- NFPA-Classifications of Flammable & Combustible Liquids UL-142 Rectangulare Tank PDFDocumento1 paginaNFPA-Classifications of Flammable & Combustible Liquids UL-142 Rectangulare Tank PDFRio Surya ChristianNessuna valutazione finora
- RachelB, Parcels of Pi 1Documento15 pagineRachelB, Parcels of Pi 1Luz DuarteNessuna valutazione finora
- All Excel 2013 Shortcut Cheat SheetDocumento3 pagineAll Excel 2013 Shortcut Cheat SheetLuz DuarteNessuna valutazione finora
- Type FieldDocumento1 paginaType FieldLuz DuarteNessuna valutazione finora
- LIBYA'S 1982 LEGISLATIVE ACT ON ENVIRONMENTAL PROTECTIONDocumento22 pagineLIBYA'S 1982 LEGISLATIVE ACT ON ENVIRONMENTAL PROTECTIONLuz DuarteNessuna valutazione finora
- BS 1868-1975 PDFDocumento29 pagineBS 1868-1975 PDFLuz DuarteNessuna valutazione finora
- NEW AutoCAD Performance TipsDocumento2 pagineNEW AutoCAD Performance TipsTeodora DimaNessuna valutazione finora
- White PaperDocumento21 pagineWhite PaperSunil SharmaNessuna valutazione finora
- L1Documento26 pagineL1Luz DuarteNessuna valutazione finora
- SteelDocumento38 pagineSteelvidrascuNessuna valutazione finora
- U BoltsDocumento14 pagineU BoltsLuz DuarteNessuna valutazione finora
- CPm322E CH6 Cash FlowDocumento30 pagineCPm322E CH6 Cash Flowpapilolo2008Nessuna valutazione finora
- CDP Conversion of Fuel Data To MWH 2016Documento11 pagineCDP Conversion of Fuel Data To MWH 2016Luz DuarteNessuna valutazione finora
- COST COMPARISON BRICKS VS BLOCKSDocumento1 paginaCOST COMPARISON BRICKS VS BLOCKSDenMarNessuna valutazione finora
- Tubing Data-Engineered Combinations MS-06-117Documento7 pagineTubing Data-Engineered Combinations MS-06-117kirlaniano@gmail.comNessuna valutazione finora
- Manar Cup-Lock System Provides Versatile Formwork and Scaffolding SolutionsDocumento29 pagineManar Cup-Lock System Provides Versatile Formwork and Scaffolding SolutionsMuhammad MalikNessuna valutazione finora
- Technical Data Sheet: Desiccant Rotors InternationalDocumento4 pagineTechnical Data Sheet: Desiccant Rotors InternationalRichard RajkumarNessuna valutazione finora
- Instructions For Welding The Cat Advansys™ Adapters On Excavator and Wheel Loader S (0679, 6001, 6800)Documento1 paginaInstructions For Welding The Cat Advansys™ Adapters On Excavator and Wheel Loader S (0679, 6001, 6800)arfa ujiantoNessuna valutazione finora
- Blast Door - Frame SpecificationsDocumento4 pagineBlast Door - Frame SpecificationsMujjo SahbNessuna valutazione finora
- Heat Treatment Defects TSDocumento2 pagineHeat Treatment Defects TSKhin Aung Shwe100% (1)
- Modeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksDocumento7 pagineModeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksLiliana ForzaniNessuna valutazione finora
- Bill No. 10 - Construction of Office and StoreDocumento25 pagineBill No. 10 - Construction of Office and StorePn EkanayakaNessuna valutazione finora
- Engineering Mechanics Ii Assignment #8: Ans: Dmin 0.206 inDocumento1 paginaEngineering Mechanics Ii Assignment #8: Ans: Dmin 0.206 inVy ThoaiNessuna valutazione finora
- 1B PPT Roughing in IIllustDocumento50 pagine1B PPT Roughing in IIllustRochelleNessuna valutazione finora
- NPCPDocumento5 pagineNPCPShlomo GoldbergsteinNessuna valutazione finora
- MTC Catalog 2009 ENGLISCHDocumento196 pagineMTC Catalog 2009 ENGLISCHAsif JalgaonkarNessuna valutazione finora
- Major Roles in Aluminum ProcessingDocumento5 pagineMajor Roles in Aluminum ProcessingAnish RanjanNessuna valutazione finora
- ATS 4 Accelerating AdmixturesDocumento4 pagineATS 4 Accelerating AdmixturescuibaprauNessuna valutazione finora
- TDS en LP27022 - Uf3070Documento2 pagineTDS en LP27022 - Uf3070Radovan KovacevicNessuna valutazione finora
- 1009-S1-EL-EAR-4001 - 0 - SV1 - Electrical Outdoor Earthing LayoutDocumento1 pagina1009-S1-EL-EAR-4001 - 0 - SV1 - Electrical Outdoor Earthing LayoutRashmi Ranjan MohantyNessuna valutazione finora
- HOUSE - Shou Sugi Ban Charred WoodDocumento16 pagineHOUSE - Shou Sugi Ban Charred WoodLeslie Martinez100% (1)
- Planning, Analyzing and Designing of Staff Quaters Building by Using STAAD ProDocumento12 paginePlanning, Analyzing and Designing of Staff Quaters Building by Using STAAD ProInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- CANTEX Fitting Brochure 200809Documento48 pagineCANTEX Fitting Brochure 200809Kim Ill JeongNessuna valutazione finora
- PPG AtlanticaDocumento2 paginePPG AtlanticaVincent BrassierNessuna valutazione finora
- Wifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDocumento2 pagineWifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDeipak HoleNessuna valutazione finora
- Porosity and Wear Resistance of Flame Sprayed TungstenDocumento7 paginePorosity and Wear Resistance of Flame Sprayed Tungstenlacoste11111Nessuna valutazione finora