Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Evaporation Pond Sizing Calculation: 1. ObjectiveDocumento2 pagineEvaporation Pond Sizing Calculation: 1. ObjectiveFarhan Ahmed100% (4)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Process CheckLists P&ID Rev 3Documento3 pagineProcess CheckLists P&ID Rev 3Farhan AhmedNessuna valutazione finora
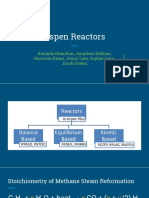
- Aspen ReactorDocumento31 pagineAspen ReactorCristopher CanoNessuna valutazione finora
- Gas Flow ConversionDocumento3 pagineGas Flow ConversionFarhan AhmedNessuna valutazione finora
- Client List 2018Documento8 pagineClient List 2018Farhan AhmedNessuna valutazione finora
- DPC Importance For PromotionDocumento7 pagineDPC Importance For PromotionFarhan AhmedNessuna valutazione finora
- Korf Utility: File Name Names List Sorted Names File DetailsDocumento15 pagineKorf Utility: File Name Names List Sorted Names File DetailsFarhan AhmedNessuna valutazione finora
- DJC Heavyduty PDFDocumento16 pagineDJC Heavyduty PDFsujiv_sujiv1278Nessuna valutazione finora
- Specification For Sprinkler DesignDocumento14 pagineSpecification For Sprinkler DesignFarhan AhmedNessuna valutazione finora
- Deluge ValveDocumento3 pagineDeluge ValveFarhan AhmedNessuna valutazione finora
- SZH (CV)Documento3 pagineSZH (CV)Farhan AhmedNessuna valutazione finora
- 4823-GB-8303-0 (Raw Water)Documento1 pagina4823-GB-8303-0 (Raw Water)Farhan AhmedNessuna valutazione finora
- The Office Assistant - Example Operational Plan BSBMGT502BDocumento6 pagineThe Office Assistant - Example Operational Plan BSBMGT502BFarhan Ahmed0% (2)
- C P Z M B H L A: ARS Separatoria ActaDocumento11 pagineC P Z M B H L A: ARS Separatoria ActaFarhan AhmedNessuna valutazione finora
- Landscaping Business Plan SampleDocumento17 pagineLandscaping Business Plan SampleAaron PhilipNessuna valutazione finora
- PracDocumento2 paginePracjamy862004Nessuna valutazione finora
- Chapter 2 PDFDocumento31 pagineChapter 2 PDFKEVAL PATELNessuna valutazione finora
- вопросы и ответы английскийDocumento109 pagineвопросы и ответы английскийSucces ShabanguNessuna valutazione finora
- Conservation - of - Matter Test From Problem AtticDocumento12 pagineConservation - of - Matter Test From Problem AtticMystNessuna valutazione finora
- Method of Preparation of Triethanolamina Borate Us2785192Documento3 pagineMethod of Preparation of Triethanolamina Borate Us2785192ROMAY MERECIASNessuna valutazione finora
- Balancing Redox Reactions Using The Half Reaction MethodDocumento3 pagineBalancing Redox Reactions Using The Half Reaction Methodrotsacreijav77777Nessuna valutazione finora
- Cambridge IGCSE: Combined Science 0653/21Documento16 pagineCambridge IGCSE: Combined Science 0653/21jesslynaureliaNessuna valutazione finora
- Fundamental Chemistry For Cambridge O Level Teaching GuideDocumento236 pagineFundamental Chemistry For Cambridge O Level Teaching GuideSaim B93% (15)
- Process Modeling and Simulation of Levulinate Esters Production Using Aspen HysysDocumento17 pagineProcess Modeling and Simulation of Levulinate Esters Production Using Aspen HysysFun DuniyaNessuna valutazione finora
- Oxidized Bitumen ProcessDocumento4 pagineOxidized Bitumen ProcessEMINAT PRINCENessuna valutazione finora
- E. Dickson Ozokwelu.2014.TOLUENE - Kirk-Othmer Encyclopedia of Chemical Technology.Documento24 pagineE. Dickson Ozokwelu.2014.TOLUENE - Kirk-Othmer Encyclopedia of Chemical Technology.Tissa Novida Aulia ZahraNessuna valutazione finora
- Electrode Reactions and Kinetics: Kinetic ModelDocumento18 pagineElectrode Reactions and Kinetics: Kinetic ModelMohammad Javad KamaliNessuna valutazione finora
- Alpha Carbon Chemistry - Enols and EnolatesDocumento49 pagineAlpha Carbon Chemistry - Enols and EnolatesKuku MandavaNessuna valutazione finora
- TOC EngChem Book UTU 2012 July 4 Baskar PDFDocumento15 pagineTOC EngChem Book UTU 2012 July 4 Baskar PDFFrancis Ko Badongen-Cawi Tabaniag Jr.Nessuna valutazione finora
- Alcohol molecul-WPS OfficeDocumento14 pagineAlcohol molecul-WPS OfficeUSCLOUD MINERNessuna valutazione finora
- PfizerDocumento47 paginePfizerRaaz Murdoc GurungNessuna valutazione finora
- Acetone Reactor Design Complete ProjectDocumento29 pagineAcetone Reactor Design Complete ProjectDeni Yudha PermanaNessuna valutazione finora
- HydrocarbonsDocumento26 pagineHydrocarbonsAli khan7100% (1)
- Endo-Exothermic Reactions NewDocumento35 pagineEndo-Exothermic Reactions NewHamza RehmanNessuna valutazione finora
- JEE MAIN 2020 Solved Papers (Crackjee - Xyz) PDFDocumento273 pagineJEE MAIN 2020 Solved Papers (Crackjee - Xyz) PDFSavitri Bhandari100% (1)
- MLP in Chemistry Class 12thDocumento18 pagineMLP in Chemistry Class 12thUday KumarNessuna valutazione finora
- 9701 s15 QP 11 PDFDocumento16 pagine9701 s15 QP 11 PDFAl BeruniNessuna valutazione finora
- 2008 H2 Chemistry Preliminary Examinations Paper 2 Mark SchemeDocumento10 pagine2008 H2 Chemistry Preliminary Examinations Paper 2 Mark SchemeRonald McdonaldNessuna valutazione finora
- KineticsOverviewbymongraal PDFDocumento128 pagineKineticsOverviewbymongraal PDFMungur Dushyant RAiNessuna valutazione finora
- Multiphase ReactorDocumento37 pagineMultiphase ReactorMaria Charlene Caraos TapiaNessuna valutazione finora
- Cambridge IGCSE: Combined Science 0653/22Documento16 pagineCambridge IGCSE: Combined Science 0653/22annwong85Nessuna valutazione finora
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocumento7 pagineUnited States Patent (19) : 11 Patent Number: 45 Date of PatentRizky AnandaNessuna valutazione finora
- CH. 7 Chemical ReactionsDocumento18 pagineCH. 7 Chemical ReactionsPriscila AlvaradoNessuna valutazione finora
- (Total 1 Mark) : IB Questionbank Chemistry 1Documento21 pagine(Total 1 Mark) : IB Questionbank Chemistry 1rudywahudiNessuna valutazione finora