Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Technical Procedure - Pipeline Preservation PDFDocumento85 pagineTechnical Procedure - Pipeline Preservation PDFFarhan Hanafi100% (3)
- A9131o14d 1a40mgy Ato - TMP Part5Documento1 paginaA9131o14d 1a40mgy Ato - TMP Part5romwamaNessuna valutazione finora
- Marksheet 20172018 F21 1 2 20 FEB116 0025Documento2 pagineMarksheet 20172018 F21 1 2 20 FEB116 0025romwamaNessuna valutazione finora
- A9131o14d 1a40mgy Ato - TMP Part7Documento1 paginaA9131o14d 1a40mgy Ato - TMP Part7romwamaNessuna valutazione finora
- No: UON/OP/11 Issue No: 01 Rev No: 02Documento4 pagineNo: UON/OP/11 Issue No: 01 Rev No: 02romwamaNessuna valutazione finora
- A9131o14d 1a40mgy Ato - TMP Part6Documento1 paginaA9131o14d 1a40mgy Ato - TMP Part6romwamaNessuna valutazione finora
- Centrifugal PumpsDocumento26 pagineCentrifugal PumpsromwamaNessuna valutazione finora
- Gakuru Feared For His Life', Reveals Successor: Starehe Poll Loser Alleges Vote Stuffing in PetitionDocumento1 paginaGakuru Feared For His Life', Reveals Successor: Starehe Poll Loser Alleges Vote Stuffing in PetitionromwamaNessuna valutazione finora
- Shortlisting Summaries For Technologist Grade ABC, Ebe - Ad-2!25!21 - Applicants (23!03!2021)Documento2 pagineShortlisting Summaries For Technologist Grade ABC, Ebe - Ad-2!25!21 - Applicants (23!03!2021)romwamaNessuna valutazione finora
- Transmi Ssi Onchai Ns Chai NDR I Vesandtypesofchai NsDocumento7 pagineTransmi Ssi Onchai Ns Chai NDR I Vesandtypesofchai NsromwamaNessuna valutazione finora
- Sol IntegralsDocumento18 pagineSol IntegralsEstefi PeñalozaNessuna valutazione finora
- Pages From 235532200 Mathematical Statistics KnightDocumento1 paginaPages From 235532200 Mathematical Statistics KnightromwamaNessuna valutazione finora
- A Step by Step Guide To Monitoring and Evaluation: Section 1: Explanatory NotesDocumento1 paginaA Step by Step Guide To Monitoring and Evaluation: Section 1: Explanatory NotesromwamaNessuna valutazione finora
- FLUID MECHANICS - Force On A Pipe ReducerDocumento1 paginaFLUID MECHANICS - Force On A Pipe ReducerromwamaNessuna valutazione finora
- Knec Technical Exam Timetable - July 2017Documento18 pagineKnec Technical Exam Timetable - July 2017romwama100% (1)
- Error in MeasurementsDocumento1 paginaError in MeasurementsromwamaNessuna valutazione finora
- Taylor & Maclaurin SeriesDocumento1 paginaTaylor & Maclaurin SeriesromwamaNessuna valutazione finora
- Design of An Affordable Sound Sensor Unit For Chicken CoopsDocumento1 paginaDesign of An Affordable Sound Sensor Unit For Chicken CoopsromwamaNessuna valutazione finora
- Pages From 97066064 3813 Probability Theory and Mathematical Statistics For Engineers Structural Engineering Mechanics and Design by Paolo L Gatti 2Documento1 paginaPages From 97066064 3813 Probability Theory and Mathematical Statistics For Engineers Structural Engineering Mechanics and Design by Paolo L Gatti 2romwamaNessuna valutazione finora
- Waiting Bay Secretary ManagerDocumento1 paginaWaiting Bay Secretary ManagerromwamaNessuna valutazione finora
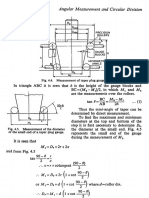
- Angular Measurement and Circular Division: ABC BC (M - MJ/2, MiDocumento1 paginaAngular Measurement and Circular Division: ABC BC (M - MJ/2, MiromwamaNessuna valutazione finora
- Classical and Neoclassical ApproachesDocumento5 pagineClassical and Neoclassical Approachesromwama100% (3)
- 3rd Edition Anthony J. Wheeler Ahmad R.Documento58 pagine3rd Edition Anthony J. Wheeler Ahmad R.Ahmad IkhwanNessuna valutazione finora
- GalvInfoNote 1 9Documento4 pagineGalvInfoNote 1 9Sajib Chandra RoyNessuna valutazione finora
- Radial Drill Catalog-110620Documento14 pagineRadial Drill Catalog-110620Anto SiminNessuna valutazione finora
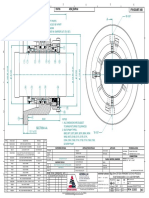
- Doble Mechanical Seal - AessealDocumento1 paginaDoble Mechanical Seal - AessealAlberto HerreraNessuna valutazione finora
- Sae J1926 Port Reference DimensionsDocumento1 paginaSae J1926 Port Reference DimensionsSanjeeb MohapatraNessuna valutazione finora
- Cylinder LinersDocumento69 pagineCylinder LinersDavorka MarinicNessuna valutazione finora
- น้ำหล่อเย็น (coolant)Documento2 pagineน้ำหล่อเย็น (coolant)Nutthakarn Wisatsiri0% (1)
- Astm A216-A216m 2008Documento4 pagineAstm A216-A216m 2008Guilherme de BarrosNessuna valutazione finora
- Method Statement of Ipa-227 Piping WorksDocumento5 pagineMethod Statement of Ipa-227 Piping WorksPramod kumarNessuna valutazione finora
- Discuss The Various Heat-Treatment Processes.: PROBLEM: 11.5Documento8 pagineDiscuss The Various Heat-Treatment Processes.: PROBLEM: 11.5Rizki Amalia Tri CahyaniNessuna valutazione finora
- Bs 3293Documento18 pagineBs 3293nguyenmainam0% (1)
- Steel Making IndustryDocumento7 pagineSteel Making IndustryMenric LunarNessuna valutazione finora
- Name: Ogunkanmbi Samuel Olanrewaju Programme: Chemical Engineering LEVEL: 200 MATRIC. NO.: 13CF015155 Course: Gec 218Documento5 pagineName: Ogunkanmbi Samuel Olanrewaju Programme: Chemical Engineering LEVEL: 200 MATRIC. NO.: 13CF015155 Course: Gec 218RizzleNessuna valutazione finora
- Pro CatalogueDocumento1 paginaPro CatalogueFarooq GoundiNessuna valutazione finora
- Sac305 Lead-Free Solder Alloy: FeaturesDocumento1 paginaSac305 Lead-Free Solder Alloy: Featuresmatwan29Nessuna valutazione finora
- Juk Meb-3200Documento76 pagineJuk Meb-3200RHoskaNessuna valutazione finora
- Design and Calculations of Piercing & Blanking DieDocumento89 pagineDesign and Calculations of Piercing & Blanking DieVipul MetaNessuna valutazione finora
- PalbitDocumento369 paginePalbitBalmos Claudiu100% (1)
- Hammer Peening s00170-021-07993-5Documento19 pagineHammer Peening s00170-021-07993-5Md MehtabNessuna valutazione finora
- Dermaprimer: Product DescriptionDocumento2 pagineDermaprimer: Product DescriptionSaud NawabNessuna valutazione finora
- (MTU DIESEL) Additional Request For 6 Month Operations in Sinabang 3 MW SiteDocumento1 pagina(MTU DIESEL) Additional Request For 6 Month Operations in Sinabang 3 MW Siteanang suhandiNessuna valutazione finora
- Lumin S Workshop Foam Clay User GuideDocumento6 pagineLumin S Workshop Foam Clay User GuideGiovany LadinoNessuna valutazione finora
- Pom Delrin 500alDocumento5 paginePom Delrin 500alcountzeroaslNessuna valutazione finora
- CMC Chapter 16 (1) - 1Documento84 pagineCMC Chapter 16 (1) - 1Raghad AbdullaNessuna valutazione finora
- Masterprotect 190 - KsaDocumento3 pagineMasterprotect 190 - KsaSaadNessuna valutazione finora
- 342 Tender GasketsDocumento54 pagine342 Tender Gasketssolid_impactNessuna valutazione finora
- Triple R Filter Elements: The Original and Still The Best. The Triple R 3-Stage Filtration ConceptDocumento4 pagineTriple R Filter Elements: The Original and Still The Best. The Triple R 3-Stage Filtration ConceptCARLOS RAMIREZNessuna valutazione finora
- Question Paper - Material Technology May - 2012 (Mumbai University) - Mechanical EngineeringDocumento1 paginaQuestion Paper - Material Technology May - 2012 (Mumbai University) - Mechanical Engineeringlearning.aatNessuna valutazione finora
- European Steel and Alloy GradesDocumento2 pagineEuropean Steel and Alloy Gradesfarshid KarpasandNessuna valutazione finora